Изобретение относится к машиностроению, а имен к оборудованию для сверления отверстий в накладках тормозных колодок.
Аналогом и прототипом заявляемого изобретения является станок для сверления отверстий в накладках тормозных колодок, содержащий стол, стойку, несущую вертикальные шпиндели, связанные с приводом вращения и осевого перемещения, оси которых расположены перпендикулярно к оси узла для ориентирования и крепления накладки.
Существенные признаки прототипа - станок, содержащий стол, стойку, несущую вертикальные шпиндели, оси которых расположены перпендикулярно к оси узла для ориентирования и крепления накладки, совпадают с существенными признаками заявляемого изобретения.
Недостатком прототипа является сложность конструкции станка из-за использования многочисленных элементов трансмиссии: ремней, шкивов, шестерен, редуктора, кривошипа.
Существенные признаки заявляемого изобретения - приводы вращения и осевой подачи шпиндели, подачи узла для ориентирования и крепления накладки разделены, а каждый, например, пневмоцилиндр осевой подачи шпинделя и пневмоцилиндр подачи узла для ориентирования и крепления накладок расположен внутри п-образной каретки между направляющими, причем поршень пневмоцилиндра в конце хода имеет возможность тормозиться при помощи тормозных втулок, расположенных на штоке, и дросселей, расположенных в соединяющих полости поршня и полости втулок каналах, находящихся в передней и задней крышках пневмоцилиндра, являются отличительным от признаков прототипа.
