Изобретение относится к термической резке металлов и может быть использовано в машиностроении, судостроении и других отраслях промышленности преимущественно при резке по замкнутому контуру деталей и заготовок в виде длинных и узких полос.
Известна установка для плазменной вырезки деталей, выполненная по проекту 9964-219, АО "УралНИТИ", г. Екатеринбург, содержащая консольно-портальную машину с магнитным копированием (модернизированную, типа СГУ-1-60), рельсовый путь, каретку с плазмотроном, поворотные копирный и раскройный столы, источник питания плазменной дуги и систему магнитной вытяжной вентиляции.
Известная установка обладает следующим недостатком.
При последовательной вырезке по замкнутому контуру (периметру) длинных узких деталей из штампованных заготовок одним плазмотроном не обеспечиваются требуемые размеры, так как деталь в процессе резки подвергается местному неравномерному нагреву, что приводит к возникновению тепловых остаточных деформаций в виде изгиба (серповидности) длинных кромок. Величина деформаций значительно превышает допускаемые отклонения на прямолинейность кромок, что отражается на точности изготавливаемой детали. Для обеспечения требуемой прямолинейности вынужденно вводится дополнительная операция последующей механической обработки длинных кромок деталей. Трудоемкость изготовления деталей увеличивается.
Целью создания изобретения является повышение точности обработки деталей за счет величины тепловых остаточных деформаций, возникающих в процессе резки длинных узких деталей по замкнутому контуру, а также повышение производительности труда за счет исключения операции механической обработки.
В предлагаемом изобретении указанная цель достигается тем, что установка дополнительно снабжена самоходной продольной кареткой с резаком, установленным в поворотном узле крепления. Каретка перемещается по направляющей линейке за счет зацепления с зубчатой приводной рейкой, установленных на рельсовом пути. Взаимное расположение резаков в исходных состояниях и в процессе резки обеспечивается бесконтактными датчиками.
Дополнительный анализ существенных отличий показал, что в технике известна каретка с плазмотроном, перемещаемая по направляющей линейке, или оснащение установки датчиком, но конструктивная особенность установки, заключающаяся в оснащении дополнительной продольной кареткой с узлом крепления резака и взаимном расположении резаков обеспечивает получение заданных размеров длинных узких деталей без изгибов длинных кромок и без дополнительной операции механической обработки.
А также известные многорезаковые портальные машины для термической обработки, в том числе с ЧПУ, позволяют производить одновременную резку двумя или несколькими резаками длинных и узких заготовок в виде полос с целью снижения величины тепловых деформаций. Но конструкция машины предусматривает синхронное перемещение кареток с резаками по одинаковым траекториям и с одинаковыми скоростями резки, что не позволяет производить резку длинных деталей, имеющих прямолинейную одну из продольных кромок, а другую - непрямолинейную, например, ломаную.
