Изобретение относится к сборочно-сварочным производствам машиностроительных предприятий и может быть использовано для механизированной термической вырезки отверстий в крупногабаритных изделиях коробчатой формы.
Известна установка для плазменно-дуговой вырезки незамкнутых отверстий в изделиях коробчатой формы, выполненные по проекту 9964- 227, АО "УралНИТИ", г. Екатеринбург, 1975 г., содержащая стойки, смонтированные на заливном фундаменте, с механизмами ориентирования обрабатываемого изделия относительно вертикальной и горизонтальной осей, расположенные между ними балки с направляющими, копирами и каретками с плазмотронами, а также систему подачи воды и воздуха на плазмотроны.
Известная установка обладает следующими недостатками:
1. При вырезке отверстий в изделии (последовательно с обеих сторон изделия) перемещение по направляющим кареток с плазмотронами между копирами, зацепление и расцепление копирных роликов с профилем копиров производится вручную, что не позволяет автоматизировать процесс вырезки последовательно всех отверстий, расположенных на одной из сторон изделия, а также при расцеплении и зацеплении копирных роликов с копирами происходит износ копиров на начальном и конечном участках, так как материал, из которого выполнены копиры, имеет значительно меньшую твердость, чем материал, из которого выполнены копирные ролики. Износ копиров приводит к ухудшению качества вырезаемых отверстий и появляется необходимость восстановления изношенных участков, что весьма трудоемко.
2. Выделяющиеся в процессе плазменно-дуговой резки аэрозоли в виде высокодисперсной пыли и токсичных газов из-за отсутствия в конструкции установки системы местной вытяжной вентиляции попадают в производственное помещение. При этом концентрация аэрозолей на рабочем месте оператора установки и близлежащих рабочих местах может значительно превышать предельно-допустимые нормы, что представляет опасность для здоровья работающих.
3. Размещение стоек с базовыми призмами механизмов ориентирования обрабатываемого изделия и балок с направляющими, копирами и каретками с плазмотронами на заливном фундаменте приводит к дополнительным затратам в процессе монтажа установки и снижает точность вырезки отверстий в процессе ее эксплуатации из-за отсутствия жестких связей между стойками и балками с направляющими кареток и копирами.
4. Отсутствие ступенчатой подачи плазмообразующего воздуха на плазмотроны, что приводит к ухудшению условий зажигания вспомогательной дуги, нестабильности ее возникновения и перехода в режущую, так как для устойчивости зажигания вспомогательной дуги с помощью осциллятора необходимо, чтобы расход воздуха был ниже расхода, требуемого для режущей дуги. Нестабильность возникновения вспомогательной дуги, также затрудняет возможность автоматизации процесса последовательной вырезки отверстий.
5. Существенные затраты времени на управление системой подачи воздуха и воды на плазмотроны, так как подача их осуществляется с помощью ручных вентилей, расположенных на значительном расстоянии от плазмотронов.
Целью создания изобретения является повышение производительности, а также качества, точности вырезаемых отверстий и улучшение санитарно- гигиенических условий труда за счет автоматизации процесса резки и оснащения установки системой местной вытяжной вентиляции.
В предлагаемом изобретении указанная цель достигается тем, что копиры, установленные на балках с обеих сторон установки, выполнены сплошными в виде рабочих и прямолинейных участков, соединяющих первые между собой, и имеющих сечение, аналогичное сечению рабочих участков, а на каретках и балках дополнительно установлены датчики взаимного расположения резаков и обрабатываемого изделия.
Указанное исполнение копиров обеспечивает перемещение кареток с резаками между вырезаемыми отверстиями незамкнутой формы без ручного зацепления (расцепления) копирных роликов с копирами и исключает связанный с этим износ в начале и конце рабочих участков, а следовательно, повышается качество вырезаемых отверстий и отпадает необходимость восстановления изношенных отдельных участков копиров. Наличие сплошных копиров и датчиков взаимного расположения резаков и обрабатываемого изделия позволяет автоматизировать процесс последовательной вырезки отверстий, расположенных на каждой из сторон обрабатываемого изделия.
Стойки с механизмами ориентирования и балки, расположенные между ними, размещены на единой металлоконструкции (например, плите), что обеспечивает жесткую связь между ними, а следовательно, постоянство местоположения и размеров вырезаемых отверстий.
