Изобретение относится к общему машиностроению, а более конкретно к способам обработки поверхности с предварительно нанесенным покрытием, и может быть использовано при обработке резьбовых поверхностей.
Известен способ упрочнения резьбового элемента путем нанесения на поверхность резьбы многослойного покрытия (авт.св. N 457822, кл. F 16 B 33/06, 1975). Однако, этот способ рекомендует использовать в качестве одного из слоев серебро, что значительно удорожает процесс обработки. Кроме того, твердость получаемой поверхности не велика, толщина покрытия незначительна, и при больших контактных напряжениях возможно схватывание при процессе сборка-разборка.
Известен способ, реализуемый при изготовлении резьбового соединения (авт.св. N 495455, кл. F 16 B 33/06, 1975).
Способ предполагает нанесение на одну из деталей антифрикционного покрытия, а на другую деталь покрытия из титана. Однако, титановое покрытие после нескольких циклов сборка-разборка приводит к повышению момента затяжки, величина коэффициента трения в резьбовой паре становится нестабильной за счет схватывания.
Известен способ обработки поверхности деталей, включающий нанесение многослойного покрытия из металла на поверхность изделия и последующую обработку высококонцентрированным источником энергии, что позволяет получить поверхность, обеспечивающую высокую износостойкость (заявка России N 94011058, кл. C 23 C 14/58, 20.05.96).
Недостатком этого способа является то, что в процессе обработки лучом высокой энергии осуществляется переплавление слоя покрытия. Такой способ не может быть применен при обработке резьбовых поверхностей, так как недопустим переплав резьбовой поверхности, приводящий к нарушению рельефа резьбы и подразумевающий последующую механическую доработку.
Цель изобретения - повышение твердости и износостойкости резьбовых поверхностей.
Поставленная задача решается тем, что в способе обработки поверхности, включающем нанесение покрытия на поверхность и обработку высококонцентрированным источником энергии, согласно изобретению, покрытие наносят в виде смеси пластичной составляющей и твердой составляющей из тугоплавкого соединения, при этом покрытие наносят таким образом, что пластичная составляющая имеет отрицательный градиент концентрации по толщине слоя от подложки к поверхности покрытия, а обработку проводят пучками докритических энергий без оплавления покрытия, до полного исчезновения пластичной составляющей в поверхностном слое, в качестве покрытия используют смесь металлического титана и нитрида титана, обработку проводят электронным лучом в вакууме.
Наличие отличительных от прототипа признаков позволяет сделать вывод о том, что заявляемый способ соответствует критерию "новизна".
В процессе поиска не выявлено технических решений, содержащих признаки, сходные с отличительными признаками заявляемого способа, что позволяет сделать вывод о соответствии его критерию "изобретательский уровень".
Причинно-следственная связь между техническим результатом и средством его достижения обусловлена тем, что под действием высокоэнергетического пучка разупрочненная в процессе нанесения покрытия подложка из стали упрочняется за счет термообработки. Одновременно происходит перевод пластичной составляющей покрытия из поверхностного слоя в твердое химическое соединение, что повышает прочностные характеристики покрытия и придает ему повышенные антифрикционные и износостойкие свойства. При этом процесс проводят, сохраняя рельеф поверхности, что позволяет использовать обработку для резьбовых поверхностей.