Задачей, на решение которой направлено заявляемое изобретение, является упрощение конструкции станка путем изменения структуры и связи между элементами. Другим видом технического результата, получение которого может обеспечить заявляемое изобретение, является повышение качества выпускаемой продукции.
Для достижения указанного технического результата станок агрегатный для сверления отверстий в накладках тормозных колодок, содержащий стол, стойку, несущую вертикальные шпиндели, оси которых расположены перпендикулярно и оси узла для ориентирования и крепления накладок, снабжен приводами, причем приводы вращения осевой подачи шпиндели, подача узла для ориентирования и крепления накладки разделены, а каждый, например, пневмоцилиндр осевой подачи шпинделя и пневмоцилиндр подачи узла для ориентирования и крепления накладок расположены внутри П-образной каретки между направляющими, при этом поршень пневмоцилиндра в конце кода имеет возможность тормозиться при помощи тормозных втулок, расположенных на штоке, и дросселей, расположенных и соединяющих полости поршня и полости втулок каналах, находящихся в передней и задней крышках пневмоцилиндра.
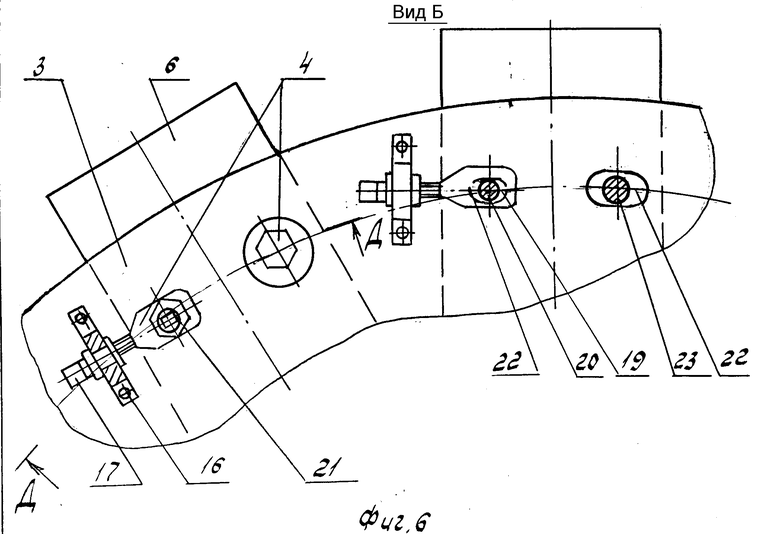
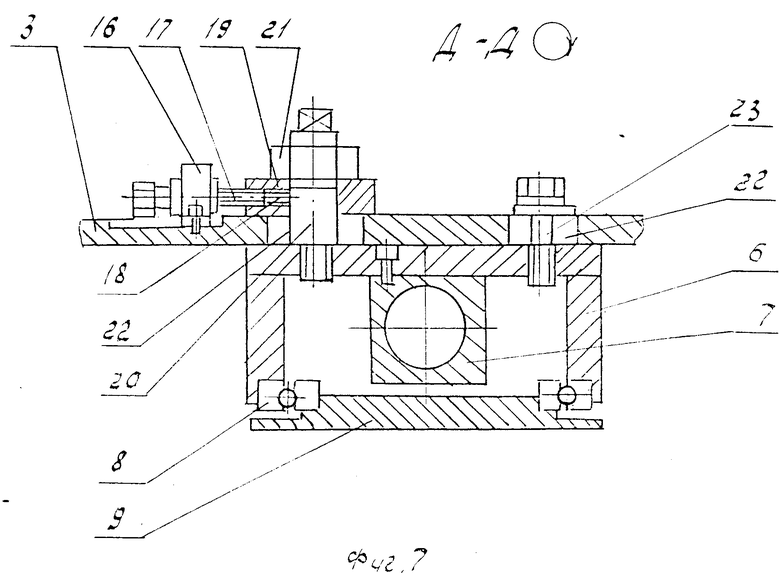
На фиг.1 показан главный вид станка агрегатного для сверления накладок; на фиг. 2 - вид по стрелке А на фиг.1; на фиг.3 - разрез В-В на фиг.2; на фиг. 4 - разрез Г-Г на фиг.3; на фиг.5 - фрагмент Е на фиг.4; на фиг.6 - вид по стрелке Б на фиг.2; на фиг.7 - разрез Д-Д на фиг.6.
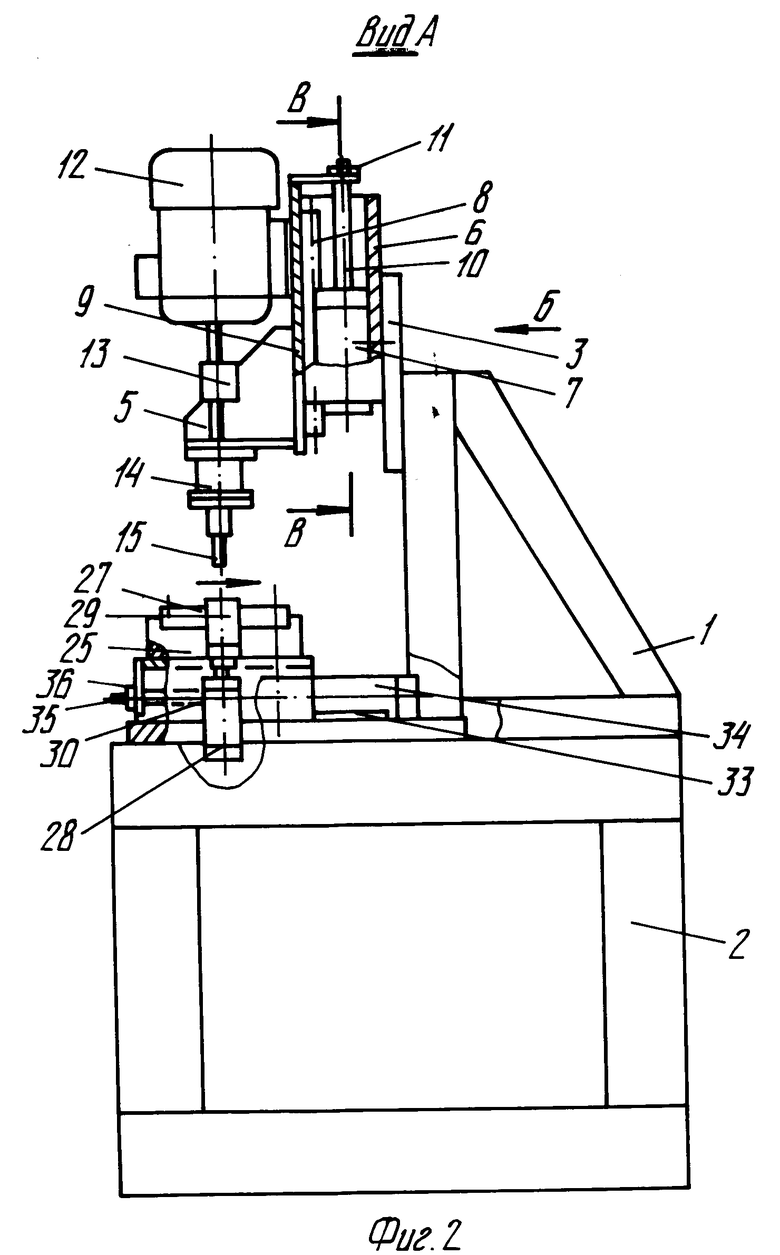
Станок агрегатный для сверления накладок содержит стойку 1, расположенную на горизонтальном столе 2. Стойка 1 имеет вертикальную плиту 3, к которой при помощи 4-х механизмов регулирования расположения привода вращения осевого перемещения шпинделя 4 прикреплены 4 привода вращения и осевого перемещения шпинделя 5.
