Изобретение относится к черной металлургии, в частности к способам ухода за футеровкой конвертера путем формирования на поверхности футеровки устойчивого защитного гарнисажа.
В течение жизненного цикла конвертера до невосстановимого износа его основной футеровки (кампании) с определенной цикличностью производятся регулярные плановые работы по ремонту основных зон конвертера и элементов его конструкции: донной части, сливных и продувочных отверстий, зоны шлакового пояса. Поэтому основной задачей различных схем и способов ухода за футеровкой конвертера в течение кампании является обеспечение возможности проведения максимального числа плавок и, следовательно, снижение удельных затрат на выплавку 1 тонны стали.
Известен способ восстановления футеровки конвертера [описание патента РФ №2094475, МПК-6: С21С 5/44, F27D 1/16, опубл. 27.10.1997], включающий оставление жидкого шлака в конвертере после выпуска металла через летку, поворот конвертера относительно его вертикальной оси, подачу газа на шлак через продувочное устройство и нанесение шлакового гарнисажа на футеровку, при этом конвертер поворачивают относительно его вертикальной оси в сторону летки на угол 90-125°, а газ подают с интенсивностью 0,08-0,25 м3/т⋅мин через введенное в летку продувочное устройство.
Известен способ нанесения гарнисажа на футеровку конвертера [описание патента РФ №2109072, МПК-6: С21С 5/44, F27D 1/16, опубл. 20.04.1998], включающий выпуск расплава стали из конвертера с оставлением в нем жидкого шлака предыдущей плавки, ввод в рабочее пространство конвертера через его горловину фурмы и подачу через нее нейтрального газа для нанесения слоя жидкого шлака на стенки конвертера при перемещении фурмы в вертикальном направлении, отличающийся тем, что нейтральный газ подают с расходом 1-4 м3/(мин⋅т) стали предыдущей плавки в течение 1-8 мин, при этом фурму в вертикальном направлении перемещают возвратно-поступательно от максимального расстояния от уровня спокойной ванны в предыдущей плавке, равного 80-150 калибров сопел фурмы, до его минимального значения, равного 1-40 калибров сопел фурмы.
Известен способ ремонта футеровки конвертера [описание патента РФ №2114919, МПК-6: С21С 5/44, F27D 1/16, опубл. 10.07.1998], включающий подачу в конвертер в процессе продувки расплава кислородом извести, слив расплава из конвертера в сталеразливочный ковш с оставлением в конвертере шлака, присадку на него доломита, последующий периодический наклон конвертера в противоположные стороны и нанесение на его футеровку гарнисажа, причем после слива расплава конвертер устанавливают в вертикальное положение, опускают в него фурму и продувают оставшийся в нем шлак кислородом с расходом 1,5-4,0 м3/мин⋅т расплава в предыдущей плавке в течение 5-30 с, при этом фурму в процессе продувки кислородом устанавливают по высоте рабочей полости конвертера на расстоянии от уровня спокойной ванны расплава в предыдущей плавке, равном 5-50 калибров сопел фурмы, затем прекращают подачу кислорода, поднимают фурму и подают в конвертер необожженный доломит с фракцией 5-50 мм
Известен способ нанесения шлакового гарнисажа на футеровку конвертера [описание патента РФ №2128714, МПК-6: С21С 5/44, F27D 1/16, С21С 5/28, опубл. 10.04.1999], включающий повалку конвертера и выпуск из него металла, подвергнутого окислительной продувке до определенного содержания в нем углерода, оставление в конвертере шлака предыдущей плавки и нанесение его на внутренние стенки конвертера путем подачи на шлак сверху струй нейтрального газа через фурму при ее переменной высоте, причем в зависимости от содержания углерода в металле перед его выпуском на повалке конвертера в шлак вводят карбонатные и/или углеродсодержащие материалы в количестве 15-25% и 5-10% от массы шлака соответственно, при этом при содержании в металле более 0,12% углерода вводят карбонатные материалы, при содержании углерода 0,06-0,12% - карбонатные и углеродсодержащие материалы, а при содержании углерода менее 0,06% - углеродсодержащие материалы, после чего перемешивают полученный шлаковый расплав смесью кислорода с нейтральным газом в соотношении 1:(0,35-0,85) в течение 1-7% продолжительности основной окислительной продувки с последующим его нанесением на футеровку конвертера струями нейтрального газа с расходом 100-200% номинальной интенсивности основной окислительной продувки.