Установка дополнительно оснащена системой местной вытяжной вентиляции, выполненной в виде двух воздуховодов коробчатого сечения, размещенных ниже базовых призм механизмов ориентирования и вдоль балок с направляющими, симметрично продольной оси установки и имеющими в верхней части отверстия прямоугольной формы со всасывающими соплами. Торцевые поверхности сопел расположены под отверстиями, имеющимися в нижней части обрабатываемого изделия в непосредственной близости от него. Через отверстия и сопла производится удаление аэрозолей, образующихся в процессе резки, что обеспечивает высокие санитарно- гигиенические условия труда на рабочем месте оператора и близлежащих рабочих местах. В месте соединения воздуховоды оснащены поворотным шиберным устройством, позволяющим значительно повысить КПД системы вытяжной вентиляции за счет управления потоком удаляемого из зоны резки загрязненного воздуха.
Система подачи воды и воздуха на резаки снабжена бессальниковыми вентилями с электромагнитным управлением, что позволяет управлять подачей воды и воздуха на резаки дистанционно, либо в автоматическом режиме, с обеспечением ступенчатой подачи воздуха на резаки с расходами, необходимыми для устойчивого горения вспомогательной дуги и, после перехода ее в режущую, требуемыми для режущей дуги. При этом обеспечивается возможность автоматизации процесса резки и исключаются непроизводительные затраты времени на управление системой подачи с помощью ручных вентилей.
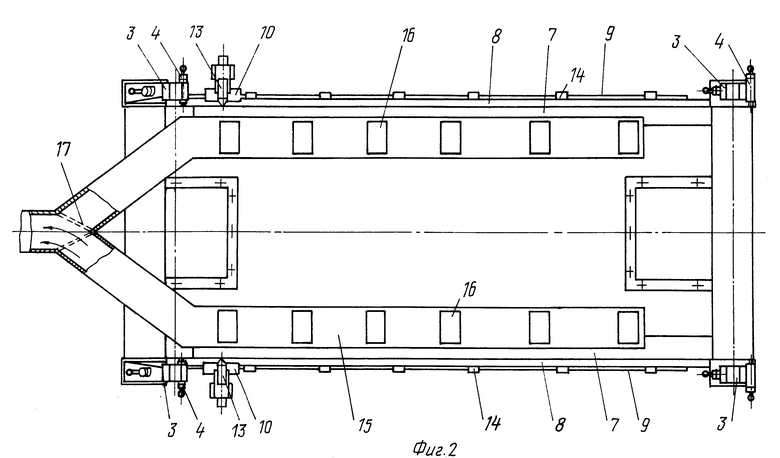
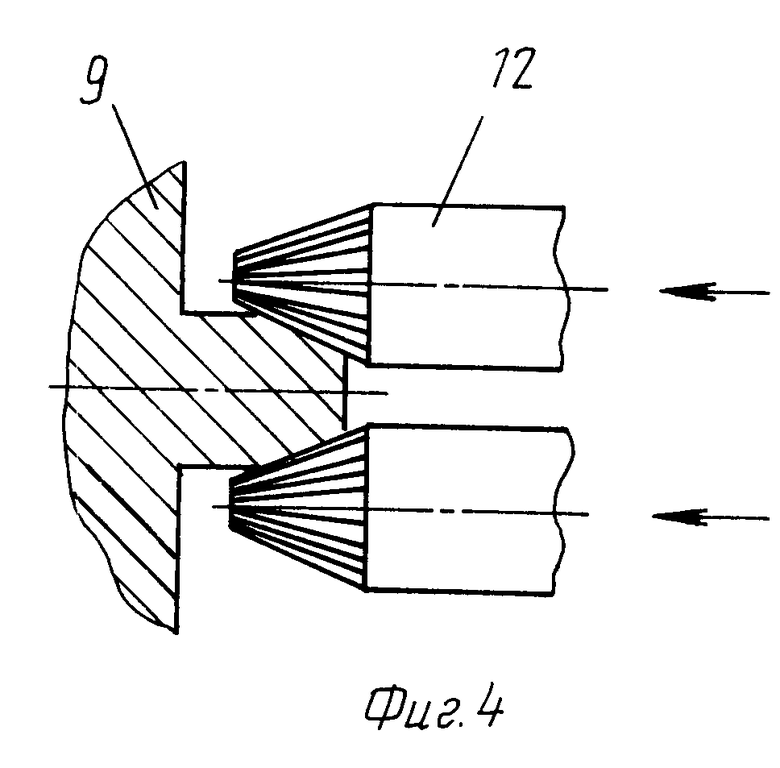
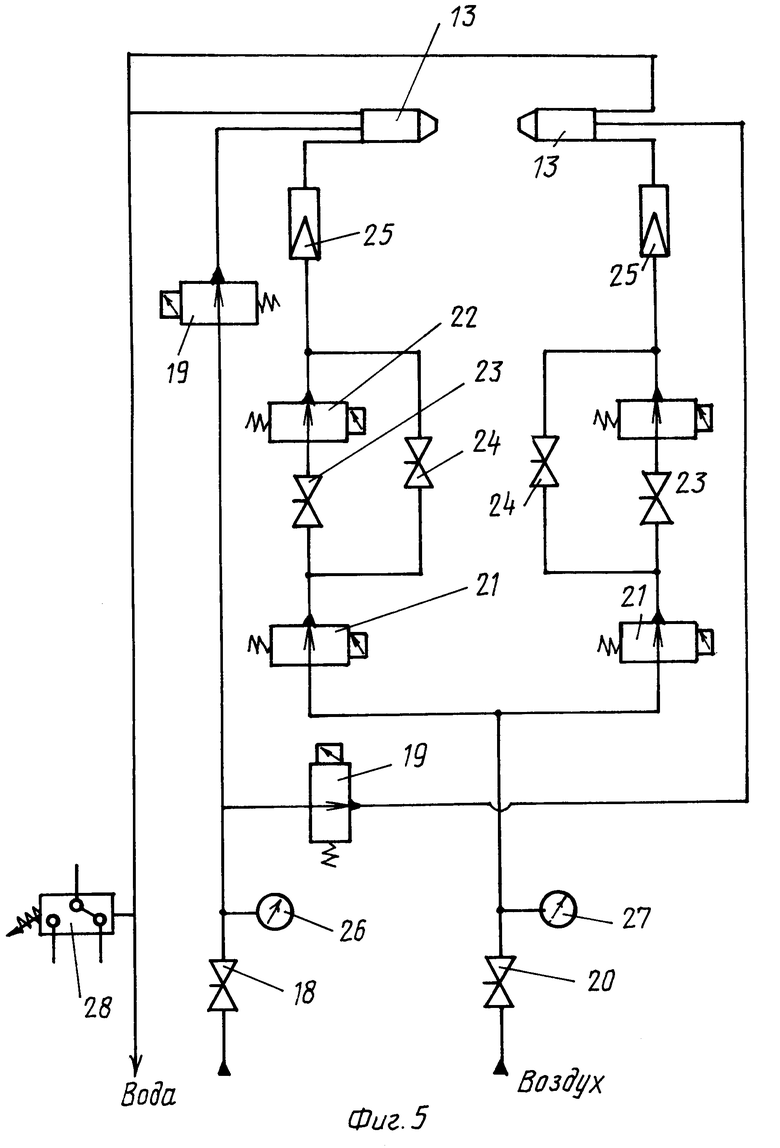
На фиг. 1 изображена установка, вид сбоку, тонкими линиями показано обрабатываемое изделие с вырезанными в нем отверстиями; на фиг. 2 - вид сверху на установку, изделие условно не показано; на фиг. 3 - разрез А-А на фиг. 1, одна из кареток с резаком условно не показана, стрелками обозначено направление потока удаляемого из зоны резки загрязненного воздуха; на фиг. 4 - зацепление копирных роликов с копирами; на фиг.5 - принципиальная пневмогидравлическая схема системы подачи воды и воздуха на резаки.