Каждый привод 5 состоит из неподвижной П-образной каретки 6, внутри которой расположен пневмоцилиндр 7 и направляющие качения 8, соединяющие каретку 6 с подвижной плитой 9. Верхний торец плиты 9 жестко связан со штоком 10 пневмоцилиндра 7 при помощи планки 11, а к наружной поверхности плиты 9 прикреплен электродвигатель 12, соединенный при помощи муфты 13 со шпинделем 14, в котором установлено сверло 15.
Каждый механизм регулирования расположения привода 4 состоит из кронштейна 16, соединенного ходовым винтом 17 посредством резьбового отверстия 18 с шайбой 19, через которую проходит ось 20, крепящая каретку 6 гайкой 21 к плите 3. Плита 3 для каждого механизма 4 имеет два паза 22, в одном из которых размещена ось 20, а в другом с зазором - болт 23, в свою очередь, крепящий каретку 6 к плите 3.
На столе 3 расположен механизм подачи 24 узла для ориентирования и крепления накладки и устройство зажима 26 накладки 27. Устройство зажима 26 состоит из пневмоцилиндра 28 и гибкой стальной ленты 29, причем свободный конец ленты 29 соединен с узлом для ориентирования и крепления накладки 25, пневмоцилиндр 28 прикреплен к подвижной П-образной каретке 30 механизма подачи 24 посредством пластины 31.
Узел для ориентирования и крепления накладки размещен на каретке 30, соединенной с неподвижной плитой 32 посредством направляющих качения 33, между которыми находится пневмоцилиндр 34, жестко прикрепленный к плите 32 и связанный через шток 35 с кареткой 30 при помощи пластины 36.
