Изобретение относится к технике управления технологическими процессами производственного оборудования в пищевой, мясомолочной, легкой, химической и других отраслях народного хозяйства.
Известно устройство для автоматического управления технологическими процессами производственного оборудования по составленной программе с широким диапазоном работы по времени и коррекции каждого цикла программы с синхронным последовательным переключением циклов и возврата устройства в исходное положение без дополнительного привода [1]. Однако устройство выполняет команды управления с каждого механизма выдачи команд только один раз.
Наиболее близким по технической сущности к изобретению является электромеханическое программное устройство [2], содержащее механизмы выдачи команд, блоки сцепления, блок управления, электропривод, редуктор, выполненный многокаскадным, а его выходы через блоки сцепления подключены соответственно в каждому из первых входов механизма выдачи команд, второй вход которого соединен с первым выходом блока управления, выход каждого механизма выдачи команд подключен к второму входу следующего механизма выдачи команд и дополнительных блоков, второй выход блока управления соединен с входом механизма возврата, выход которого подключен к второму входу каждого блока сцепления, третий выход блока управления соединен с входом электропривода. В таком устройстве выдача команд в электрические цепи производится с каждого отдельного блока один раз.
Цель изобретения заключается в том, что с каждого отдельного блока можно производить две и более выдачи команд в электрические цепи.
Поставленная цель достигается за счет того, что в предложенном устройстве в каждом отдельном блоке на одном валу для механизма выдачи команд устанавливается два и более диска установки времени с механизмом выдачи команд.
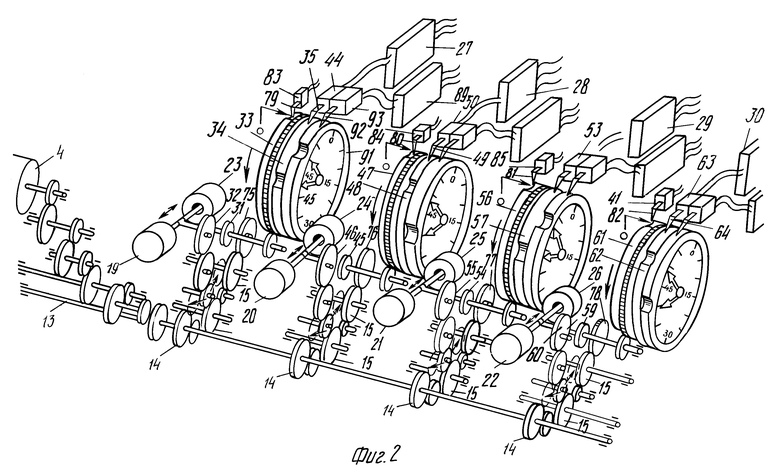
На фиг. 1 изображена блок-схема электромеханического программного устройства; на фиг. 2 - его принципиальная схема; на фиг. 3 - его электрическая схема.
Работа устройства начинается с включения кнопкой пуск 7 магнитного пускателя 8 блока управления 3 и установка этого пускателя на блокировку контактом 9 магнитного пускателя 8 и контактом 10 магнитного пускателя 11. В результате контактом 12 пускателя 8 подключается электропривод 4.
Вращение от электропривода 4 передается подвижным частям редуктора 5 с помощью его удлиненного вала 13, на котором находятся шестерни 14, соединенные со съемными шестернями 15 (соединение выбрано до начала работы устройства).
В это же время сигнал с пускателя 8 через его контактную группу 17 и контактную группу 18 и 16 контактора 44 механизма выдачи команд 1 поступает на магнитный привод 19 блок сцепления 2, подсоединяя в нем подвижную шестерню 31 к шестерне 32, передающей вращение дискам установки времени 34 и 91 и возвратному диску 33, одновременно подключая реле 27 механизма выдачи команд 1. Замыкается контакт 37 - начало выдачи команд по первому циклу. Уступ 35 контактора 44 переключает его контактную группу 18 через определенный установленный промежуток времени, отключая реле 27. Первый цикл программы отключается контактом 37 и синхронно подключает второй цикл за счет того, что контактные группы, служащие для переключения с одного цикла на другой, расположены в одном механизме выдачи команд 1, контакторе 44. При этом отключается магнитный привод 19 в блоке сцепления 2 за счет разрыва цепи контактов 17 и 18 механизма выдачи команд 1, который подключает магнитный привод 20 в блоке сцепления 6 замыканием контакта 43, и срабатывает реле 28. Замыкается контакт 38 - начало выдачи команд по второму циклу. При включении магнитного привода 20 через контакты 51 шестерня 45 соединяется с шестерней 46 и приводит в действие диск установки времени 48 и возвратный диск 47. Через определенное установленное время уступ 49 переключает контактную группу 51 контактора 50, отключая реле 28. Размыкается контакт 38 - второй цикл программы закончен.
При необходимости коррекции этого цикла (т.е. изменение его длительности по времени) происходит разрыв электрической цепи контактной группой 52, управляющей магнитным приводом 20.
По электрической цепи с контакта 43 контактора 44 сигнал также одновременно с началом второго цикла поступает на контактную группу 42 контактора 53, срабатывает магнитный привод 21, подсоединяя шестерню 54 к шестерне 55, передающей вращение на диск установки времени 57, возвратный диск 56, и подключая реле 29. Замыкается контакт 39 - начало работы устройства по третьему циклу. Подключение и отключение последующих механизмов выдачи команд происходит аналогично.
После отработки устройства по третьему циклу электрический сигнал с контактора 53 через контакты 88 и 94 подключает реле 89. Замыкается контакт 90, подключая магнитный привод 19, посредством которого приводится в действие диск установки времени 91. Одновременно контактом 16 реле 89 размыкается цепь реле 27.
