Изобретение относится к области обработки и управления условиями обработки отформованных изделий, в частности к области обработки и управления условиями тепловлажной обработки отформованных бетонных и железобетонных изделий в камере обработки.
Известен способ управления условиями тепловлажностной обработки отформованных бетонных и железобетонных изделий в автоклавах (камерах обработки), включающий в себя управление избыточным давлением путем управления расходом теплоносителя, подаваемого под давлением в объем атмосферы автоклава в виде высокотемпературного насыщенного пара или высокотемпературной паровоздушной смеси, при этом избыточное давление атмосферы в автоклаве составляет величину порядка 0,8 - 1,0 МПа (8 - 10 ати) [1].
Обработка бетонных и железобетонных изделий высокотемпературным насыщенным паром или высокотемпературной паровоздушной смесью и управление условиями такой тепловлажностной обработки приводит к тому, что в обрабатываемом бетоне или железобетоне формируются значительные максимальные и остаточные деформации, значительная усадка, а также наличие провалов прочности на конечных этапах тепловлажностной обработки, что отражается на качественных характеристиках бетона, или железобетона после такой тепловлажностной обработки. Указанные недостатки частично устраняются известным способом, но для этого требуются технической реализации сложных, далеко не всегда надежных приемов и технологических операций, например, контролируемое остывание бетона или железобетона на конечных этапах тепловлажностной обработки, что снижает надежность работы известного способа. Кроме того к недостаткам способа можно отнести наличие больших энергозатрат, связанных с производством либо высокотемпературного насыщенного пара, либо высокотемпературной паровоздушной смеси, которые подаются в объем автоклава под давлением, создавая в этом объеме избыточное давление.
Известен способ управления условиями тепловлажностной обработки отформованных бетонных и железобетонных изделий в пропарочных камерах (камерах обработки), включающий в себя управление избыточным давлением путем управления расходом теплоносителя, подаваемого в объем атмосферы пропарочной камеры в виде высокотемпературного насыщенного пара или высокотемпературной паровоздушной смеси, при этом избыточное давление атмосферы в пропарочной камере составляет величину порядка 0,005 - 0,05 Мпа (0,05 - 0,5 ати) [2]. Недостатками известного способа являются те же недостатки, которые существуют у приведенного выше аналога.
Наиболее близким по технической сущности является способ управления процессом тепловлажностной обработки изделий в камере с источниками тепла путем предварительного выдерживания, нагрева и выдержки, а также стабилизации избыточного атмосферного давления в камере [3].
Задачей изобретения является повышения надежности управления условиями тепловлажностной обработки и качества бетонных и железобетонных изделий, а также снижение энергозатрат при производстве этих изделий.
Задача решается тем, что в способе управления условиями тепловлажностной обработки бетонных и железобетонных изделий в камере с источником тепла путем их предварительного индукционного выдерживания нагрева и выдержки, включающем управление избыточным давлением атмосферы камеры, управление влагосодержанием изделий производят путем изменения нагрева камеры источниками тепла и/или периодического распыления в камере воды с помощью распыливающего устройства, снабженного приспособлением для направления распыливаемой воды и ее удаления через сливные отводы, при этом требуемое количество воды обеспечивают стабилизацией заданных значений температуры и давления воды в подающем трубопроводе.
В рассматриваемом способе может осуществляться управление избыточным давлением в камере путем изменения расхода нагнетаемого воздуха. Кроме того возможно управление величиной электрического потенциала от управляемого источника стабилизированного напряжения, приложенного к металлическим частям платформ либо опалубок, на которых находятся и к которым крепятся отформованные бетонные и железобетонные изделия, или управляют от одного или нескольких источников стабилизированного напряжения величиной разности электрических потенциалов, создаваемой между металлическими частями платформ либо опалубок и специальными электродами, представляющими собой либо металлические пластины, либо металлические части камеры обработки, при этом как металлические части платформ либо опалубок, так и металлические пластины специального электрода электрически изолированы между собой от корпусной земли камеры обработки.
Сравнение заявляемых технических решения с прототипом позволило установить соответствие их критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения от прототипа, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "существенные отличия".