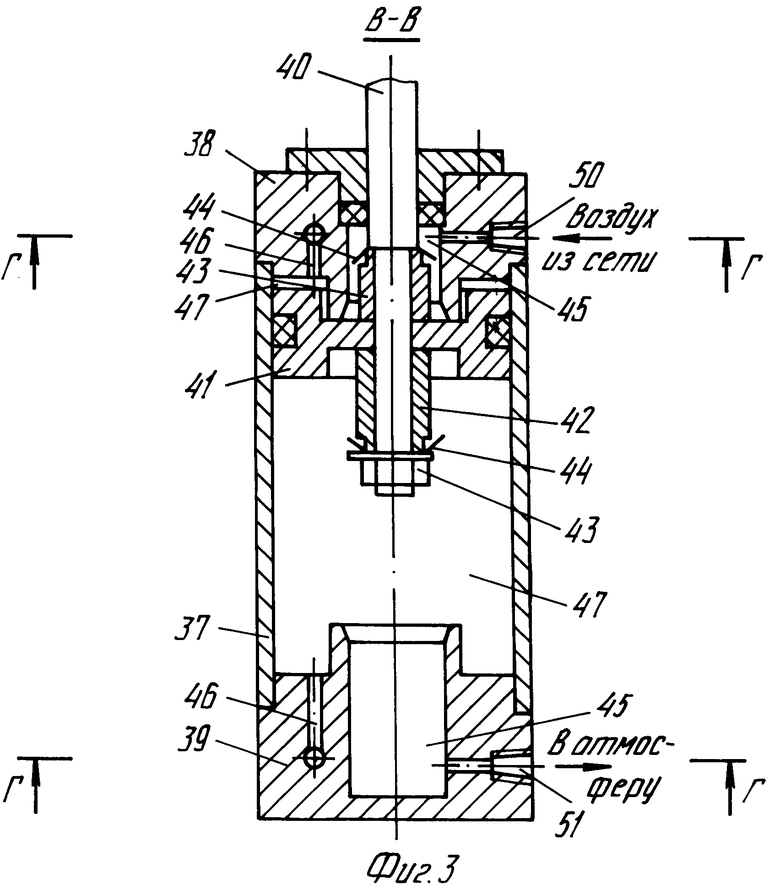
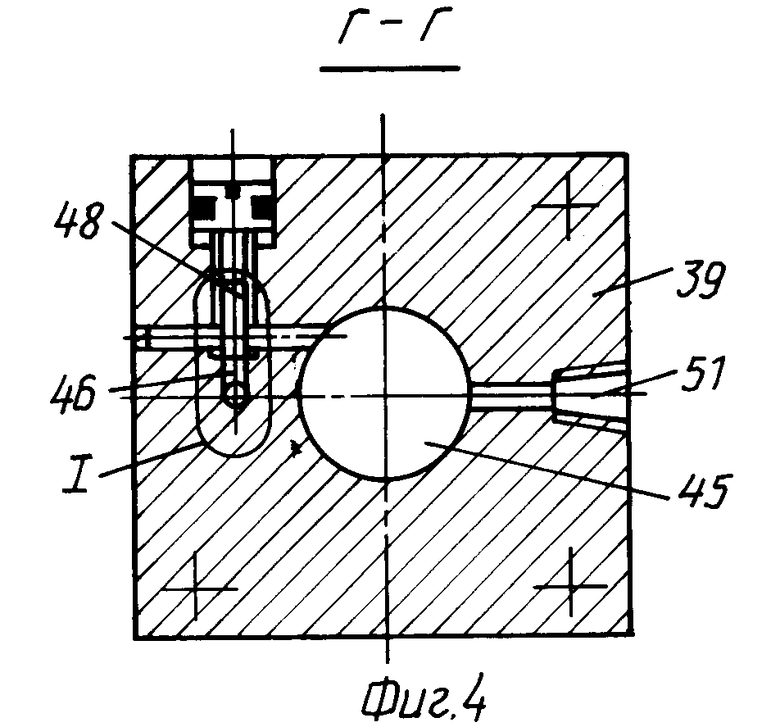
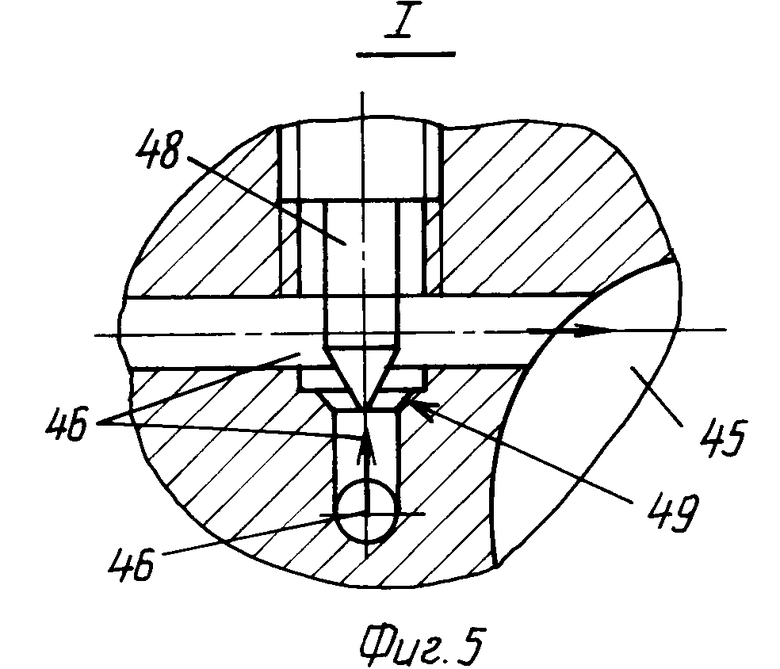
Каждый из пневмоцилиндров 7, 28, 34 имеет одинаковую конструкцию и состоит из корпуса 37, передней крышки 38, задней крышки 398. На штоке 40 размещены поршень 41 и тормозные втулки 42, расположенные оппозитно относительно друг друга и зафиксированные гайкой 43. Втулки 42 снабжены уплотнительными манжетами 44, имеющими возможность контактировать с цилиндрическими отверстиями 45, расположенными в крышках 38 и 39 и соединенными каналами 46 с цилиндрической полостью 47 корпуса 37. В одном из каналов 46 расположен игольчатый дроссель 48, имеющий возможность совместно с коническим пояском 49 изменять проходное сечение воздушного канала. В крышках 38 и 39 также имеются отверстия 50 и 51 для подвода-отвода воздуха.
Станок работает следующим образом.
Накладка 27 устанавливается на узел для ориентирования и крепления накладки 25, после чего включается механизм зажима 26, лента 29 под воздействием пневмоцилиндра 28 плотно поджимает накладку 27 к узлу для ориентирования и крепления накладки 25. Далее включаются электродвигатели 21 и подача воздуха из сети в пневмоцилиндры 7. При этом