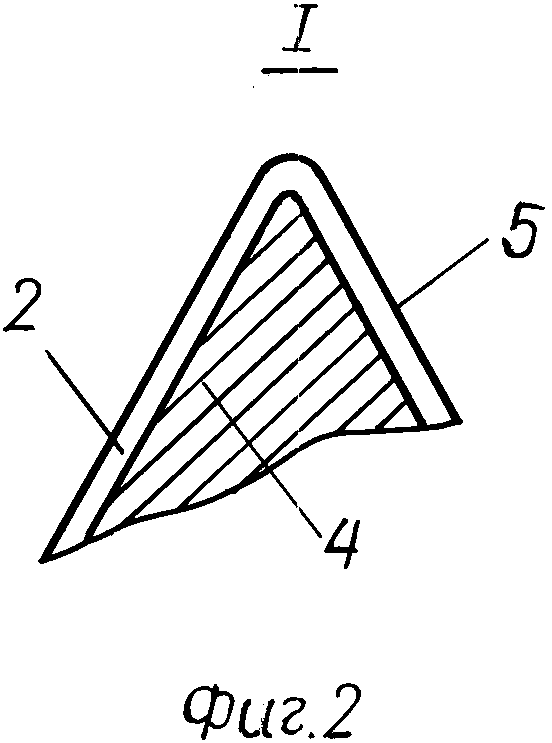
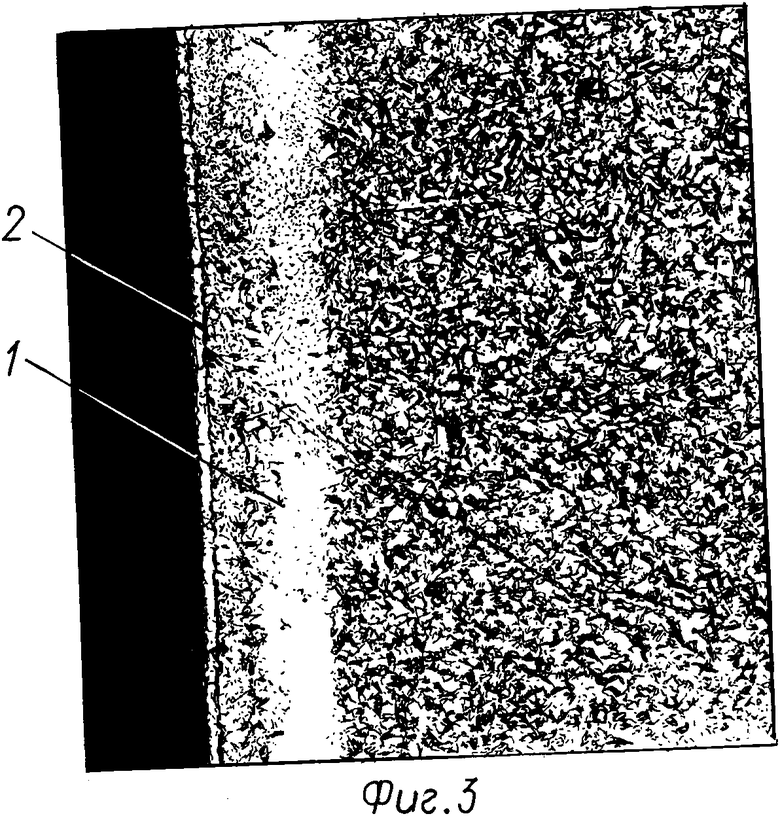
На фиг. 1 приведена схема реализации предлагаемого способа; на фиг.2 - узел I на фиг.1; на фиг.3 - микрошлиф.
Способ реализуют следующим образом.
На резьбовой элемент 1 наносят покрытие 2 на резьбовую часть 3.
Покрытие имеет пластичную составляющую - чистый металл и твердую составляющую - химическое соединение, например оксид или нитрид металла. В процессе нанесения покрытия создают отрицательный градиент концентрации пластичной составляющей по толщине слоя покрытия, т.е. слои покрытия, прилежащие непосредственно к подложке 4, имеют максимальную концентрацию пластичной составляющей, затем концентрация пластичной составляющей уменьшается до минимальных значений в поверхностном слое 5 покрытия 2. Нанесение покрытия с максимальной концентрацией пластичной составляющей в зоне, прилегающей к подложке 4, позволяет обеспечить высокую адгезию. Затем концентрация пластичной составляющей в покрытии уменьшается, при этом увеличивается доля твердого износостойкого химического соединения в покрытии.
Однако нанесение износостойкого покрытия является операцией термически активизируемой и сопровождается разупрочнением исходных структур подложки.
