Изобретение относится к металлургии, конкретнее к процессу ошлакования огнеупорной футеровки конвертера для повышения ее стойкости.
Наиболее близким по технической сущности является способ нанесения защитного покрытия на футеровку конвертера, включающий выпуск металла из конвертера с оставлением в нем жидкого шлака, подъем конвертера в вертикальное положение и нанесение на стенки конвертера слоя жидкого шлака струями инертного газа, вдуваемыми через введенную в рабочее пространство конвертера верхнюю фурму (см. заявку Японии N 62-17112, кл. C 21 C 5/44, 1987, М. ВИНИТИ, май 1988, реферат N5 B403 П).
Недостатком известного способа являются недостаточные производительность и эффективность процесса ошлакования футеровки конвертера. Это объясняется тем, что струи инертного газа направлены нормально к поверхности футеровки и находятся в стационарном положении в процессе нанесения защитного покрытия на футеровку. При этом не обеспечивается ошлакование всей поверхности футеровки и необходимое качество поверхности футеровки после ошлакования.
Технический эффект при использовании изобретения заключается в повышении производительности и качества нанесения защитного покрытия на футеровку конвертера, а также повышении его стойкости.
Указанный технический эффект достигают тем, что способ нанесения защитного покрытия на футеровку конвертера включает выпуск металла из конвертера с оставлением в нем жидкого шлака, подъем конвертера в вертикальное положение и нанесение на стенки конвертера слоя жидкого шлака струями инертного газа, вдуваемыми через введенную в рабочее пространство конвертера верхнюю фурму.
В качестве инертного газа используют азот, который подают через многосопловую фурму 4-8 струями, тангенциально наклоненными к поверхности шлака в конвертере по окружности под углом 60-85 град с общим расходом 300-700 м3/мин. Фурму периодически 2-4 раза опускают в рабочее пространство конвертера со скоростью 0,1-0,3 м/с, а азот начинают вдувать на расстоянии от днища конвертера, равном 160-300 калибров сопел фурмы, причем фурму опускают до уровня, отстоящего от днища конвертера на расстоянии, равном 50-150 калибров ее сопел, выдерживают фурму в стационарном положении в течение 0,5-2,0 мин. После этого начинают подъем фурмы со скоростью 0,004-0,008 м/с.
Повышение производительности и качества нанесения защитного покрытия на футеровку конвертера, а также его стойкость будет происходить вследствие газодинамического воздействия тангенциально наклоненных струй газа на поверхность жидкого шлака. В этих условиях увеличивается кинетическая энергия капель шлака при их подъеме к стенкам футеровки конвертера. При этом наклоненное положение струй газа создает закручивающий момент движения капель шлака вдоль стенок. Сказанное приводит к сокращению времени ошлакования футеровки конвертера, повышается степень сцепления частичек шлака с футеровкой, а также увеличивается высота рабочей полости конвертера, которая подвергается ошлакованию.
Диапазон количества периодических операций подъема и опускания фурмы в пределах 2-4 объясняется физико-химическими свойствами жидкого шлака, в частности его вязкостью. При меньших значениях не будет обеспечиваться необходимая толщина слоя шлака на стенках футеровки конвертера. Большие значения устанавливать не имеет смысла, так как при этом не будет происходить увеличение слоя шлака при одновременном перерасходе азота.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон скорости опускания фурмы в пределах 0,1-0,3 м/с объясняется закономерностями газодинамического воздействия струй газа на поверхность шлака. При меньших значениях не будет обеспечиваться необходимая кинетическая энергия капель жидкого шлака. При больших значениях не будет обеспечиваться сплошность факела поднимающегося шлака вдоль стенок футеровки конвертера.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Количество струй газа из многосопловой фурмы в пределах 4-8 объясняется газодинамическими закономерностями образования сплошного факела шлака по периметру стенок футеровки конвертера и его закручивания. При меньших значениях шлак будет подниматься вверх отдельными "языками", что не обеспечит сплошность шлакового покрытия футеровки. При больших значениях будет происходить перерасход азота без дальнейшего увеличения качества ошлакования футеровки.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Угол наклона тангенциально направленных струй газа в пределах 60-85 град к поверхности шлака объясняется газодинамическими закономерностями создания крутящего момента в слое жидкого шлака. При больших значениях не будет обеспечиваться процесс вращения слоя шлака с необходимой интенсивностью. При меньших значениях не будет обеспечиваться процесс вращения слоя жидкого шлака, при этом на его поверхности будут образовываться отдельные шлаковые факелы.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон значений общего расхода азота в пределах 300-700 м3/мин объясняется газодинамическими закономерностями воздействия струй газа на шлаковую ванну. При меньших значениях не будет обеспечиваться необходимая интенсивность ошлакования футеровки. При больших значениях будет происходить перерасход азота без дальнейшего увеличения производительности и качества нанесения защитного покрытия на футеровку конвертера.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон значений расстояний в пределах 160-300 калибров сопел фурмы или их диаметра наименьшего сечения от днища конвертера, с которого начинают производить подачу газа в фурму, объясняется газодинамическими закономерностями воздействия струй газа на поверхность жидкого слоя шлака. При больших значениях не будет происходить необходимого кинетического воздействия струй газа на поверхность слоя шлака на днище конвертера. При меньших значениях не будет происходить образование сплошного факела по периметру стенок футеровки конвертера.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Диапазон значений скорости подъема фурмы в пределах 0,004-0,008 м/с объясняется газодинамическими закономерностями воздействия струй газа на поверхность слоя жидкого шлака в конвертере и находящегося на стенках футеровки конвертера. При меньших значениях слой шлакового покрытия будет разделяться на отдельные участки или "языки" по поверхности стенок футеровки конвертера. При больших значениях шлаковое покрытие будет не успевать кристаллизоваться на поверхности стенок конвертера и будет стекать вниз.