вращающий момент от электродвигателей 12 передается через муфты 13 к шпинделям 14 и сверлам 5, а сжатый воздух из сети, поступая в полсть 47 перед поршнем 41 через отверстие 50 и каналы 46, воздействует на поршень 41, заставляя перемещаться вниз шток 10 каждого пневмоцилиндра 7.
Планка 11, связанная со штоком 10, заставляет перемещаться подвижную плиту 9 каждого привода вращения и осевой подачи шпинделя 5.
Вместе с плитой 9, установленной в направляющих 8 П-образной каретки 6, перемещается нормально к поверхности накладки 27 шпиндель 14 со сверлом 15 каждого привода 5 для последующего сверления ряда отверстий в накладке 27.
Сверло, не доходя определенного расстояния до накладки, тормозится. В момент торможения тормозная втулка 42 с манжетой 44 входят в отверстие 45, перекрывая выход воздуха напрямую из полости 47 после поршня 41 и отверстие 51.
Чтобы найти выход, воздух должен проходить через каналы 46, перекрываемые игольчатым дросселем 48, расположенным в коническом пояске 49.
Начиная с момента перекрытия отверстия 45, воздух заставляют идти по другому пути через дроссель, снижающий скорость воздушного потока и тормозящий движение поршня в конце хода, причем степень торможения можно регулировать.