Известен способ восстановления футеровки конвертера [описание патента РФ №2131467, МПК-6: С21С 5/44, опубл. 10.06.1999], включающий оставление в конвертере конечного шлака и его вспенивание присадкой углеродсодержащего материала и известняка, раздувание шлака газом, при этом углеродсодержащий материал и известняк присаживают в соотношении (0,2-5,0):(0,5-7,0) при общем расходе смеси 2,0-35,0 кг/т, а время начала раздува шлака газом определяют от момента присадки смеси, исходя из выражения
τ=с/1,369,
где τ - время с момента присадки смеси до начала операции раздува шлака газом, мин;
с - количество присаживаемого углеродсодержащего материала, кг/т;
1,369 - постоянный эмпирический коэффициент.
Известен способ ремонта футеровки конвертера [описание патента РФ №2132392, МПК-6: С21С 5/44, опубл. 27.06.1999], включающий подачу в процессе продувки расплава в конвертере кислородом сверху через форму доломита и извести в качестве шлакообразующих материалов, наведение в течение предыдущей перед ремонтом футеровки плавки магнезиального шлака посредством подачи доломита, слив расплава из конвертера в сталеразливочный ковш с оставлением в конвертере шлака и последующее нанесение гарнисажа на футеровку конвертера, при этом магнезиальный шлак в течение предыдущей перед ремонтом плавки наводят до достижения содержания в нем 5-12% MgO посредством подачи 20-50 кг/т расплава доломита, после выпуска расплава в конвертере оставляют 90-98% образовавшегося шлака, а гарнисаж на футеровку наносят путем продувки шлака сверху через фурму нейтральным газом в течение 0,5-30 мин, при этом расход нейтрального газа поддерживают равным 0,4-1,2 расхода кислорода в предыдущей плавке.
Известен способ нанесения шлакового гарнисажа [описание патента РФ №2170269, МПК-7: С21С 5/44, F27D 1/16, опубл. 10.07.2001], включающий повалку конвертера и выпуск из него металла, оставление в конвертере шлака предыдущей плавки, ввод шлакообразующих материалов, содержащих Са и Mg, перемешивание полученного шлакового расплава смесью кислорода и нейтрального газа с последующим нанесением его на внутренние стенки конвертера, причем шлакообразующие материалы вводят последовательно в две стадии: на первой стадии присаживают Са-содержащие материалы и перемешивают полученный шлаковый расплав смесью нейтрального газа с кислородом в соотношении 1:(0,05-0,15), на второй стадии присаживают Mg-содержащие материалы в количестве 20-50% от массы присаживаемых на первой стадии Са-содержащих материалов и перемешивают Mg-содержащие материалы со шлаковым расплавом нейтральным газом, при этом соотношение времени перемешивания шлакового расплава на первой стадии к времени его перемешивания на второй стадии поддерживают равным 1:(1,3-1,5), после чего шлаковый расплав наносят на футеровку струями нейтрального газа.