Указанный диапазон устанавливают в обратной зависимости от емкости конвертера.
Диапазон значений расстояний уровня, с которого начинают подъем фурмы, в пределах 50-150 калибров сопел фурмы от днища конвертера объясняется закономерностями образования шлака в конвертере в процессе выплавки в нем стали. При меньших значениях на поверхности слоя шлака на днище конвертера будут образовываться отдельные факелы шлака под струями газа без образования сплошного факела по периметру футеровки конвертера. При больших значениях струи газа не будут воздействовать на поверхность слоя шлака, что исключит возможность ошлакования футеровки конвертера.
Указанный диапазон устанавливают в обратной зависимости от емкости конвертера.
Диапазон значений времени стационарного положения фурмы относительно днища конвертера в пределах 0,5-2,0 мин объясняется газодинамическими закономерностями воздействия струй газа на зеркало слоя шлака, находящегося в конвертере. При меньших значениях не будет обеспечиваться вращение сплошного факела шлака по периметру футеровки конвертера. При больших значениях будет происходить переохлаждение слоя жидкого шлака на днище конвертера.
Указанный диапазон устанавливают в прямой зависимости от емкости конвертера.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень"
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ нанесения защитного покрытия на футеровку конвертера осуществляют следующим образом.
Пример. После окончания продувки кислородом металла в конвертере из него сливают сталь марки ст3 в сталеразливочный ковш, оставляя при этом в конвертере жидкий шлак при помощи различных приспособлений, например шара-стопора. После выпуска металла из конвертера и его подъема в вертикальное положение в рабочий объем конвертера опускают периодически 2-4 раза специальную многосопловую фурму со скоростью 0,1-0,3 м/с. Фурма снабжена по периметру по окружности наклонными к поверхности шлака соплами Ловаля. Через фурму подают тангенциально к поверхности ванны шлака в конвертере по окружности под углом 60-85 град азот с общим расходом 300-700 м3/мин. Подачу газа начинают производить на расстоянии, равном 160-300 калибров или диаметров наименьшего проходного сечения сопел фурмы от днища конвертера. Обратный подъем фурмы начинают производить со скоростью 0,004-0,008 м/с с уровня, отстоящего от днища конвертера на расстоянии, равном 50-150 калибров сопел. При этом на указанном нижнем уровне производят выдержку фурмы в стационарном положении в течение 0,5-2,0 мин. После подъема фурмы в верхнее положение опускание фурмы производят сразу без выдержек времени.
При указанных параметрах вследствие газодинамического воздействия тангенциально направленных струй газа жидкий шлак поднимается с днища конвертера вверх в виде сплошного конусного факела и омывает вертикальные боковые стенки футеровки конвертера. В этих условиях происходит налипание шлака на поверхность футеровки и ее ошлакование. В процессе периодического подъема и опускания фурмы обеспечивается постоянное омывание сплошным факелом шлака поверхности футеровки по всему периметру рабочего объема конвертера.