Последующая обработка поверхности подложки высококонцентрированным источником энергии, например, электронным лучом, позволила, с одной стороны, провести термическую обработку подложки и восстановить ее прочностные свойства, с другой стороны, воздействие на поверхность покрытия обеспечило перевод имеющейся в поверхностном слое пластичной составляющей в химическое соединение, обладающее высокой износостойкостью. Одновременно повышаются антифрикционные и противозадирные свойства поверхностного слоя, так как в нем нет пластичных элементов.
В институте в процессе отработки способа проводили обработку резьбового элемента из хромоникелевой стали. На поверхность резьбовой части наносили комбинированное покрытие, состоящее из металлического титана и нитрида титана. При этом слой покрытия, контактирующий непосредственно с подложкой из стали, состоял из металлического титана, затем состав покрытия обогащался нитридом титана, концентрация нитрида титана увеличивалась, а чистого титана - уменьшалась. В поверхностном слое металлическая составляющая имеет минимальное значение.
Покрытие ионно-плазменным методом осуществляли на установке "Булат" с нагревом до 500oC при токе дуги 100 А и длительности процесса 30 мин. Градиент концентрации создавали изменением давления азота. Толщина покрытия составляла ≈ 10 мкм.
В процессе нанесения покрытия подложка из хромоникелевой стали подвергалась термической обработке (нагрев до 500oC), которая приводила к снижению прочностных свойств поверхности подложки.
Затем резьбовой элемент с покрытием подвергали поверхностной электронно-лучевой обработке пучками докритических энергий (без оплавления поверхности покрытия). В процессе проведения обработки металлический титан из поверхностного слоя синтезировался в тугоплавкие химические соединения: оксиды, карбиды, нитриды. Прочность и износостойкость покрытия повышалась, кроме того, повышалась прочность поверхности подложки за счет ее термообработки. Антифрикционные и противозадирные свойства поверхности повышались за счет исключения пластичной составляющей. Электронно-лучевая обработка осуществлялась при ускоряющем напряжении 60 кВ, мощности луча 6 кВт и полной энергии развернутого луча 200 кДж/м.
На микрошлифе (до обработки) область поверхности подложки имеет твердость 300-330 HV, а в поверхности покрытия есть частицы пластичной составляющей чистого титана. После обработки высококонцентрированным источником энергии твердость подложки 1 составила 610 HV, а в поверхности покрытия 2 отсутствуют частицы чистого титана (см. фиг.2).
Результаты испытаний образцов из хромоникелевой стали 25Х17Н2Б-Ш, изготовленных по заявляемому способу, показали увеличение износостойкости по сравнению с износостойкостью стали с покрытием примерно в 20 раз (с 22,0 до 1 мГ/мин), в то же время, образцы из стали с покрытием по сравнению со сталью без покрытия обеспечивают снижение интенсивности изнашивания не менее чем в 5 раз (с 1,73 до 0,29-0,33 г/см2•мин). Таким образом, комплексная обработка поверхности по сравнению с состоянием поставки повышает износостойкость ≈ на 2 порядка.