Установка содержит единое основание 1 - фиг.1 (например, литую плиту), на котором смонтированы стойки 2 с механизмами ориентирования обрабатываемого изделия, состоящими из базовых призм 3 и центрирующих устройств 4. В призмы 3 обрабатываемое изделие устанавливается через размещенные в нем оправки 5 и 6. Между стойками 2, с обеих сторон установки, на основании 1 смонтированы продольные балки 7, на которые крепятся направляющие 8 и копиры 9, выполненные сплошными в виде рабочих и прямолинейных участков, соединяющих первые между собой, и имеющих сечение аналогичное сечению рабочих участков. Форма рабочих участков копиров соответствует форме вырезаемых отверстий. На направляющих 8, с обеих сторон установки расположены самоходные каретки 10 с электродвигателем постоянного тока 11 (фиг.3), обеспечивающим вращение приводных копирных роликов 12 через дифференциально-червячный редуктор (не выделен), и резаками 13. На каретках 10 и направляющих 8 расположены датчики 14 (например, бесконтактные, выполненные в виде емкостных конечных выключателей и флажков) взаимного расположения резаков 13 с обрабатываемым изделием до и в процессе резки. Ниже базовых призм 3 вдоль балок 7 симметрично продольной оси установки размещены воздуховоды 15, имеющие в верхней части отверстия со всасывающими соплами 16. В месте соединения воздуховодов 15 установлено поворотное шиберное устройство 17 (фиг.2) для управления потоком удаляемого из зоны резки загрязненного воздуха. Через вентиль 18 (фиг.5) и бессальниковые вентили с электромагнитным управлением 19 на резаки 13 подается охлаждающая вода. Плазмообразующий воздух подается на резаки 13 через вентиль 20, бессальниковые вентили с электромагнитным управлением 21, 22, вентили 23, 24 и ротаметры 25, служащие для контроля расхода воздуха. Вентили 24 предназначены для регулирования расхода воздуха, требуемого для вспомогательной дуги, а вентили 23 -для режущей. Манометры 26 и 27 контролируют давление подаваемых на резаки 13 воды и воздуха, а реле давления 28 - наличие слива воды из резаков 13.