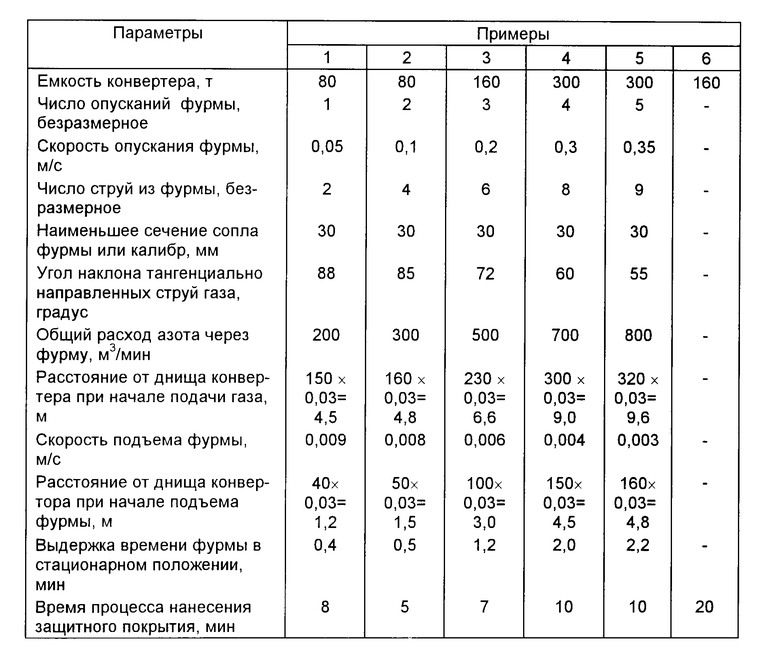
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом примере вследствие малого числа струй и расхода газа, большого угла наклона струй, а также расстояний фурмы от днища конвертера в конце опускания фурмы не обеспечивается необходимая производительность и качество нанесения защитного покрытия на футеровку конвертера.
В пятом примере вследствие большого расхода газа происходит его перерасход. Кроме того, вследствие малого угла наклона тангенциально направленных струй газа не обеспечивается сплошность факела шлака, поднимающегося вверх вдоль стенок футеровки конвертера.
В шестом примере, прототипе, вследствие периодического наклона конвертера происходит неравномерное ошлакование футеровки конвертера. При этом не обеспечивается необходимая прочность соединения слоя шлака с футеровкой конвертера. Кроме того, увеличивается время процесса нанесения защитного покрытия на футеровку конвертера.
В примерах 2-4 вследствие газодинамического воздействия тангенциально направленных и наклонных струй газа с оптимальными параметрами расход газа и перемещение фурмы обеспечивается устойчивое образование сплошного факела жидкого шлака вдоль стенок футеровки по периметру рабочего объема конвертера. При этом увеличивается прочность соединения слой шлакового покрытия со стенками футеровки конвертера. Кроме того, сокращается время на процессе нанесения защитного покрытия на стенки футеровки конвертера.
Применение способа позволяет увеличить производительность процесса нанесения защитного покрытия на футеровку конвертера на 30-40% и увеличить стойкость футеровки на 8-10%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2109072C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2114919C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2132392C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1998 |
|
RU2142017C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2124567C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2112045C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185446C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185445C1 |
| АГРЕГАТ ДЛЯ ВЫПЛАВКИ МЕТАЛЛА | 1996 |
|
RU2101363C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
Изобретение относится к металлургии, конкретнее к процессу ошлакования огнеупорной футеровки конвертера для повышения ее стойкости. Технический эффект при использовании изобретения заключается в повышении производительности и качества нанесения защитного покрытия на футеровку конвертера, а также повышении ее стойкости. Указанный технический эффект достигают тем, что способ нанесения защитного покрытия на футеровку конвертера включает выпуск металла из конвертера с оставлением в нем жидкого шлака, а также подачу на стенки футеровки конвертера слоя жидкого шлака. После выпуска металла из конвертера и его подъема в вертикальное положение в рабочий объем конвертера спускают периодически 2-4 раза многосопловую фурму со скоростью 0,1-0,3 м/с, подают через нее азот 4-8 струями, тангенциально наклоненными к поверхности шлака в конвертере под углом 60-85o с общим расходом 300-700 м3/мин. Подачу газа начинают производить на расстоянии, равном 160-300 калибров сопел фурмы от днища конвертера. Подъем фурмы начинают производить со скоростью 0,004-0,003 м/с с уровня, отстоящего от днища конвертера на расстоянии, равном 50-150 калибров6 причем на этом уровне производят выдержку фурмы в стационарном положении в течение 0,5-2,0 мин. 1 табл.
Способ нанесения защитного покрытия на футеровку конвертера, включающий выпуск металла из конвертера с оставлением в нем жидкого шлака, подъем конвертера в вертикальное положение и нанесение на стенки конвертера слоя жидкого шлака струями инертного газа, вдуваемыми через введенную в рабочее пространство конвертера верхнюю фурму, отличающийся тем, что в качестве инертного газа используют азот, который подают через многосопловую фурму 4 8 струями, тангенциально наклоненными к поверхности шлака в конвертере по окружности под углом 60 85o с общим расходом 300 700 м3/мин, при этом фурму периодически 2 4 раза опускают в рабочее пространство конвертера со скоростью 0,1 0,3 м/с, а азот начинают вдувать на расстоянии от днища конвертера, равном 160 300 калибрам сопл фурмы, причем фурму опускают до уровня, отстоящего от днища конвертера на расстоянии, равном 50 - 150 калибрам ее сопл, выдерживают фурму в стационарном положении в течение 0,5 2,0 мин, после чего начинают ее подъем со скоростью 0,004 0,008 м/с.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