Кроме того, испытания на трение в резьбовых соединениях показали, что поверхность резьбового элемента, обработанная в соответствии с заявляемым способом, обеспечивает снижение коэффициента трения на 80% при циклических испытаниях сборка-разборка по сравнению с парой из закаливающейся стали без покрытия и повышение стабильности коэффициента трения от первого до десятого цикла затяжки не менее, чем в 3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ ПЕРЕМЕЩЕНИЙ | 1999 |
|
RU2165069C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОСТОЙКОГО СИЛИКАТНОГО ПОКРЫТИЯ | 1998 |
|
RU2186809C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МАЛЫХ ПЕРЕМЕЩЕНИЙ | 1999 |
|
RU2165070C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ | 1999 |
|
RU2186874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ МЕТАЛЛА | 2000 |
|
RU2190037C2 |
| СПОСОБ ГАЗОВОЙ ДЕТОНАЦИОННОЙ ШТАМПОВКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2099160C1 |
| СПОСОБ ОБРАБОТКИ МАГНИТОМЯГКОГО ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2135632C1 |
| СПОСОБ ДИНАМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1997 |
|
RU2124416C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ КОРПУСОВ МИШЕНЕЙ | 1998 |
|
RU2139367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАЗМЫ | 1994 |
|
RU2084086C1 |
Изобретение предназначено для упрочнения резьбовых поверхностей и трущихся поверхностей. Способ обработки поверхности включает нанесение покрытия из тугоплавких соединений и обработку покрытия высококонцентрированным источником энергии, пучками докритических энергий до исключения пластичной составляющей в поверхностной зоне слоя покрытия. 2 з. п. ф-лы, 3 ил.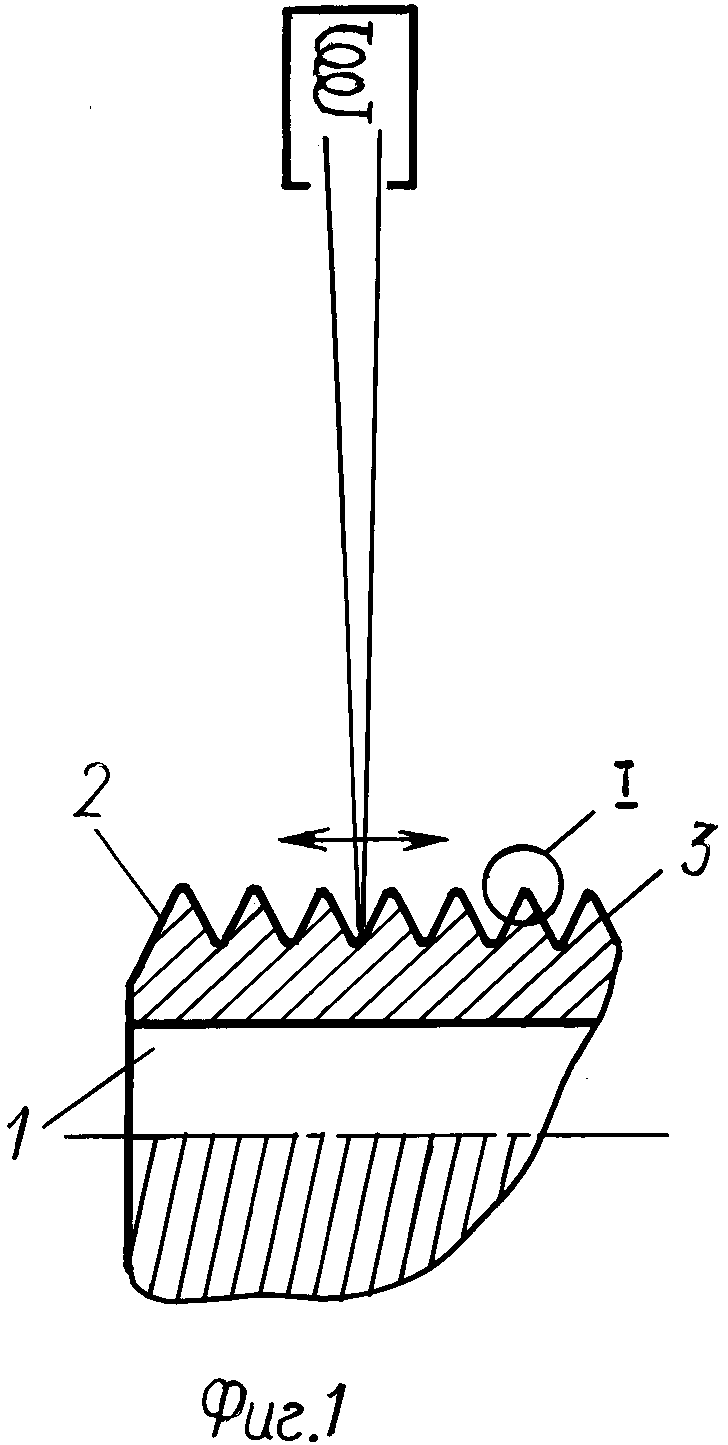
| RU, заявка, 94011058, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
