Изобретение относится к технологии соединения как однородных так и разнородных по материалу деталей, и может, в частности, использоваться для соединения металлических и керамических деталей.
Известны различные способы соединения: склеивание, сварки и пайки. Однако все они обладают достаточной сложностью при создании соединений с заданными физическими свойствами (прочность, износостойкость, герметичность, однородное линейное и объемное расширение и т.д.), которые определяются условиями функционирования изделия.
Так, для получения спаев металла с керамикой требуется сложная предварительная химическая и термическая обработка контактирующих поверхностей деталей и использование промежуточных слоев [1]. Кроме того, для снижения напряжений в паяном соединении между паяемыми деталями следует помещать переходный (по коэффициенту термического расширения) элемент [2]. Это значительно усложняет процесс получения соединения.
Наиболее близким аналогом заявленного изобретения является способ пайки металла с керамикой [3], который включает сопряжение соединяемых деталей по контактным поверхностям и создание соединяющего слоя-спая в области контакта деталей.
Сложность данного способа соединения деталей заключается в необходимости для обеспечения заданной прочности спая нанесения на паяемую поверхность керамики адгезионного слоя, а на поверхность металла - защитного барьерного слоя. Кроме того, на поверхность припоя, помещаемого между керамикой и металлом, наносят барьерно-экранирующий слой, преимущественно из молибдена. Несмотря на возможность обеспечения достаточной прочности спая и снижения эрозионного воздействия припоя на металл и адгезионный слой керамики известный способ является трудоемким, а для его осуществления необходимо сложное технологическое оборудование.
В основу настоящего изобретения положена задача по упрощению технологического процесса соединения деталей и снижения затрат на его реализацию за счет обеспечения прочного соединения деталей при атмосферном давлении на одной технологической установке.
Данный технический результат достигается тем, что в способе соединения деталей, включающем сопряжение деталей по контактным поверхностям и создание соединяющего слоя в области контакта деталей, соединяющий слой создают путем газодинамического напыления на поверхность деталей порошкообразного материала при температуре частиц в двухфазном потоке, меньшей температуры плавления напыляемого материала.
Целесообразно, чтобы размер частиц напыляемого порошка был в диапазоне от 1 до 50 мкм.
В качестве напыляемого материала можно использовать медь.
Относительное массовое содержание частиц напыляемого материала в газовом потоке желательно поддерживать не более 0,2.
Для соединения деталей достаточно большого размера следует перемещать соединяемые детали относительно ускоренного двухфазного потока.
Для соединения деталей осесимметричной формы необходимо осуществлять вращение соединяемых деталей.
В процессе напыления соединяющего слоя целесообразно предотвращать возможность возникновения в двухфазном потоке ударной волны. Это необходимо для снижения торможения частиц напыляемого материала в газовом потоке на участке между срезом сопла и поверхностью деталей, на которую напыляется покрытие.
Предотвращение возникновения ударной волны в двухфазном потоке обеспечивают путем выбора размера частиц, их концентрации в газовом потоке, используемого газа или смеси газов таким образом, чтобы скорость газового потока между срезом сопла и обрабатываемой поверхностью была меньше скорости звука в двухфазном потоке.
При ускорении двухфазного потока до сверхзвуковой скорости возникновение ударной волны в двухфазном потоке предотвращают путем его предварительного безударного торможения между срезом сопла и обрабатываемой поверхностью до скорости, меньшей либо равной скорости звука в двухфазном потоке.
Безударное торможение двухфазного потока осуществляют путем выбора расстояния между срезом сопла и обрабатываемой поверхностью.
Для достижения более высоких скоростей частиц, что необходимо для образования слоя, соединяющего детали из высокопрочных материалов, и обеспечения высокой энергетической эффективности процесса, двухфазный поток ускоряют до достижения сверхзвуковой скорости, при которой величина скорости частиц напыляемого материала за фронтом ударной волны, возникающей между срезом сопла и обрабатываемой поверхностью, не превышает величину скорости газового потока в соответствующей области двухфазного потока. При выполнении данного условия при сверхзвуковом ускорении двухфазного потока также обеспечивается снижение торможения частиц напыляемого материала в газовом потоке на участке между срезом сопла и поверхностью деталей, на которую напыляется покрытие.
Возможно осуществление дополнительного безударного торможения двухфазного потока между срезом сопла и обрабатываемой поверхностью деталей путем выбора между ними соответствующего расстояния.
