Изобретение относится к металлурги, конкретнее к процессу отшлаковывания огнеупорной футеровки конвертера для повышения его стойкости.
Наиболее близким по технической сущности является способ нанесения гарнисажа на футеровку конвертера, включающий выпуск расплава из конвертера с оставлением в нем шлака предыдущей плавки, ввод в конвертер через горловину фурмы и подачу через нее нейтрального газа для разбрызгивания слоя жидкого шлака на стенки конвертера, а также перемещение фурмы в вертикальном направлении.
(См. патент РФ N 2047660, кл. C 21 C 5/44, 1995).
Недостатком известного способа является недостаточная производительность и эффективность процесса нанесения гарнисажа или ошлакования футеровки конвертера. Это объясняется тем, что в известном способе не оговорены необходимые значения технологических, расходных и временных параметров подачи нейтрального газа, а также скоростей и величин перемещения фурмы. При этом не обеспечиваются условия равномерного покрытия футеровки конвертера, а также прочного прилипания капель шлака к футеровке.
Технический эффект при использовании изобретения заключается в повышении производительности и качества нанесения гарнисажа на футеровку конвертера, а также повышении его стойкости.
Указанный технический эффект достигают тем, что способ нанесения гарнисажа на футеровку конвертера включает выпуск расплава стали из конвертера с оставлением в нем жидкого шлака плавки, ввод в рабочее пространство конвертера через его горловину фурмы и подачу через нее нейтрального газа для нанесения слоя жидкого шлака на стенки конвертера при перемещении фурмы в вертикальном направлении.
Нейтральный газ подают с расходом 1-4 м3/(мин•т) стали предыдущей плавки в течение 1-8 мин. Фурму в вертикальном направлении перемещают возвратно-поступательно от максимального расстояния от уровня спокойной ванны в предыдущей плавке, равного 80-150 калибров сопел, до его минимального значения, равного 1-40 калибров сопел фурмы. Отношение скоростей опускания и подъема фурмы поддерживают в пределах 1,1-80.
Повышение производительности процесса нанесения гарнисажа на футеровку конвертера будет происходить вследствие распыления шлака при помощи кинетической энергии газа, выходящего из сопел подвижной фурмы. При этом капли шлака равномерно распределяются по поверхности футеровки рабочей емкости конвертера. Равномерности распределения шлака способствует также возвратно-поступательное перемещение фурмы. Стойкость футеровки конвертера будет повышаться вследствие нанесения равномерного слоя шлака на всю ее поверхность. Кроме того, при взаимодействии струй нейтрального газа со шлаком его капли приобретают кинетическую энергию, достаточную для обеспечения прочного прилипания капель шлака к футеровке конвертера.
Диапазон значений расхода нейтрального газа через фурму в пределах 1-4 м3/(мин•т) стали объясняется физико-химическими и гидравлическими закономерностями распыления жидкого шлака струями газа. При меньших значениях не будет обеспечиваться необходимая интенсивность распыления жидкого шлака. При больших значениях будет происходить перерасход газа без дальнейшего улучшения качества нанесения гарнисажа на стенки футеровки. Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон значений максимального расстояния фурмы до уровня расплава в спокойном состоянии в предыдущей плавке в пределах 80-150 калибров сопел фурмы объесняется физико-гидравлическими закономерностями распыления жидкого шлака. При меньших значениях не обеспечивается покрытие гарнисажем всей поверхности футеровки. При больших значениях будут происходить выносы шлака из горловины конвертера. Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон значений минимального расстояния фурмы до уровня расплава в спокойном состоянии в предыдущей плавке в пределах 1-40 калибров сопел фурмы объясняется физико-гидравлическими закономерностями распыления жидкого шлака. При меньших значениях не будет обеспечиваться равномерность слоя гарнисажа. При больших значениях не будет обеспечиваться покрытие гарнисажем всей поверхности футеровки. Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон значений отношения скоростей возвратно-поступательного перемещения фурмы вниз и вверх в пределах 1,1-80 объясняется физико-гидравлическими закономерностями распределения шлака струями нейтрального газа и его налипания на футеровку. При меньших значениях не будет обеспечиваться равномерность слоя гарнисажа при одновременном увеличении времени нанесения гарнисажа. При больших значениях не будет обеспечиваться необходимая толщина слоя гарнисажа. Указанный диапазон устанавливают в обратной зависимости от емкости конвертера.
Диапазон значений времени продувки шлака нейтральным газом в пределах 1-8 мин объясняется физико-гидравлическими закономерностям налипания шлака на футеровку. При меньших значениях не будет обеспечиваться необходимая толщина слоя гарнисажа. При больших значениях будет происходить перерасход времени на ошлаковывание без дальнейшего увеличения толщины слоя гарнисажа. Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков предлагаемого способа с признаками известных технических решений. На основании этого предела делается вывод о соответствии предлагаемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Пример. В процессе выплавки стали в конвертере сплав продувают кислородом сверху через фурму. После окончания продувки фурму поднимают вверх, наклоняют конвертер, выпускают из него расплав с оставлением в нем жидкого шлака. После этого конвертер устанавливают в вертикальное положение и через его горловину вводят фурму, после чего через нее подают нейтральный газ, например, азот с расходом 1-4 м3/(мин•т) стали в предыдущей плавке в течение 1-8 мин. Фурму возвратно-поступательно перемещают в вертикальном направлении от максимального расстояния до уровня спокойной ванны в предыдущей плавке, равном 80-150 калибров сопел фурмы, до минимального значения того же расстояния, равного 1-40 калибров сопел фурмы. При этом значения отношения скоростей опускания и подъема фурмы устанавливают в пределах 1,1-80.