Известен способ ремонта футеровки конвертера [описание патента РФ №2277590, МПК: С21С 5/44, опубл. 10.06.2006], включающий слив металла из конвертера в сталеразливочный ковш, оставление в конвертере шлака, ввод на шлак флюса, содержащего оксиды кальция и магния, нанесение шлакового покрытия на футеровку путем подачи сверху на шлак азота из фурмы, при этом по окончании слива металла и оставления в конвертере шлака в конвертер на футеровку подают кислород горизонтально направленными струями с интенсивностью 0,6-2,0 м3/мин на тонну жидкой стали совместно с магнезиальной экзотермической смесью в течение 0,2-15 мин, нанесение шлакового покрытия осуществляют при соотношении расхода азота к расходу кислорода равном 1,1-7,0, а ввод на шлак флюса, содержащего оксиды кальция и магния, осуществляют перед/или в процессе подачи азота в количестве 0,3-95,0% от количества вдуваемой кислородом экзотермической смеси.
Известен способ нанесения шлакового гарнисажа на футеровку конвертера [описание патента РФ №2342444, МПК: С21С 5/44, опубл. 27.12.2008], включающий оставление в конвертере конечного шлака и раздувание его азотом через фурму, подачу порошкообразных магнезиальных материалов, при этом одновременно с раздуванием азотом конечного шлака осуществляют подачу по отдельному тракту порошкообразных материалов в струе азота в соотношении (10-25):1 по массе соответственно и наносят их на футеровку вместе с конечным шлаком.
Известен способ нанесения гарнисажа на футеровку конвертера [описание патента РФ №2373291, МПК: С21С 5/44, опубл. 20.11.2009], включающий оставление шлака в конвертере после слива металла, раздув шлака азотом, присадку флюса, содержащего оксиды магния, кальция, железа и углерод, с обеспечением получения ожелезненного периклаза, при этом на оставленный в конвертере шлак присаживают флюс, дополнительно содержащий металлический алюминий, оксиды алюминия и кремния при следующем соотношении компонентов, мас. %:
при этом основность оставленного в конвертере шлака составляет 1,5-4,5 при соотношении оксидов железа к оксидам магния в шлаке равном 1,2-7,5, а массовая доля ожелезненного периклаза во флюсе составляет 2,0-75,0%.
Известен способ нанесения шлакового гарнисажа на футеровку конвертера [описание патента РФ №2397253, МПК: С21С 5/44, опубл. 20.08.2010], включающий повалку конвертера и выпуск из него металла, подвергнутого окислительной продувке, оставление в конвертере шлака предыдущей плавки, ввод в шлак карбонатных материалов и углеродсодержащего топлива, нанесение его на внутренние стенки конвертера путем подачи на шлак сверху струй нейтрального газа через фурму с переменной высоты над уровнем спокойной ванны, при этом качестве карбонатных материалов и углеродсодержащего топлива до и/или в период подачи на оставленный шлак сверху струй нейтрального газа на оставленный шлак вводят доломит, углеродсодержащее топливо и известь в соотношении 1:(0,2-0,6):(0,4-0,6) соответственно, а подачу нейтрального газа в первый период 10-30 с производят с расходом 20-25 м3/мин⋅т оставленного шлака предыдущей плавки через фурму, расположенную на высоте, соответствующую 15-30 приведенным калибрам диаметра сопла фурмы над уровнем металла спокойной ванны с последующим снижением высоты фурмы до 7-12 приведенных калибров диаметра ее сопла с последующим изменением высоты фурмы в диапазоне 7-30 приведенных калибров диаметра ее сопла в течение 5-25 с, при этом расход нейтрального газа поддерживают равным 1,1-1,5 расхода газа первого периода.
Известен способ нанесения гарнисажа на футеровку конвертера [описание патента РФ №2294379, МПК: С21С /44, F27D /16, опубл. 27.12.2008], включающий оставление в конвертере конечного шлака, раздув конечного шлака азотом, присадку в конвертер флюса до раздува и/или в процессе раздува конечного шлака, причем в качестве флюса в конвертер присаживают самораспадающиеся магнезиальные гранулы в количестве 0,2-30,0 кг/т стали, полученные окомкованием каустического и сырого магнезита и кокса и/или сидерита, при этом отношение оксидов магния к оксидам кальция в самораспадающихся магнезиальных гранулах составляет 10-65, а содержание потерь при прокаливании - 20-50%; самораспадающиеся магнезиальные гранулы содержат, мас. %: оксид магния 40-65, оксид кальция 1,0-2,5, углерод 4,0-20 и/или оксид железа 7,0-15.