Предлагаемое изобретение основано на использовании достаточно хорошо изученного метода "холодного" газодинамического напыления покрытий [3, 4] для создания соединяющего слоя деталей, в том числе выполненных из разнородных материалов, например из металла и керамики.
Сущность способа заключается в образовании при газодинамическом напылении покрытия в зоне контакта соединяемых деталей металлического слоя, имеющего достаточно прочное соединение как с одной, так и с другой деталью (изделием), которые предварительно сопрягают по контактной поверхности.
Скорость газа и частиц выбираются из условия максимально возможного использования энергии в процессе нанесения соединяющего покрытия. Это условие может быть реализовано либо при отсутствии ударных волн в области между срезом сопла и поверхностью деталей в области их контакта либо при возникновении ударной волны, но при скорости газа за ударной волной, равной или большей скорости частиц.
Присутствие частиц в газовом потоке влияет на величину скорости звука [5, 6] и, следовательно, на образование ударной волны и величину параметров за ударной волной. В частности, в используемом при газодинамическом напылении диапазоне газодинамических параметров скорость звука в двухфазном потоке меньше скорости звука в однофазном газовом потоке, поэтому ударные волны будут возникать при меньших скоростях газовой фазы.
Условие возникновения ударных волн определяется с помощью числа Маха М, равного отношению скорости потока W к скорости звука aзв: .
.
Величина скорости звука в двухфазном потоке определяется размером частиц, концентрацией частиц, соотношением скоростей газа и частиц, их температурами, теплофизическими характеристиками (теплоемкостями, газовой постоянной, показателем изоэнтропы) и соотношением плотностей. Различают также так называемую замороженную скорость звука [5, 6] азам и равновесную скорость звука aравн. [5, 6]. Т.к. aзам.> aравн., то условием, гарантирующим отсутствие ударных волн, будет .
.
При сверхзвуковом истечении двухфазного потока условие, при котором скорость газа за ударной волной будет больше или равной скорости частиц, рассчитывается по замороженной скорости звука, соответствующей критическим условиям [6]: ,
,
где
Wчаст.-скорость частиц на срезе сопла;
aкр.зам. - критическая скорость звука, рассчитанная по "замороженным" параметрам.
Таким образом, одним из вариантов исключения влияния ударных волн на процесс разгона частиц напыляемого материала и их осаждения на обрабатываемую поверхность в зоне контакта деталей является учет влияния частиц на скорость звука и вследствие этого использование и звуковых режимов истечения двухфазного потока.
Во втором варианте в случае необходимости использования сверхзвукового режима истечения двухфазного потока для обеспечения заданных свойств соединяющего слоя покрытия, уменьшение влияния возникающих ударных волн на процесс разгона и осаждения частиц достигается за счет того, что скорость газового потока за фронтом ударной волны обеспечивается путем предварительного расчета параметров процесса большей или равной скорости частиц. То есть, частицы должны разгоняться без торможения в потоке газа на участке между срезом сопла и обрабатываемой поверхностью в зоне контакта деталей.
Одним из возможных путей реализации указанных вариантов решения поставленной технической задачи является осуществление безударного торможения сверхзвукового потока перед обрабатываемой поверхностью до приемлемого уровня скоростей как для сверхзвукового режима истечения (для второго варианта), так и для звукового либо дозвукового режима (для первого варианта). Безударное торможение сверхзвукового потока может быть реализовано путем предварительного выбора расстояния между срезом сопла и обрабатываемой поверхностью детали. Выбор длины проводится на основании условия (2) либо (3) с учетом характеристик торможения (изменения) скорости расчетной газовой сверхзвуковой струи [7, 8] или двухфазной сверхзвуковой струи [9].