При возвратно-поступательном перемещении фурмы происходит распыление слоя жидкого шлака, находящегося на дне конвертера струями газа, вытекающими из сопел фурмы. При этом шлак равномерно покрывает и налипает на футеровку стенок конвертера, образуя гарнисаж. В этих условиях происходит подварка выработанных участков футеровки.
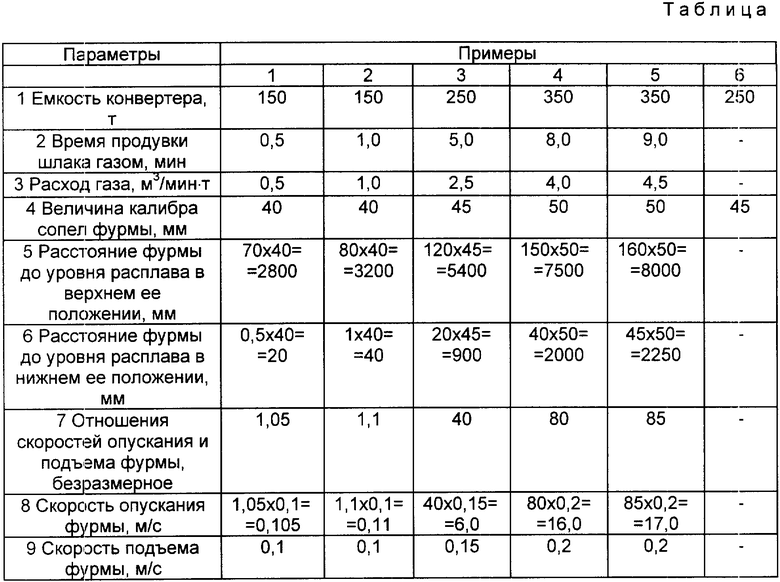
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие малых значений технологических параметров не обеспечивается необходимая толщина гарнисажа, при этом не обеспечивается покрытие всей поверхности футеровки конвертера.
В пятом примере вследствие больших значений технологических параметров происходят выбросы шлака из конвертера и происходит перерасход подаваемого азота без повышения качества наносимого гарнисажа.
В шестом примере, прототипе, вследствие отсутствия подачи газа через фурму не обеспечивается нанесение гарнисажа на всю поверхность футеровки конвертера. При этом необходимо время на наклон конвертера и его выдержку в этом положении, что снижает производительность процесса нанесения гарнисажа на футеровку.
В оптимальных примерах 2-4 вследствие распыления жидкого шлака при помощи газовых струй, вытекающих из подвижной фурмы с необходимыми расходами при вертикальном и стационарно расположенном конвертере, наносимый гарнисаж равномерно распределяется по всей поверхности футеровки рабочей емкости конвертера и прочно прилипает к ней.
Применение изобретения позволяет повысить производительность процесса нанесения гарнисажа на 40-50% и увеличить стойкость футеровки конвертера на 10-50%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2114919C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2132392C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ГАРНИСАЖА НА ПОВЕРХНОСТИ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА И МАГНЕЗИАЛЬНЫЙ БРИКЕТИРОВАННЫЙ ФЛЮС (МБФ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2606351C2 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 2004 |
|
RU2277590C2 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2008 |
|
RU2397253C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| Способ нанесения шлакового гарнисажа на огнеупорную футеровку кислородного конвертера | 2024 |
|
RU2826359C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2112045C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА И ФУРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273669C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ФУТЕРОВКУ КОНВЕРТЕРА | 1995 |
|
RU2094474C1 |
Изобретение относится к металлургии, конкретнее к процессу ошлакования огнеупорной футеровки конвертера для повышения ее стойкости. Технический эффект при использовании изобретения заключается в повышении производительности и качества нанесения гарнисажа на футеровку конвертера, а также повышении его стойкости. Способ нанесения гарнисажа на футеровку конвертера включает выпуск расплава из конвертера с оставлением в нем жидкого шлака и подачу на стенки конвертера слоя жидкого шлака. После выпуска расплава из конвертера в него вводят через горловину фурму и через нее подают нейтральный газ с расходом 1 - 4 м3/(мин•т)стали в течение 1 - 8 мин. Фурму возвратно-поступательно перемещают в вертикальном направлении от максимального расстояния от уровня спокойной ванны в предыдущей плавке, равного 80 - 150 калибров сопел фурмы, до минимального значения того же расстояния, равного 1 - 40 калибров сопел фурмы. Значение отношения скоростей опускания и подъема фурмы устанавливают в пределах 1,1 - 80,1. 1 з.п.ф-лы, 1 табл.
| RU, патент, 2047660, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