Известен также способ подготовки шлака для нанесения гарнисажного покрытия на футеровку конвертера [описание патента Украины №99248 (заявка Украины № а201204761 от 17.04.2012, МПК-8: С21С 5/44], включающий оставление конечного шлака предыдущей плавки, его модифицирование присадками магнийсодержащих материалов, имеющих в своем составе труднорастворимые и легкорастворимые компоненты, и раздув шлака азотом, при этом труднорастворимые и легкорастворимые компоненты в магнийсодержащих материалах взяты в количестве, обеспечивающем следующее соотношение (0,65-0,35):(0,35-0,65) соответственно, при этом, по меньшей мере, 80% от общего количества труднорастворимых компонентов взяты фракцией 2-6 мм, а при содержании FeO - 17-20% в конечном шлаке, одновременно с присадками магнийсодержащих материалов присаживают уголь в количестве 0,25-0,75 кг/т годной стали, после чего осуществляют покачивание конвертера.
Известен также шлакообразующий брикет для металлургического производства [описание патента Украины №99698 (заявка Украины № а201206727 от 01.06.2012, МПК-8: С21С 5/36], содержащий смесь карбоната магния, углерода, органическую и/или минеральную связку и дополнительно содержащий отходы обжига доломита, взятые в соотношении с карбонатом магния равном (0,15-0,75):(0,38-1,0), при следующем соотношении компонентов, мас. %:
при этом отходы обжига доломита содержат компоненты в следующем соотношении, мас. %: оксид магния 18,0-40,0; оксид кальция 40,0-65,0; оксид кремния 1,5-4,5; оксид железа 1,5-5,5; оксид алюминия 0,5-4,5; смесь оксидов щелочных металлов 1,0-5,0, а отходы обжига доломита взяты фракцией 0,01-5,0 мм.
Недостатками известных способов формирования защитного гарнисажа на поверхности футеровки конвертера и используемых при этом композиций являются сравнительно низкий ресурс огнеупорной футеровки (срок кампании) в среднем до 3000 плавок при выполнении плановых работ по ремонту основных элементов конструкции конвертера, описанных выше, и ограниченная производительность конвертера из-за необходимости частого, через 1-3 плавки, торкретирования, а также необходимость поддержания высокого, на уровне 8-12%, содержания оксида магния MgO в шлаке для создания химического равновесия путем введения высокомагнезиальных флюсов, что ведет к удорожанию единицы конечной продукции.
Технической задачей, решаемой изобретением, является разработка способа формирования на поверхности футеровки конвертера устойчивого защитного гарнисажа с использованием предлагаемого магнезиального брикетированного флюса (МБФ) путем увеличения толщины футеровки стен конвертера со стороны повалки, с 600-800 мм до 800-1100 мм, уменьшения площади повышенного износа футеровки в районе цапф (повалочные карманы) и, как следствие, увеличение срока кампании с 3000 до 5000-8000 плавок при увеличении количества плавок между двумя последовательными газодинамическими торкретированиями с 1-3 до 3-5, а также обеспечение возможности подержания пониженной концентрации MgO в шлаке на уровне 5-8%.
Для решения поставленной технической задачи в способе формирования защитного гарнисажа на поверхности футеровки конвертера, включающем оставление в конвертере конечного шлака, предварительный раздув конечного шлака кислородом и присадку в конвертер брикетированного магнезиального флюса с последующим раздувом, модифицированного флюсом конечного шлака, нейтральным газом, при этом между торкретированиями дополнительно производят присадку магнезиального брикетированного флюса в подаваемую в конвертер завалку на металлический лом, при этом на каждом этапе флюс присаживают в количестве 800-2400 кг/операцию или 2,7-8,0 кг/т стали, торкретирование и плавку производят при температурах 1580-1680°С, а в качестве магнезиального брикетированного флюса используют композицию, включающую магнезиальный компонент, содержащий периклазоуглерод, в виде лома отработанной футеровки плавильных и разливочных агрегатов и доломит при соотношении, мас. %: 55-85 магнезиальный компонент, содержащий периклазоуглерод, 15-45 доломит, причем фракционный состав композиции формируют, мас. %: 70-85 фр. 0<2 мм, фр. 2<5 мм - остальное.