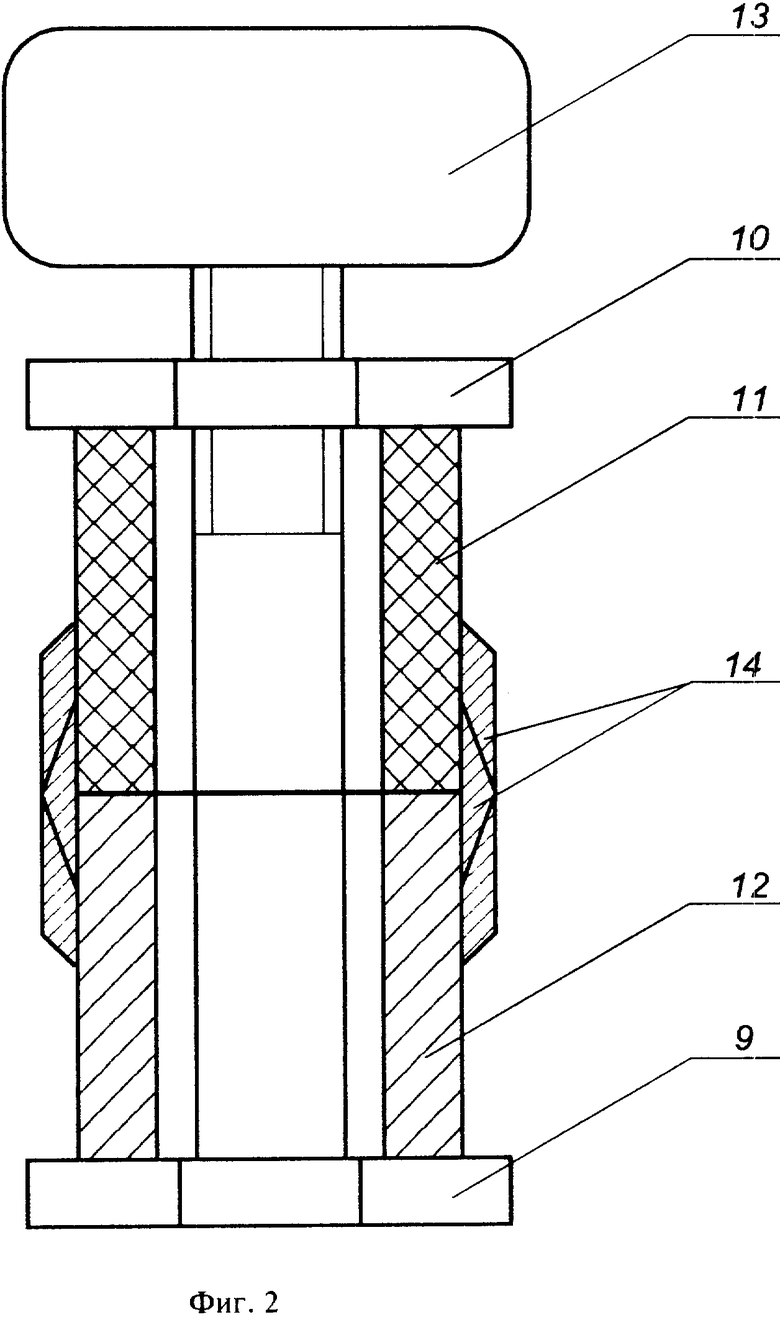
На фиг. 1 изображена схема установки для соединения деталей; на фиг. 2 - узел крепления соединяемых деталей в камере установки.
Установка для осуществления способа соединения деталей содержит источник 1 сжатого рабочего газа, устройство 2 подачи частиц, нагреватель 3, камеру смещения 4, газодинамическое сопло 5, защитную камеру 6, узел крепления 7 соединяемых деталей и сепарационное устройство 8. Узел крепления 7 состоит из болта 9 и гайки 10, с помощью которых производится сопряжение и прижатие соединяемых деталей 11 и 12 по контактной поверхности, и электропривода 13, обеспечивающего вращение соединяемых деталей 11 и 12 относительно по оси симметрии. Одна из деталей 11 выполнена из керамики, а другая 12 - из металла.
Способ осуществляется следующим образом.
Часть рабочего газа от источника 1 подается в устройство 2 подачи частиц, а остальная часть - в нагреватель 3. Образующийся в устройстве 2 двухфазный поток, состоящий из рабочего газа и частиц напыляемого материала, подается в камеру смешения 4, где устанавливается заданная исходная температура потока и относительное массовое содержание частиц напыляемого материала. Полученная смесь (двухфазный поток) направляется в газодинамическое сопло, где оно разгоняется до необходимой скорости. В процессе подготовки смеси и ее разгона температура частиц обеспечивается меньшей, чем температура плавления напыляемого материала. Полученная высокоскоростная струя направляется на поверхность соединяемых деталей 11 и 12 в зоне их контакта. Керамическая и металлическая детали 11, 12 предварительно закрепляются в узле 7 с помощью болта 9 и гайки 10. В результате воздействия происходит осаждение частиц напыляемого материала на обрабатываемую поверхность и образование покрытия 14 с заданными свойствами, выполняющего функцию соединяющего слоя между соединенными деталями, аналогично спаю, получаемую в процессе пайки деталей.