По окончании сверления система воздухораспределения станки переключает воздух и сети в другие соответствующие трубопроводы, при этом сжатый воздух перемещает поршень 41 пневмоцилиндра 7 вверх в исходное положение.
После этого сжатый воздух уже поступает в пневмоцилиндр 34 механизма подачи уза для ориентирования и крепления накладки 24. Этот узел 25 вместе с накладкой 27 перемещается в положение для сверления второго ряда отверстий. По окончании выхода в позицию вышеуказанный процесс сверления повторяется, но уже для второго ряда отверстий.
Когда сверления отверстий в каждом ряду закончено и подвижная часть привода 5 возвращена в исходное положение, пневмоцилиндр 34 также возвращает узел для ориентирования и крепления накладки 25 с накладкой 27 в исходное положение, механизм зажима 26 срабатывает, перемещая ленту 29 вверх, готовая накладка 27 изымается из станка.
Настройка станка на требуемый типоразмер накладки с заданной комбинацией отверстий, обусловленной расстояниями между осями и углом меду осями отверстий в каждом ряду осуществляется следующим образом.
На узел для ориентирования и крепления накладки 25 устанавливается стальной шаблон, имитирующий готовую накладку, в заданное положение.
Ослабляются гайка 21 и болт 23, благодаря чему ось 20 и болт 23, к которым прикреплена каретка 6, могут перемещаться в пазах 22 при помощи ходового винта 17 и шайбы 19. Соответственно вместе с осью 20 и болтом 23 каждого привода вращения и осевой подачи шпинделя 5 перемещаются каретка 6, плита 9, шпиндель 14 и сверло 15, причем траектория перемещения по плоскости, параллельной плоскости плиты 3, такова, что складывается из двух составляющих. Первая - это дуга окружности, эквидистантная дуге накладки.
Вторая получается при повороте болта 23 вокруг оси 20 и служит для настройки станка при переходе на накладку другого радиуса. Плавно перемещая каждый привод 5 по комбинированной траектории, добиваются совмещения сверла 15 с калиброванным отверстием шаблона.
Сокращение элементов трансмиссии, разделение приводов вращения и соевого перемещения шпинделя подачи и узла для ориентирования и крепления накладки позволяет упростить конструкцию станка, а использование пневмоцилиндра, включающего шток, с размещенными на нем поршнем, втулками, зафиксированными гайкой, и дроссель, позволяет регулировать скорость подачи сверла, обрабатывающего накладку, добиться оптимального режима сверления и повышения качества выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВЕРЛЕНИЯ ОТВЕРСТИЙ В НАКЛАДКАХ | 1997 |