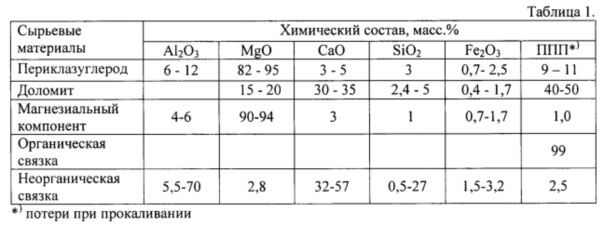
Магнезиальный флюс для формирования защитного гарнисажа на поверхности футеровки конвертера формуют в виде брикета из спрессованных частиц, включающих магнезиальные компоненты и доломит, а также органическое и/или неорганическое связующее. В качестве магнезиального компонента, содержащего в своем составе периклазоуглерод, используют лом отработанной футеровки плавильных и разливочных агрегатов при соотношении, мас. %: 55-85 магнезиальный компонент, содержащий периклазоуглерод, 15-45 доломит, при этом фракционный состав композиции формируют, мас. %: 70-85 фр. 0<2 мм, фр. 2<5 мм - остальное.
Химический состав компонентов магнезиального брикетированного флюса приведен в Таблице 1.
Доказательство достижения технического результата от применения магнезиального брикетированного флюса (МБФ) в конвертере для ухода за футеровкой приведено ниже.
Образование гарнисажного слоя на поверхности огнеупорной футеровки конвертера происходит за счет затвердения шлаковой суспензии, образующейся при модификации материалом МБФ, конечного конвертерного шлака, оставленного после выпуска плавки, во время ее раздува струями азота высокого давления. Гарнисажное покрытие «уплотняется» от цилиндрической части к нижнему конусу, тем самым защищая наиболее изнашиваемые зоны кладки - «слив», «завалка», «цапфы». Наличие в магнезиальном брикетированном флюсе труднорастворимых компонентов, в количестве 55-85%(масс. %), по меньшей мере, 70% которых имеют фракцию 0-2 мм, 2-5 мм остальное доставляются и равномерно распределяются во всем объеме шлакового расплава уже в первые секунды раздувки азотом.
Такой эффект достигается за счет присутствия в материале лекгорастворимых, мелкодисперсных компонентов, которые способствуют рассредоточению присаживаемых компонентов. Эти компоненты при контакте со шлаком быстро ассимилируются (растворяются), повышая содержание MgO в шлаке. Регламентированное соотношение труднорастворимых и легкорастворимых компонентов приводит к образованию значительного количества тугоплавких ферритных фаз в подготовленном шлаке и формированию прочного «скелета» в остывшем гарнисажном покрытии за счет «недорастворенных» фракций - «зерен».
Примеры реализации способа
Пример 1.
Между торкретированиями в подаваемую в конвертер завалку на металлический лом производили присадку магнезиального брикетированного флюса (МБФ) следующего состава (масс. %):
при этом количество введенного в конечный шлак МБФ составляло 8,0 кг/т стали.
Присадку материала в завалку проводили в одну порцию в количестве 2,7 кг/т стали после кратковременного раздува конечного шлака кислородом в течение 10-15 секунд. Торкретирование и плавку выполняли при температуре 1580°С. В качестве МБФ использовали композицию, включающую магнезиальный компонент, содержащий периклазоуглерод, в виде лома отработанной футеровки плавильных и разливочных агрегатов и доломит при соотношении, мас. %: 55 магнезиальный компонент, содержащий периклазоуглерод, 45 доломит, причем фракционный состав композиции включал, мас. %: 85 фр. 0<2 мм, фр. 2<5 мм - остальное.