Для образования непрерывного соединяющего слоя - покрытия 14 производится вращение деталей 11 и 12 с помощью электропривода 13.
В результате газодинамического напыления за один проход (при постоянном взаимном положении сопла 5 и контактной зоны соединяемых деталей) образуется напыленный соединяющий слой 14 в форме пояска, который имеет в поперечном сечении треугольную форму с размером сторон ≈5 мм. Для увеличения ширины соединяющего слоя необходимо изменять во время газодинамического напыления положение сопла 5 или узла 7 крепления деталей с помощью дополнительного привода (не показан). В этом случае поперечного сечения соединяющего слоя 14 будет иметь трапецеидальную форму. Необходимую форму соединяющего слоя можно получить путем его дополнительной механической обработки.
Возможность формирования соединяющего слоя поверялась при нанесении покрытий медного порошка на подложки из различных материалов. В качестве рабочего газа использовался воздух с начальными параметрами P0=10oC20•105Па, T*600-700K. Использовались частицы медного порошка с размерами в диапазоне 10oC400 мкм.
Нанесение покрытия устойчиво обеспечивалось вплоть до нижнего предела по начальному давлению в диапазоне выбранных температур. Скорость частиц составляла от 400 до 600 м/с в зависимости от дисперсности частиц, а скорость газа - от 600 до 800 м/с. При этом на нижнем пределе по давлению обеспечивалось выполнение условия (3), определяющего минимальные потери от возникающих в двухфазном потоке ударных волн.
В процессе осуществления способа сопло 5 и узел 7 крепления деталей, а при необходимости и камеру смешения 4 размещают в защитной камере 6. Рабочее тело после напыления соединяющего слоя поступает из камеры 6 в сепарационное устройство 8, где частицы напыляемого материала отделяются от рабочего газа.
Размер частиц для осуществления способа выбирается в диапазоне от 1 до 200 мкм. Наиболее предпочтительно использование частиц с размером от 1 до 50 мкм.
Для нанесения медного покрытия на соединяемые детали относительное массовое содержание частиц меди в газовом потоке должно быть не более 0,2.
Снижение торможения частиц напыляемого материала в газовом потоке на участке между срезом сопла и поверхностью соединяемых деталей обеспечивается путем предотвращения возможности возникновения в двухфазном потоке ударной волны.
Возникновение ударной волны предотвращается в предложенном способе за счет выбора размера частиц, их концентрации в газовом потоке, используемого газа или смеси газов таким образом, чтобы скорость газового потока была меньше скорости звука в двухфазном потоке.
Для снижения затрат на осуществление способа в качестве рабочего газа используется воздух.
Теплофизические свойства воздуха:
Газовая постоянная - R=287 Дж/кг•К
Теплоемкость Cрг=1000 Дж/кг•К
Показатель изоэнтропы Kг=1,4.
Теплоемкость меди Cк=397,7 Дж/кг•К
Задавая значение температуры торможения газовой фазы [7, 8] T*=700K и относительное массовое содержание частиц меди в потоке воздуха χк =0,2, определяется значение равновесной скорости звука в двухфазном потоке ,
,
где ,
, .
.
При значении коэффициента скольжения частиц (относительно газового потока) ,
,
где
Wк - скорость частиц напыляемого материала, а Wг - скорость газового потока порядка 0.7, что соответствует размерам частиц более 1 мкм, скорость частиц на срезе сопла при Wг=aравн. будет равна
Wк= ε•Wг= 308 м/c. .
Для получения более высоких скоростей частиц меди необходимо использовать в качестве рабочего газа гелий.
При реализации данного режима газодинамического ускорения напыляемых частиц исключается возможность возникновения ударной волны и, следовательно, предотвращается торможение частиц в газовом потоке за скачком уплотнения, что характерно при сверхзвуковом режиме обтекания обрабатываемого изделия.