|
RU2121412C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ НЕРОВНОСТИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКИ | 1998 |
|
RU2142111C1 |
| СПОСОБ ПРОШИВКИ ОТВЕРСТИЙ В НАКЛАДКАХ | 1997 |
|
RU2143974C1 |
| КОЛОДКА ДИСКОВОГО ТОРМОЗА | 1999 |
|
RU2154207C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1993 |
|
RU2044667C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1995 |
|
RU2090411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1995 |
|
RU2085390C1 |
| ТОРМОЗНАЯ КОЛОДКА ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1995 |
|
RU2090410C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 1998 |
|
RU2149294C1 |
| ВИЗГОПОДАВЛЯЮЩИЙ МАТЕРИАЛ | 1999 |
|
RU2171926C2 |
Изобретение относится к машиностроению, а именно к оборудованию для сверления отверстий в накладках тормозных колодок. Станок агрегатный для сверления отверстий в накладках тормозных колодок содержит стол, стойку, несущую вертикальные шпиндели, оси которых расположены перпендикулярно к оси узла для ориентирования и крепления накладки. Станок имеет приводы вращения и осевого перемещения шпинделя и узла для ориентирования и крепления накладок. Приводы разделены. Певмоцилиндры расположены внутри п-образной каретки между направляющими. Поршень пневмоцилиндра в конце хода имеет возможность тормозиться при помощи тормозных втулок, расположенных на штоке, и дросселей, расположенных в соединяющих полости поршня и полости втулок каналах, находящихся в передней и задней крышках пневмоцилиндра. Изобретение позволяет упростить конструкцию станка. 7 ил.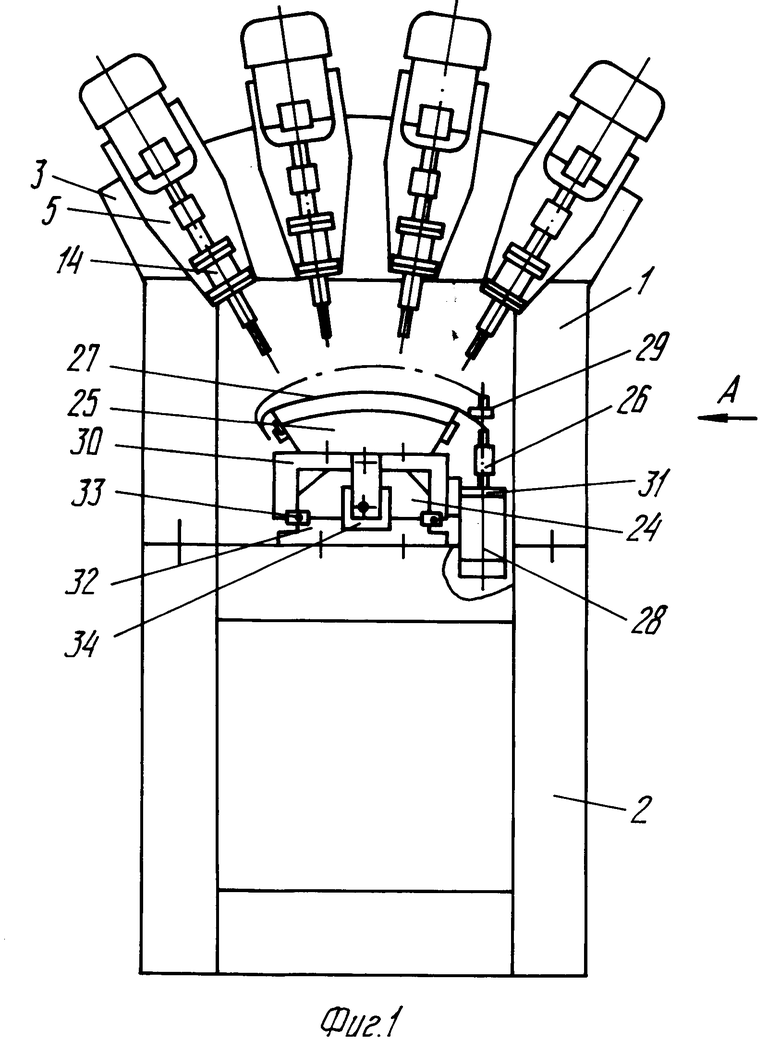
Станок агрегатный для сверления отверстий в накладках тормозных колодок, содержащий стол, стойку, несущую вертикальные шпиндели, оси которых расположены перпендикулярно к оси узла для ориентирования и крепления накладки, приводы вращения и осевой подачи шпинделей, приводы подачи узла для ориентирования и крепления накладки, отличающийся тем, что все приводы выполнены раздельными, приводы осевой подачи шпинделей и приводы подачи узла для ориентирования и крепления накладки выполнены в виде пневмоцилиндров, размещенных внутри п-образных кареток между направляющими, при этом пневмоцилиндры снабжены передними и задними крышками, тормозными втулками, расположенными на штоках оппозитно поршню, и дросселями, установленными в выполненных в крышках каналах, соединяющих полости пневмоцилиндров с полостями втулок.
| SU, авторское свидетельство 1743721, B 23 B 39/16, 1992. |