Пример 2.
Между торкретированиями в подаваемую в конвертер завалку на металлический лом производили присадку магнезиального брикетированного флюса (МБФ) следующего состава (масс. %):
при этом количество введенного в конечный шлак МБФ составляло 5,4 кг/т стали.
Присадку материала в завалку проводили в одну порцию в количестве 5,4 кг/т стали после кратковременного раздува конечного шлака кислородом в течение 10-15 секунд. Торкретирование и плавку выполняли при температуре 1630°С. В качестве МБФ использовали композицию, включающую магнезиальный компонент, содержащий периклазоуглерод, в виде лома отработанной футеровки плавильных и разливочных агрегатов и доломит при соотношении, мас. %: 70 магнезиальный компонент, содержащий периклазоуглерод, 30 доломит, причем фракционный состав композиции включал, мас. %: 80 фр. 0<2 мм, фр. 2<5 мм - остальное.
Пример 3.
Между торкретированиями в подаваемую в конвертер завалку на металлический лом производили присадку магнезиального брикетированного флюса (МБФ) следующего состава (масс. %):
при этом количество введенного в конечный шлак МБФ составляло 2,7 кг/т стали.
Присадку материала в завалку проводили в одну порцию в количестве 8,0 кг/т стали после кратковременного раздува конечного шлака кислородом в течение 10-15 секунд. Торкретирование и плавку выполняли при температуре 1680°С. В качестве МБФ использовали композицию, включающую магнезиальный компонент, содержащий периклазоуглерод, в виде лома отработанной футеровки плавильных и разливочных агрегатов и доломит при соотношении, мас. %: 85 магнезиальный компонент, содержащий периклазоуглерод, 15 доломит, причем фракционный состав композиции включал, мас. %: 70 фр. 0<2 мм, фр. 2<5 мм - остальное.
Во всех трех случаях при присадке МБФ в конвертер на конечный шлак отмечена хорошая растворимость материала, в течение 2 минут, в шлаковом расплаве, что способствует быстрому загущению конвертерного шлака.
Газодинамическое торкретирование футеровки конвертера конечным шлаком, модифицированным опытным флюсом, выполняют в соответствии с требованиями технологической инструкции комбината.
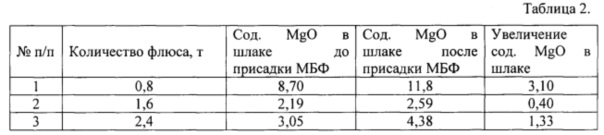
Для оценки изменения содержания MgO в конечном шлаке при использовании МБФ осуществлялся отбор проб конечного шлака до и после присадки флюса. Результаты представлены в таблице 1.
Результаты применения МБФ по содержанию MgO (%) в шлаке даны в таблице 2.
После обработки конечного шлак под раздувку флюсом МБФ на поверхности футеровки формировался равномерный, прочный и устойчивый шлаковый гарнисаж толщиной 60-80 мм. Стойкость опытного защитного покрытия (по визуальной оценке) составила 3-5 плавок.
Присадка МБФ в завалку на лом производилась в количестве 2,7 кг/т стали, что позволило получить конвертерный шлак с массовой долей MgO на уровне 4-5% и обеспечило образование устойчивого гарнисажа на поверхности футеровки конвертера.