По цепи 86 и 89 начинает работу пятый цикл. Через определенный установленный промежуток времени посредством уступа 92 контактора 93 размыкается контакт 88, отключая реле 89. Работа по пятому циклу по цепи 86 и 95 закончена. Подключение к другим блокам происходит по аналогичной схеме.
При отработке последнего механизма выдачи команд 1 подключается магнитный привод 22 в блоке сцепления 6 через контактную группу 58 контактора 63 и контактной группы 65, подключая реле 30. Шестерня 59 подсоединяется к шестерне 60, передавая вращение дискам установки времени 61 и 62. Начинается работа последнего цикла программы через контакт 40. Через определенное установленное время срабатывает уступ 64, который переключает контактор 63 и через контакты 58 отключается магнитный привод 22. Переключается реле 30, разрывая контакт 40 - последний цикл программы завершен.
Одновременно с этим через контакт 66 подключается магнитный пускатель 11, который блокируется через контакты 67 - 70. Включаются механизмы возврата посредством магнитных приводов 23-26 по цепям 71 - 74.
Шестерни в каждом блоке сцепления 34, 45, 54, 59 подсоединяются соответственно к шестерням 75 - 78, передавая движение на диски установки времени, которые возвращаются в исходное положение автоматически, отключая магнитные приводы 23 - 26 через контакты 71 - 74 уступами 79 - 82 контакторов 83, 84, 85, 41. Размыкаются контакты 67 - 70, отключая магнитный пускатель 11, и размыкается контакт 96. Тумблер 87 подключается для автоматического повторения работы устройства.
Предложенное устройство позволяет составлять программу с расширенным диапазоном по времени каждого цикла, одновременно начать выдачу двух и более команд в электрические цепи, увеличить выдачу команд с каждого блока, корректировать ранее составленную программу без останова электропривода, автоматически устанавливать устройство для возврата его в исходное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ПРОГРАММНОЕ УСТРОЙСТВО | 2010 |
|
RU2439650C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ПРОГРАММНОЕ УСТРОЙСТВО | 2016 |
|
RU2646001C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ПРОГРАММНОЕ УСТРОЙСТВО | 2011 |
|
RU2479009C2 |
| ЭЛЕКТРОМЕХАНИЧЕСКОЕ ПРОГРАММНОЕ УСТРОЙСТВО | 2012 |
|
RU2510948C2 |
| Электромеханическое программное устройство | 1974 |
|
SU561179A1 |
| Эксцентриковый кривошипно-шатунный механизм с регулируемым ходом ползуна | 1987 |
|
SU1645607A1 |
| Противоугонное устройство транспортного средства | 1987 |
|
SU1516399A2 |
| ИМПУЛЬСНЫЙ СПОСОБ РЕГУЛИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ В ЭЛЕКТРИЧЕСКОМ ДИФФЕРЕНЦИАЛЕ ПЕРЕМЕННОГО ТОКА | 2013 |
|
RU2585202C2 |
| Устройство для защиты от помпажа групп компрессоров | 1981 |
|
SU1044832A1 |
| Способ управления движением подвижных составов на участке шлюзования и устройство для его осуществления | 1987 |
|
SU1520250A1 |

Изобретение относится к технике управления технологическими процессами производственного оборудования в пищевой, мясомолочной, легкой, химической и других отраслях народного хозяйства. Цель изобретения достигается тем, что в каждом блоке на валу механизмов выдачи команд устанавливаются дополнительные диски установок времени с механизмами выдачи команд. Предложенное устройство позволяет составлять программу с расширенным диапазоном времени каждого цикла, одновременно начать выдачу двух или более команд в электрические цепи, увеличить выдачу команд с каждого отдельного блока, корректировать ранее составленную программу без останова электропривода, автоматически устанавливать устройство для возврата его в исходное положение. 2 з.п.ф-лы, 3 ил.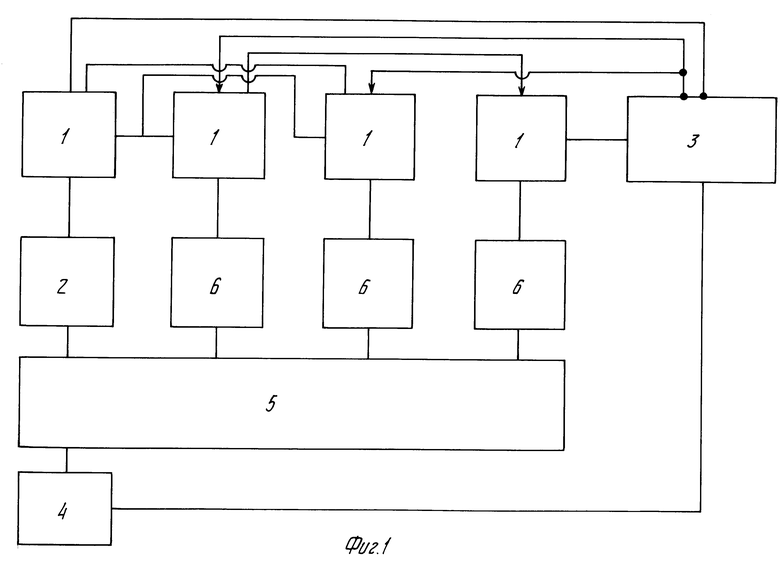
| RU, патент, 2000600, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Машиностроительный завод "Реле-автоматика" | |||
| - Киев, 1990. | |||