Работа установки осуществляется следующим образом.
Перемещение кареток 10 с резаками 13 по направляющим 8 осуществляется за счет механического взаимодействия между подпружиненными копирными роликами 12 и копирами 9 путем обкатывания по последним после включения электродвигателя постоянного тока 11, обеспечивающего вращение приводных копирных роликов 12 через дифференциально-червячный редуктор. Каретки 10 с резаками 13 отводятся в крайние положения, в которых их металлоконструкция не будет препятствовать установке обрабатываемого изделия.
В отверстия, имеющиеся с обеих сторон в передней и задней частях изделия, вставляются оправки 5 и 6. Грузоподъемным механизмом (например, мостовым краном), через оправки 5 и 6 изделие устанавливают в базовые призмы 3, размещенные на стойках 2 установки. Таким образом, изделие ориентируется относительно вертикальной оси. Затем с помощью центрирующих устройств 4 (например, устройств в виде откидывающихся винтовых домкратов), размещенных на стойках 2, изделие перемещается вдоль своей поперечной оси в требуемое положение. При этом, величина перемещения контролируется по нониусным указателям, размещенным на центрирующих устройствах 4. Таким образом, изделие ориентируется на установке относительно горизонтальной оси.
Вырезку отверстий производят последовательно с одной и с другой стороны изделия. Включается электродвигатель вентилятора системы местной вытяжной вентиляции. Включением электродвигателя постоянного тока 11 каретка 10 вместе с резаком 13 начинает перемещаться по направляющей 8 по прямолинейному участку копира 9 до первого (относительно последовательности вырезки - крайнего правого) отверстия. При достижении местоположения первого отверстия каретка 10 по команде от датчика 14, соответствующего первому отверстию, автоматически останавливается. Резак 13 подводится к обрабатываемому изделию на требуемое расстояние. Также по команде от датчика 14, соответствующего первому отверстию, на резак подается охлаждающая вода включением бессальникового вентиля 19 и воздух, включением бессальникового вентиля 21 через вентиль 25 и с 24. Зажигается вспомогательная дуга и, после ее контакта с поверхностью разрезаемого изделия, возникает режущая дуга. После возникновения режущей дуги автоматически включается бессальниковый вентиль 22 и расход воздуха увеличивается до требуемого для горения режущей дуги. С некоторой задержкой времени (необходимой для прорезания металла на всю толщину и выхода источника питания плазменной дуги на рабочий режим) также автоматически включается электродвигатель 11 каретки 10 и производится вырезка первого отверстия. После окончания вырезки первого отверстия режущая дуга гаснет, отключаются бессальниковые вентили 21, 22, подача воздуха на резак 13 прекращается и каретка 10 с резаком 13 по прямолинейному участку копира 9 перемещается к местоположению следующего отверстия, где останавливается по команде от датчика 14, соответствующего второму отверстию. В аналогичной последовательности производится вырезка остальных отверстий, расположенных на данной стороне изделия.
После завершения последовательной вырезки всех отверстий, расположенных на данной стороне изделия, бессальниковым вентилем 19 прекращается подача воды на резак 13, установленный на каретке 10 с данной стороны изделия. Оператор переходит на другую сторону установки и весь цикл вырезки отверстий, расположенных на другой стороне изделия, повторяется.
Поворотное шиберное устройство 17 устанавливается в то положение, при котором отсос загрязненного воздуха из зоны резки производится по воздуховоду 15, расположенному с той стороны установки, где выполняется вырезка отверстий.
После завершения вырезки всех отверстий каретки 10 с резаками 13 отводятся в первоначальные исходные положения. Производится расфиксация изделия на установке за счет отвода от него центрирующих устройств 4 в нерабочее положение.
Изделие мостовым краном снимается с установки и транспортируется на дальнейшую обработку.
Установка обеспечивает повышение производительности труда, улучшение качества и точности вырезаемых отверстий за счет автоматизации процесса вырезки и сокращения непроизводительных затрат времени на восстановление изношенных отдельных участков копиров и на подачу воды и воздуха на резаки, а также улучшение санитарно-гигиенических условий труда за счет эффективного удаления из зоны резки аэрозолей, образующихся в процессе резки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2016720C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ | 2005 |
|
RU2291768C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ВЫРЕЗКИ ОТВЕРСТИЙ В СТЕНКАХ ТРУБ | 1997 |
|
RU2141393C1 |
| СТЕНД ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ ТРУБ | 1994 |
|
RU2089366C1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ НЕПОВОРОТНЫХ ТРУБ | 2005 |
|
RU2288825C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОВАЛЬНЫХ ПЛОСКИХ И/ИЛИ ВЫПУКЛЫХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212971C1 |
| УСТАНОВКА ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ КОРПУСАХПАТ[НТ1;о-1п;ш':;:'кдяБИБЛИОТЕКА | 1971 |
|
SU292740A1 |
| УСТРОЙСТВО для ГАЗОВОЙ ВЫРЕЗКИ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 1969 |
|
SU252065A1 |

Изобретение относится к сборочно-сварочным производствам машиностроительных предприятий и может быть использовано для механизированной термической вырезки отверстий в крупногабаритных изделиях коробчатой формы. Технический результат изобретения - повышение производительности, качества, точности вырезаемых отверстий и улучшение санитарно-гигиенических условий труда достигается тем, что установка для термической резки содержит стойки с механизмом ориентирования обрабатываемого изделия, установленные между стойками балки с направляющими, сплошными копирами и каретками с резаками, а также систему подачи воздуха и воды на резаки. Копиры выполнены в виде рабочих и прямолинейных участков, соответствующих профилю рабочих участков. На каретки и балки дополнительно установлены датчики стойки с механизмами ориентирования. Балки жестко связаны единой металлоконструкцией. Установка для термической резки снабжена также двумя соединенными между собой воздуховодами коробчатого сечения, размещенными ниже базовых призм механизма ориентирования и вдоль балок с направляющими, симметрично продольной оси установки, и имеющими в верхней части отверстия прямоугольной формы со всасывающими соплами. Причем в месте соединения воздуховоды оснащены поворотным шиберным устройством. А система подачи воздуха и воды на резаки снабжена бессальниковыми вентилями с односторонним электромагнитным управлением. 5 ил.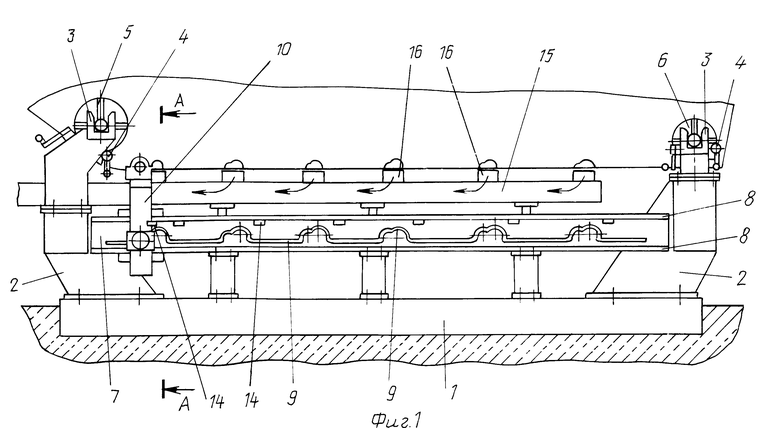
Установка для термической резки, содержащая стойки с механизмами ориентирования обрабатываемого изделия относительно вертикальной и горизонтальной осей, установленные между стойками балки с направляющими, копирами и каретками с резаками, систему подачи воздуха и воды на резаки, отличающаяся тем, что копиры выполнены в виде рабочих и прямолинейных участков, соединяющих первые между собой, и имеющих сечение, аналогичное сечению рабочих участков, а на каретках и балках дополнительно установлены датчики взаимного расположения резаков и обрабатываемого изделия, стойки с механизмами ориентирования и балки жестко связаны единой металлоконструкцией, причем установка дополнительно снабжена двумя соединенными между собой воздуховодами коробчатого сечения, размещенными ниже базовых призм механизмом ориентирования и вдоль балок с направляющими, симметрично продольной оси установки и имеющими в верхней части отверстия прямоугольной формы со всасывающими соплами, причем в месте соединения воздуховоды оснащены поворотным шиберным устройством, при этом система подачи воздуха и воды на резаки снабжена бессальниковыми вентилями с односторонним электромагнитным управлением.
| Ручная мотыга | 1927 |
|
SU9964A1 |