В целом использование предложенных технических решений при эксплуатации конвертера дало возможность увеличить продолжительность кампании с 3000 до 5000-8000 плавок при существенном удешевлении используемого магнезиального флюса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2015 |
|
RU2620217C2 |
| Способ нанесения шлакового гарнисажа на огнеупорную футеровку кислородного конвертера | 2024 |
|
RU2826359C1 |
| СПОСОБ СОВМЕЩЕННОГО ПРОЦЕССА НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА И ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ С ПОНИЖЕННЫМ РАСХОДОМ ЧУГУНА | 2008 |
|
RU2389800C1 |
| СПОСОБ ВЫПЛАВКИ МЕТАЛЛА В КОНВЕРТЕРЕ | 2015 |
|
RU2603759C1 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2016 |
|
RU2632738C1 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2006 |
|
RU2342444C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2005 |
|
RU2289629C1 |
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2005 |
|
RU2294379C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ С КОМБИНИРОВАННОЙ ПРОДУВКОЙ | 2019 |
|
RU2729692C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 2004 |
|
RU2277590C2 |
Изобретение относится к черной металлургии, в частности к способам формирования защитного гарнисажа на поверхности футеровки конвертера. Способ включает оставление в конвертере конечного шлака, предварительный раздув конечного шлака кислородом и присадку в конвертер магнезиального брикетированного флюса с последующим раздувом нейтральным газом модифицированного флюсом конечного шлака. Между торкретированиями футеровки дополнительно производят присадку магнезиального брикетированного флюса в подаваемую в конвертер завалку на металлический лом, при этом на каждом этапе флюс присаживают в количестве 2,7-8,0 кг/т стали, торкретирование и плавку производят при температуре 1580-1680°С, а в качестве магнезиального брикетированного флюса используют композицию, включающую магнезиальный компонент, содержащий периклазоуглерод, в виде лома отработанной футеровки плавильных и разливочных агрегатов и доломит. Обеспечивается увеличение продолжительности кампании конвертера с 3000 до 5000-8000 плавок при существенном удешевлении используемого магнезиального флюса. 2 н.п. ф-лы, 2 табл., 3 пр.
1. Способ формирования защитного гарнисажа на поверхности футеровки конвертера, включающий оставление в конвертере конечного шлака, предварительный раздув конечного шлака кислородом и присадку в конвертер магнезиального брикетированного флюса с последующим раздувом нейтральным газом модифицированного флюсом конечного шлака, отличающийся тем, что между торкретированиями футеровки дополнительно производят присадку магнезиального брикетированного флюса в подаваемую в конвертер завалку на металлический лом, при этом на каждом этапе флюс присаживают в количестве 2,7-8,0 кг/т стали, торкретирование и плавку производят при температуре 1580-1680°С, а в качестве магнезиального брикетированного флюса используют композицию, включающую магнезиальный компонент, содержащий периклазоуглерод, в виде лома отработанной футеровки плавильных и разливочных агрегатов и доломит при соотношении, мас.%: 55-85 магнезиальный компонент, содержащий периклазоуглерод, и 15-45 доломит, причем фракционный состав композиции формируют, мас.%: фр. 0<2 мм - 70-85, фр. 2<5 мм - остальное.
2. Магнезиальный брикетированный флюс для формирования защитного гарнисажа на поверхности футеровки конвертера, содержащий магнезиальный компонент и доломит, отличающийся тем, что в качестве магнезиального компонента используют лом отработанной футеровки плавильных и разливочных агрегатов при соотношении, мас.%: 55-85 магнезиальный компонент, содержащий периклазоуглерод, и 15-45 доломит, причем фракционный состав композиции формируют, мас.%: фр. 0<2 мм - 70-85, фр. 2<5 мм - остальное.
| СПОСОБ НАНЕСЕНИЯ ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 2005 |
|
RU2294379C1 |
| СПОСОБ РЕМОНТА ФУТЕРОВКИ КОНВЕРТЕРА | 1997 |
|
RU2132392C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА | 1998 |
|
RU2131467C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2005 |
|
RU2288958C1 |
| Пневматический прибор для контроля качества поверхности сравнительным методом | 1946 |
|
SU73050A1 |
| DE 3717887 A1, 17.12.1987 | |||
| US 3726665 A1, 10.04.1973. | |||