В случае когда необходимо обеспечить более высокую скорость частиц, определяемую свойствами наносимого соединяющего слоя, возможно увеличение скорости двухфазного потока до сверхзвуковых значений. В этом случае необходимо безударно затормозить поток перед обрабатываемой поверхностью, по крайней мере, до звуковой скорости. Торможение осуществляется увеличением расстояния от среза сопла до поверхности деталей в зоне их контакта.
При необходимости разгона частиц напыляемого материала до более высоких скоростей по сравнению с уровнем скоростей ≈800м/с), достигаемым при дозвуковом или звуковом режимах ускорения частиц, используется сверхзвуковой режим ускорения напыляемых частиц.
Необходимость более высоких скоростей частиц определяется заданными свойствами напыляемого покрытия (соединяющего слоя) и свойствами материалов, из которых выполнены соединяемые детали.
Данный режим характеризуется тем, что двухфазный поток ускоряют в газодинамическом сопле 5 до достижения сверхзвуковой скорости, при которой величина скорости частиц напыляемого материала за фронтом ударной волны, возникающей между срезом сопла 5 и поверхностью деталей 11 и 12, не превышает величину скорости газового потока в соответствующей области двухфазного потока в соответствии с условием (3).
При использовании в качестве напыляемого материала меди с размером частиц от 1 до 50 мкм при относительном массовом содержании частиц меди в газовом потоке, равном 0.2, и использовании в качестве рабочего газа - воздуха выбор скорости двухфазного потока осуществляется следующим образом.
Пусть температура торможения [7, 8] газовой фазы T .
.
При выборе размера частиц более 1 мкм на срезе сопла имеет место отставание частиц от потока газа, которое можно оценить с помощью коэффициента скольжения ,
,
зависящего от размера частиц, их формы, вязкости и температуры газа.
Используя коэффициент ε, можно записать условие (3) в виде ,
,
где - коэффициент скорости [7].
- коэффициент скорости [7].
Задавая значение коэффициента ε = 0,7, получим ,
,
что соответствует скорости газа
Wгаза< λгаза•aкр.зам.≈ 600 м/c ,
и скорости частиц
Wчастиц= ε•Wгаза= 405 м/c. .
Если полученное значение скорости частиц не соответствует заданным требованиям для наносимого покрытия, то необходимо использовать другой рабочий газ, например гелий.
В случае, когда необходимо обеспечить более высокую скорость частиц за счет увеличения скорости двухфазного потока на срезе сопла, следует безударно затормозить сверхзвуковой поток перед обрабатываемой поверхностью. Безударное торможение осуществляется увеличением расстояния от среза сопла до обрабатываемой поверхности.
Условия напыления различных материалов, образующих соединяющий слой 14, требуют определенной энергии частиц, определяемой их скоростью [3].
В зависимости от необходимой скорости частиц и их физических свойств (плотности, формы, размера, теплоемкости и др.) при реализации заявленного способа выбирается рабочий газ и его параметры (температура, давление и скорость истечения из сопла), а также расстояние между срезом сопла и поверхностью деталей, на которую наносится соединяющий слой.
Проведенные эксперименты подтвердили возможность получения достаточно прочного соединения деталей, выполненных из различных материалов. Так, при соединении деталей цилиндрической формы, одна из которых была выполнена из стали, а другая - из керамики, при использовании в качестве рабочего газа воздуха, а в качестве напыляемого материала - меди, в течение 4 мин был получен прочный соединяющий слой в форме пояска с треугольным поперечным сечением. Напряжение среза, сформированного на соединяемых деталях пояска, составляло в различных экспериментах от 12 до 48 МПа. Температура соединяемых деталей в области соединяющего слоя в процессе его напыления составляла 375-420oC.
Эффективность использования порошка напыляемого материала в процессе соединения деталей была равна ≈ 50% при расходе порошка 0,0427 г/с.
Полученные результаты подтверждают возможность соединения деталей с достаточной прочностью с минимальными затратами с помощью одной технологической установки, что обеспечивает достижение технического результата, заключающегося в упрощении технологического процесса.