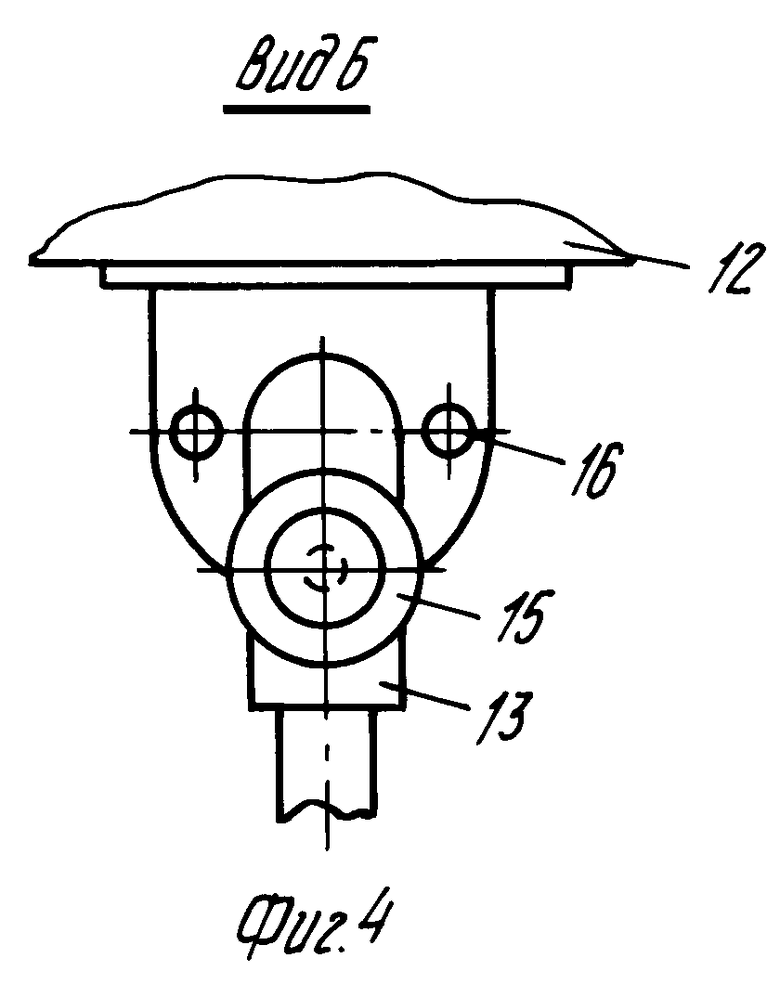
На фиг. 1 изображена предлагаемая установка, вид сверху; на фиг. 2 вид сбоку на установку; на фиг. 3 вид по стрелке А на фиг. 1; на фиг. 4 вид по стрелке Б на фиг. 3; на фиг. 5 эскиз обрабатываемой заготовки (пример), пунктирной и штрихпунктирной линиями показана траектория перемещения резаков (форма вырезаемой детали), стрелками обозначено направление резки; на фиг.6
вид по стрелке В на фиг. 5 (повернуто).
Установка состоит из консольно-портальной машины с магнитным копированием 1, размещенной на рельсовом пути 2 и содержащей копирную головку 3 с электромагнитом 4 и магнитным пальцем 5, рабочую каретку 6 с резаком 7. Копирная головка 3 и рабочая каретка 6 имеют между собой жесткую связь. Между рельсами расположен поворотный копирный стол 8 с установленными на его сторонах металлическими копирами 9. На рельсовом пути установлена направляющая 10 с размещенной на ней зубчатой приводной рейкой 11, служащими для перемещения продольной каретки 12 с поворотным узлом крепления 13 резака 14. Узел крепления резака фиксируется в требуемом положении с помощью фиксатора 15 и отверстий 16. Обрабатываемая заготовка 17 располагается на поворотном раскройном столе 18, оснащенном байонетными пневмоприжимами 19 для удержания в процессе заготовки (вырезаемой детали) 17 на столе. На рельсовом пути 2, портале машины 1, продольной каретке 12 и направляющей 10 размещены бесконтактные датчики 20 (выполненные, например, в виде емкостных конечных выключателей и флажков) взаимного расположения резаков 7, 14 до и в процессе резки.
Работа осуществляется следующим образом.
Перемещения консольно-портальной машины 1 вдоль рельсового пути 2, а также рабочей каретки 6 с резаком 7 осуществляется за счет примагничивания кольца 5 к кромке одного из копиров 9 после включения электромагнита 4 и обкатывания по ней после включения привода копирной головки 3, обеспечивающего вращение магнитного кольца 5. Перемещение продольной каретки 12 с узлом крепления 13 резака 14 производится по направляющей 10 за счет зацепления с приводной зубчатой рейкой 11 после включения привода каретки 12.
Штампованная заготовка 17 укладывается на поворотный раскройный стол 18, где базируется, после чего фиксируется байонетными пневмозажимами 19. При этом поверхность A (фиг. 6) заготовки 17 располагается горизонтально, а поверхность B (фиг. 6) наклонно.
Машиной 1 резак 7 устанавливается над кромкой 17 в т.1 (фиг. 5) с обеспечением требуемого зазора между его торцем и поверхностью A (фиг. 6) заготовки 17. Продольная каретка 12 с резаком 14 устанавливается в исходное, фиксированное положение вблизи т. 2 (фиг. 5) за пределами заготовки 17. Узел крепления 13 с резаком 14 устанавливается в рабочее положение (перпендикулярно к направляющей 10) и фиксируется фиксатором 15.
Процесс вырезки детали начинается резаком 7 по траектории, обозначенной на фиг. 5 пунктирной линией. При достижении т. 3 (фиг. 5), расположенной на линии сгиба заготовки 17, осуществляется поворот раскройного стола с обеспечением горизонтального положения поверхности B (фиг. 6) заготовки 17 и наклонного поверхности A (фиг. 6). В это время начинается перемещение продольной каретки 12 с резаком 14. При перемещении резака 7 в т. 4 (фиг. 5) по команде от датчиков 20, расположенных на рельсовом пути и портале машины 1 начинается перемещение продольной каретки 12 с резаком 14, которая перемещается в т. 2 (фиг. 5), где кратковременно останавливается по команде от датчиков 20, расположенных на направляющей 10 (в районе начала заготовки 17) и каретке 12. Начинается процесс вырезки детали по длинным кромкам одновременно двумя резаками 7, 14. При этом требуемая траектория перемещения резака 7 задается кромкой копира 8, а резака 14 (обозначенная на фиг. 6 штрихпунктирной линией) направляющей 10. Скорость перемещения резака 14 в процессе вырезки детали несколько выше, чем резака 7, с тем, чтобы резак 14 закончил резку и вышел за пределы заготовки 17 при подходе резака 7 к т. 5 (фиг. 5). После выхода резака 14 за пределы заготовки 17 по команде от датчиков 20, расположенных на направляющей 10 (в районе конца заготовки 17) и каретке 12 подготавливается цепь подачи команды на включение поворота раскройного стола 18. После достижения резаком 7 т. 5 (выхода его на линию сгиба заготовки 17) производится поворот раскройного стола 18. При этом обеспечивается горизонтальное положение поверхности A (фиг. 6) заготовки 17 и наклонное - поверхности B (фиг. 6). Резак 7 завершает вырезку детали из заготовки 17. При перемещении резака 14 вдоль линии реза байонетные пневмоприжимы 19 поочередно отжимаются и поворачиваются вокруг своей оси на 90o, обеспечивается беспрепятственное перемещение резака 14. После того, как резак 14 минует пневмоприжим 19, он вновь поворачивается в рабочее положение и зажимает деталь 17.
Перед перемещением продольной каретки 12 с резаком 14 в исходное положение, узел крепления 13 расфиксируется и поворачивается в нерабочее положение, параллельно направляющей 10, в котором фиксируется фиксатором 15. По отверстию 16 каретка 12 с резаком 14 и машина 1 с резаком 7 отводятся в положение, в котором их металлоконструкция не будет препятствовать съему детали, вырезанной из заготовки 17 и обрези с раскройного стола 18. После отжатия байонетных пневмозажимов 19 готовая деталь и обрезь снимаются с раскройного стола 18.
Предлагаемая установка обеспечивает повышение точности вырезаемых по замкнутому контуру длинных и узких деталей за счет снижения величины тепловых деформаций, возникающих в процессе резки, путем одновременной резки длинных сторон деталей двумя резаками, а также увеличение производительности труда за счет сокращения времени резки и исключения операции последующей механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1996 |
|
RU2108898C1 |
| Машина для термической резки | 1973 |
|
SU602323A1 |
| СТАНОК ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2016720C1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2107599C1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ВЫРЕЗКИ ОТВЕРСТИЙ В СТЕНКАХ ТРУБ | 1997 |
|
RU2141393C1 |
| Стол для термической резки листового проката | 1989 |
|
SU1692797A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| Машина для термического снятия фасок с изделия под сварку | 1986 |
|
SU1409424A1 |




Изобретение относится к сварке, в частности к установкам для термической резки металлов по замкнутому контуру деталей в виде длинных и узких полос, и может найти применение в различных отраслях машиностроения. Сущность изобретения: установка включает консольно-портальную машину с устройством магнитного копирования, рельсовый пуль 2, каретку 6 с резаком 7, поворотные копирный 8 и раскройный 18 столы. Установка дополнительно снабжена продольной кареткой 12 с узлом крепления 13 резака 7 и направляющей 10 с приводной рейкой, установленной на рельсовом пути. Узел крепления резака выполнен поворотным и снабжен фиксатором. Взаимное расположение резаков контролируется датчиками. 6 ил.
Установка для термической резки, содержащая консольно-портальную машину с устройством магнитного копирования, рельсовый путь, каретку с резаком, поворотные копирный и раскроечный столы, отличающаяся тем, что установка дополнительно снабжена направляющей с приводной рейкой, установленной на рельсовом пути машины, и размещенной на направляющей с возможностью перемещения продольной кареткой с узлом крепления резака, причем узел крепления резака выполнен поворотным, снабжен фиксатором, а установка оснащена датчиками взаимного расположения резаков.
| Ручная мотыга | 1927 |
|
SU9964A1 |