Предложенное изобретение может использоваться в различных отраслях промышленности: машиностроении, авиа- и судостроении, автомобиле- и приборостроении. Изобретение предназначено для соединения деталей, выполненных как из однородных, так и из разнородных материалов, например, металлов и диэлектрических материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ (ВАРИАНТЫ) | 1995 |
|
RU2081202C1 |
| СПОСОБ ПОЖАРОТУШЕНИЯ С ИСПОЛЬЗОВАНИЕМ ЛЕТАТЕЛЬНОГО АППАРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2131379C1 |
| СПОСОБ СОЗДАНИЯ ГАЗОКАПЕЛЬНОЙ СТРУИ, УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СОПЛО ДЛЯ СОЗДАНИЯ ГАЗОКАПЕЛЬНОЙ СТРУИ | 1996 |
|
RU2107554C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГАЗОКАПЕЛЬНОЙ СТРУИ И КЛАПАН ДЛЯ ПОДАЧИ ДВУХФАЗНОЙ РАБОЧЕЙ СРЕДЫ | 1998 |
|
RU2132752C1 |
| УСТАНОВКА ДЛЯ ПОЖАРОТУШЕНИЯ | 1997 |
|
RU2121390C1 |
| ПЛАВУЧАЯ УСТАНОВКА ДЛЯ ПОЖАРОТУШЕНИЯ И СПОСОБ ЕЕ РАБОТЫ | 1998 |
|
RU2130794C1 |
| БЫСТРОХОДНОЕ СУДНО | 2000 |
|
RU2163553C1 |
| БЫСТРОХОДНОЕ СУДНО | 2000 |
|
RU2163554C1 |
| МОДУЛЬ ДЛЯ ПОЖАРОТУШЕНИЯ РАСПЫЛЕННОЙ ЖИДКОСТЬЮ И РАСПЫЛИТЕЛЬ ЖИДКОСТИ | 1998 |
|
RU2141369C1 |
| УСТРОЙСТВО ДЛЯ НАГРЕВА ЖИДКОСТИ | 1997 |
|
RU2132025C1 |
Использование: изобретение относится к технологии соединения как однородных, так и разнородных по материалу деталей и может, в частности, использоваться для соединения металлических и керамических деталей. Сущность изобретения: способ включает сопряжение деталей по контактным поверхностям и создание соединяющего слоя в области их контакта. Соединяющий слой создают путем газодинамического напыления на поверхность деталей порошкообразного материала при температуре частиц в двухфазном потоке, меньшей температуры плавления напыляемого материала. В процессе газодинамического напыления для снижения торможения частиц напыляемого материала обеспечивают скорость газового потока на всем протяжении зоны ускорения не менее скорости частиц. При использовании способа упрощается технологический процесс соединения деталей и снижаются затраты на его реализацию. 10 з.п. ф-лы, 2 ил.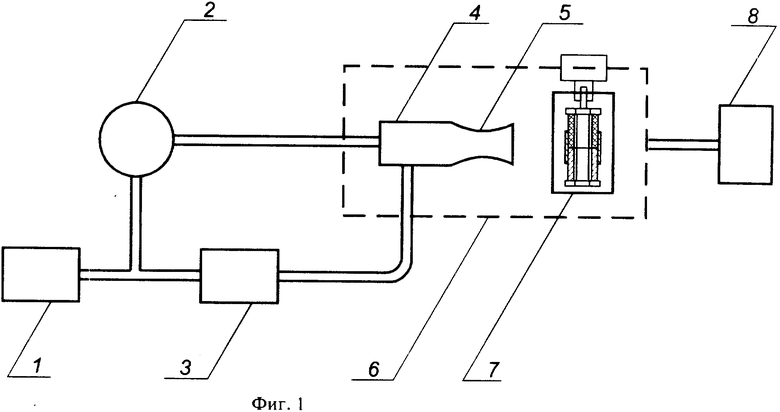
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 327139, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 529914, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| РСТ, заявка, WO 91/19016, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Уоллис Г | |||
| Одномерные двухфазные течения | |||
| М.: Мир, 1972, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Двухфазные моно- и полидисперсные течения газа с частицами, М.: Машиностроение, 1980 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Сергель О.С | |||
| Прикладная газодинамика, М.: Машиностроение, 1980 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Абрамович Г.Н | |||
| Прикладная газовая динамика | |||
| М.: Наука, 1974, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Зуев Ю.В., Лепешинский И.А | |||
| Некоторые результаты расчета двухфазной турбулентной струи | |||
| Сборник: Турбулентные двухфазные течения | |||
| Таллин, 1982 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Киреев В.И., Войновский А.С | |||
| Численное моделирование газодинамических течений | |||
| М.: МАИ, 1991, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |