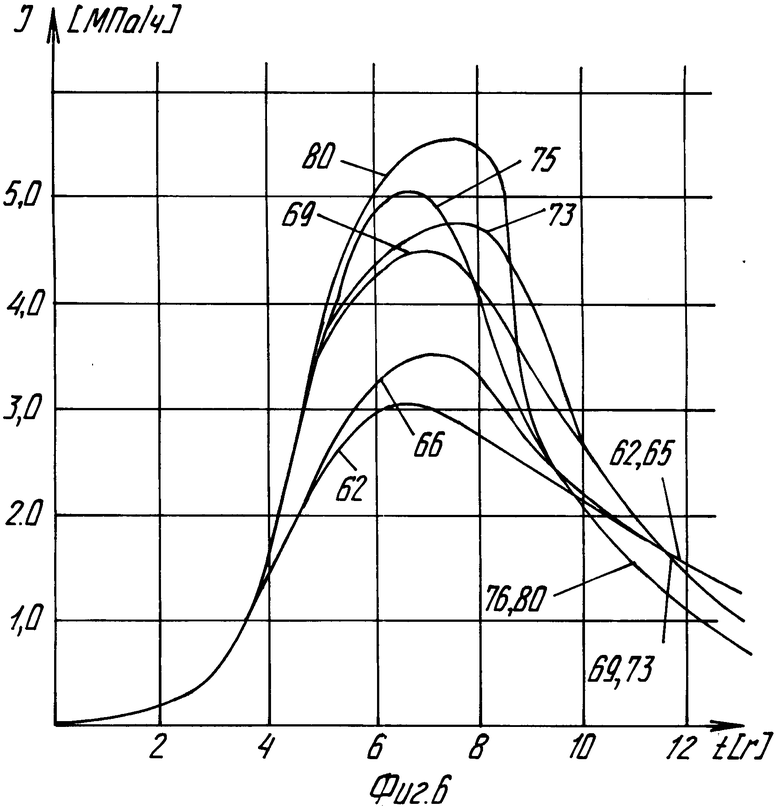
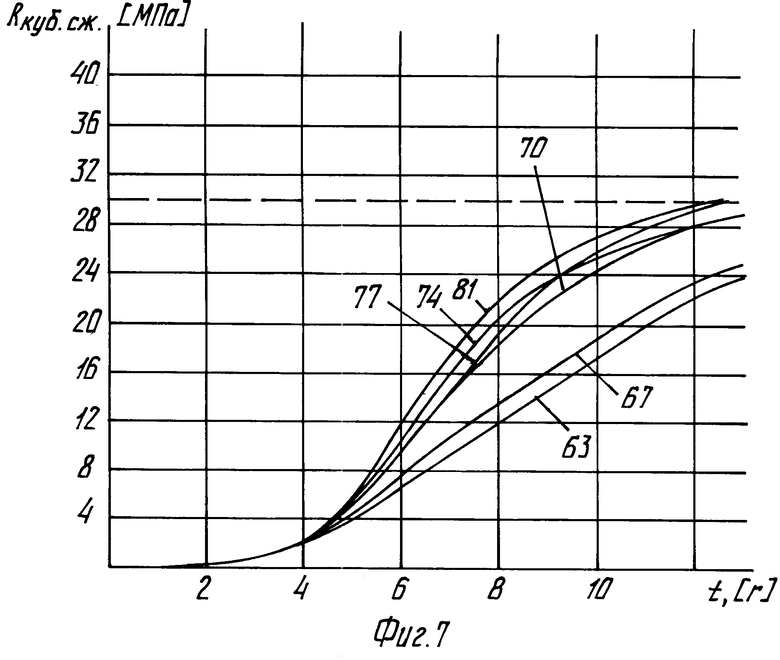
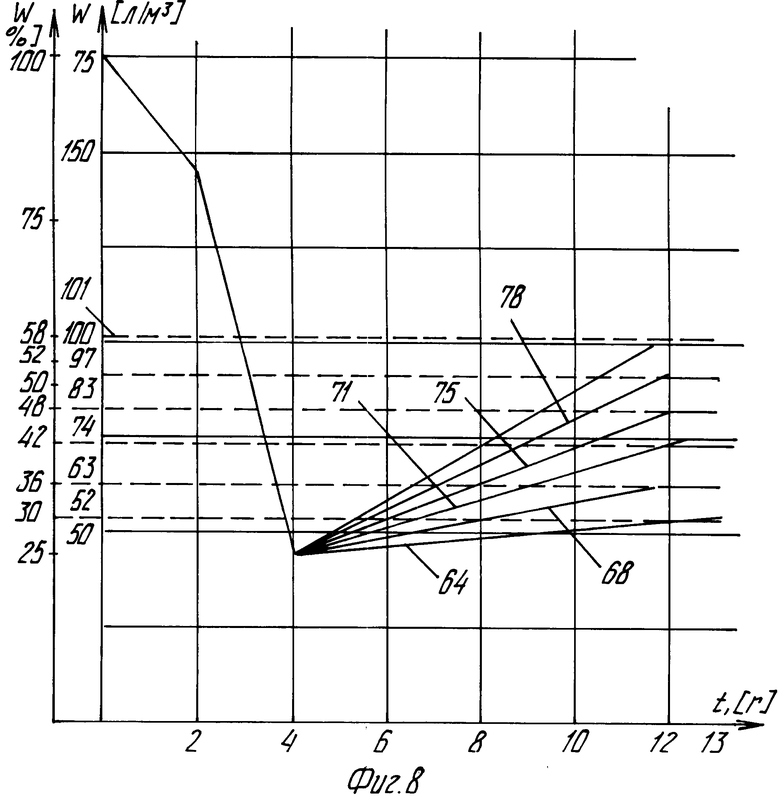
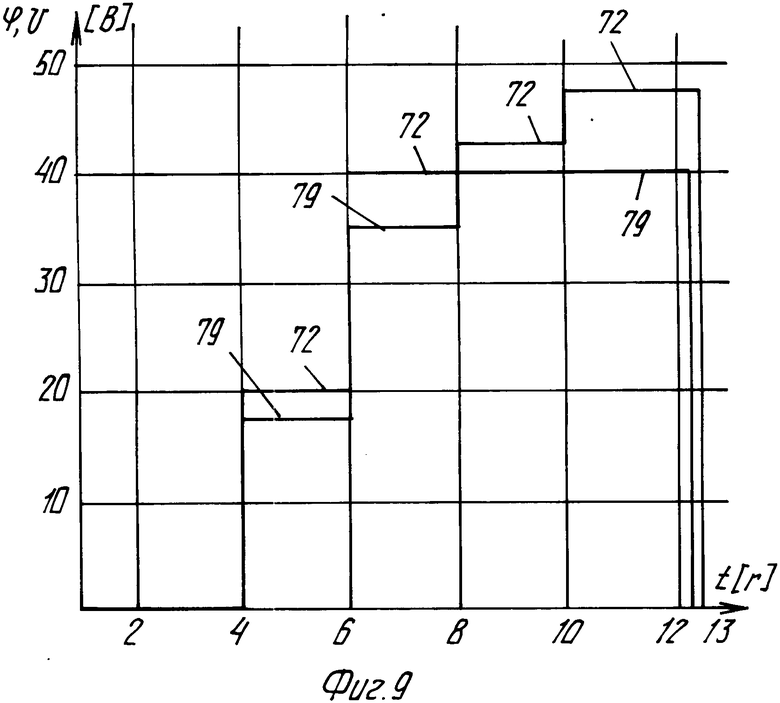
На фиг. 1 - представлена конструктивная схема функционирования технических средств, реализующих способ; на фиг. 2 - расходная характеристика распыливающего устройства; на фиг. 3 - расходная характеристика сепарации воды факела распыления преградой для распыливающего устройства; на фиг. 4 - графики зависимости изменения величины избыточного давления атмосферы камеры обработки от времени тепловлажностной обработки; на фиг. 5 - график зависимости изменения величины температуры атмосферы камеры обработки от времени тепловлажностной обработки; на фиг. 6 - графики зависимости изменения величины интенсивности прироста кубиковой прочности при сжатии от времени тепловлажностной обработки; на фиг. 7 - графики зависимости изменения величины кубиковой прочности при сжатии от времени тепловлажностной обработки; на фиг. 8 - графики зависимости изменения величины влагосодержания в объеме бетонного и железобетонного изделия от времени тепловлажностной обработки; на фиг. 9 - графики зависимости изменения величины электрического потенциала, приложенного от одного управляемого источника напряжения к металлическим частям платформ либо опалубок, и величины разности электрических потенциалов, создаваемой источниками напряжений между металлическими частями платформ либо опалубок и специальными электродами, представляющими собой либо металлические пластины, либо части камеры, которые электрически изолированы от металлических частей платфом, либо опалубок, от времени тепловлажностной обработки.
Условные обозначения, приводимые на фиг 1 - 9.
P - давление воды в подающем трубопроводе распыливающего устройства [МПа];
Q -общий расход воды, пропускаемой из подающего трубопровода через одно распыливающее устройство при заданных значениях давления воды в подающем трубопроводе (л/ч);
Q* - расход воды, удаляемой при сепарации из факела распыливания распыливающей форсунки при налетании крупных капель воды этого факела на преграду [л/час];
Q1 - расход воды, распыленной в факеле распыливания после выхода этого факела из распыливающего устройства и преграды (л/ч);
Pизб - избыточное давление атмосферы камеры обработки [МПа];
T - температура атмосферы камеры обработки (oC);
J - интенсивность набора кубиковой прочности на сжатие бетонных и железобетонных изделий (МПа/ч);
Rкуб.сж. - кубиковая прочность на сжатие бетонных и железобетонных изделий (МПа);
W - влагосодержание в бетонных и железобетонных изделиях (л/м3);
Δw - скорость набора влаги в бетонных изделиях (л/(м3 • ч));
ϕ - потенциал, приложенный с выхода одного управляемого источника стабилизированного напряжения к металлическим частям платформ либо опалубок (В);
U - разность электрических потенциалов, создаваемая с выходов одного или нескольких управляемых источников стабилизированных напряжений между металлическими частями платформ либо опалубок и специальными электродами, представляющими собой металлические пластины либо металлические части камеры, которые электрически изолированы от металлических частей платформ либо опалубок (В);
t - время (продолжительность) тепловлажностной обработки (ч);
t1 - длительность времени включения подачи воды на распыливающее устройство (ч);
t2 - продолжительность пауз выдерживания бетонных изделий в атмосфере камеры обработки после отключения подачи воды на распыливающее устройство до следующего включения (ч).
Устройство содержит камеру 1 тепловлажностной обработки, во внутреннем объеме 2 которой размещается подвижная металлическая платформа 3, на которой находятся и к которой крепятся отформованные бетонные и железобетонные изделия 4. Кроме того, во внутреннем объеме 2 камеры 1 размещаются термоэлемент 5, металлические пластины 6 специального электрода, закрепленные на своде камеры 1, автономные источники тепла 7, распыливающие устройства 8 с преградами 9, при этом каждая преграда 9, распыливающего устройства 8 имеет сливной отвод 10 для удаления воды, образуемой при улавливании этой преградой 9 крупных капель воды из объема факела распыливания 11,формируемого на выходе каждого распыливающего устройства 8 с соответствующей преградой 9, а также датчик 12 избыточного давления и раздаточный узел 13, осуществляющий подачу воздуха во внутренний объем 2 атмосферы камеры 1 обработки. Металлическая платформа 3 и металлические пластины 6 специального электрода должны быть электрически изолированы как между собой, так и от "корпусной" земли помещения, в котором размещается камера 1 обработки.
Автономные источники тепла 7 своим общим входом соединяются через регулирующий орган 14 и через задвижку 15 с прямой линией подачи тепла 16, а общим выходом соединяются через задвижку 17 с обратной линией подачи пара 18, при этом управляет количеством подачи пара в автономные источники тепла 7 регулятор тепла 19, регулирующий температуру атмосферы в объеме 2 камер 1, которая измеряется термоэлементом 5, имеющим связь с этим регулятором 19.
Либо одно распыливающее устройство 8 с преградой 9, либо группа распыливающих устройств 8 с соответствующими преградами 9 соединяются через отсечной клапан 20, регулирующий орган 21 и вентиль 22 с линией подачи воды 23, при этом количеством воды во внутреннем объеме 2 атмосферы камеры 1 управляют путем включения и выключения подачи питающего напряжения на обмотку электромагнита 24 отсечного клапана 20, а заданное качество распыла воды в этой же атмосфере камеры 1 обеспечивают регулятором 25 качества распыла, выходы которого соединены с соответствующими управляющими входами нагревателя 26 воды и регулирующего органа 21, а входы соединены с входами соответствующих измерительных датчиков давления 27 и температуры, измеряющие соответственно величину давления и температуры воды, подаваемой в распыливающие устройства 8.
Раздаточный узел 13, осуществляющий подачу воздуха во внутренний объем 2 атмосферы камеры 1 через регулирующий орган 29 и вентиль 30 соединяются с линией подачи 31 воздуха. При этом управление величинами избыточного давления в атмосфере камеры 1 и влагосодержания бетонных и железобетонных изделий при тепловой и тепловлажностной обработке осуществляют путем чередования циклов включения подачи воды в распыливающие устройства 8 и отключение этой подачи с последующим нагревом атмосферы камеры 1 автономными источниками тепла 7 после такого отключения, а стабилизацию величины избыточного давления атмосферы камеры 1 обеспечивают путем соответствующего управления регулятором 32 подачи воздуха, который своим управляющим входом соединен с выходом измерительного датчика 12 избыточного давления.
Металлические пластины 6 специального электрода соединяются через клемму 33, через двухпозиционный переключатель 34 и через клемму 35 с соответствующим выходом управляемого источника 36 стабилизированного напряжения, корпусной выход которого через клемму 37 соединяется с внешней корпусной землей. Металлическая платформа 3 соединяется с клеммой 38 и с входом подвижного плунжера 39 трехпозиционного переключателя 40. Положение 1 переключателя 40 соединяется с клеммой 41, положение 2 переключателя 40 соединяется через клеммы 42 и 43 с соответствующим выходом управляемого источника 44 стабилизированного напряжения, корпусной вход которого соединяется через клемму 45 с внешним корпусным заземлением, с которым через клеммы 45 и 46 осуществляется соединение с соответствующим положением 3 трехпозиционного переключателя 40.
Управляющие входы соответствующих регуляторов 19, 25, 32, электромагнита 24 отсечного клапана 20 и источников 36 и 44 стабилизированных напряжений соединяется соответствующими двунаправленными шинами управления с общей шиной управления 47, которая управляется вычислителем 48.
В заявляемых способах управления вся технология управления условиями тепловлажностной обработки бетонных и железобетонных изделий представляет собой ряд последовательно выполняемых друг за другом периодов: период индукционного выдерживания изделий, периоды чисто тепловой и тепловлажностной обработки и период выдерживания изделий во внутреннем объеме 2 камеры 1 обработки.
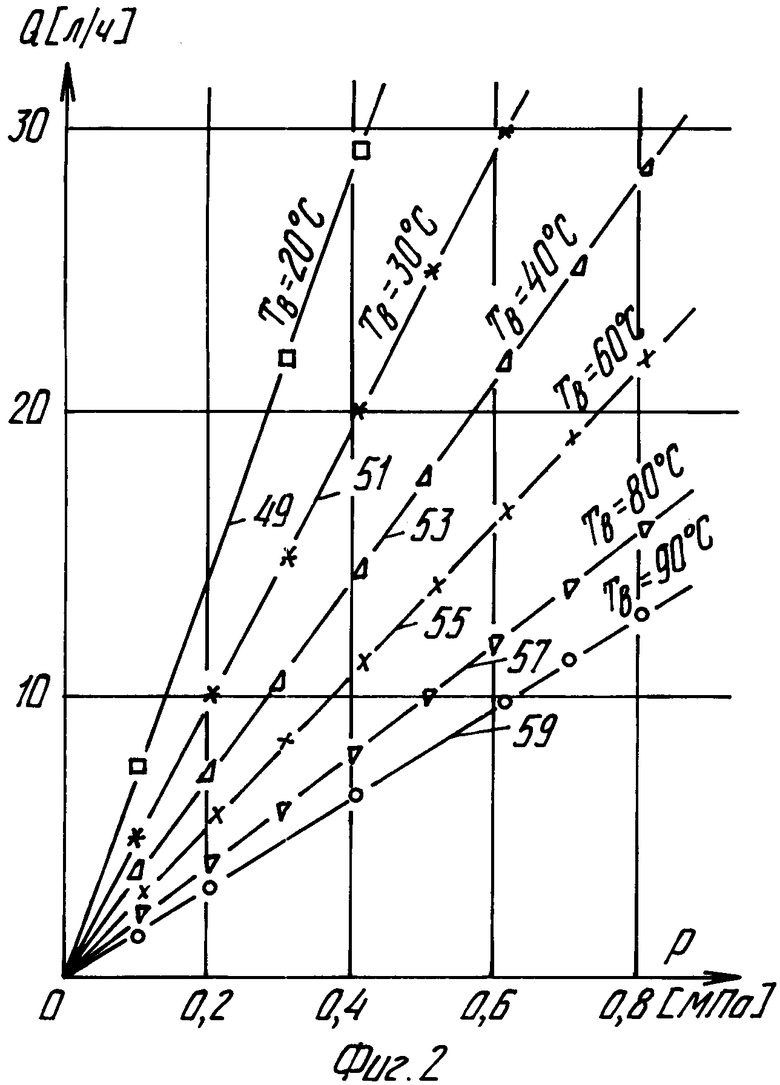
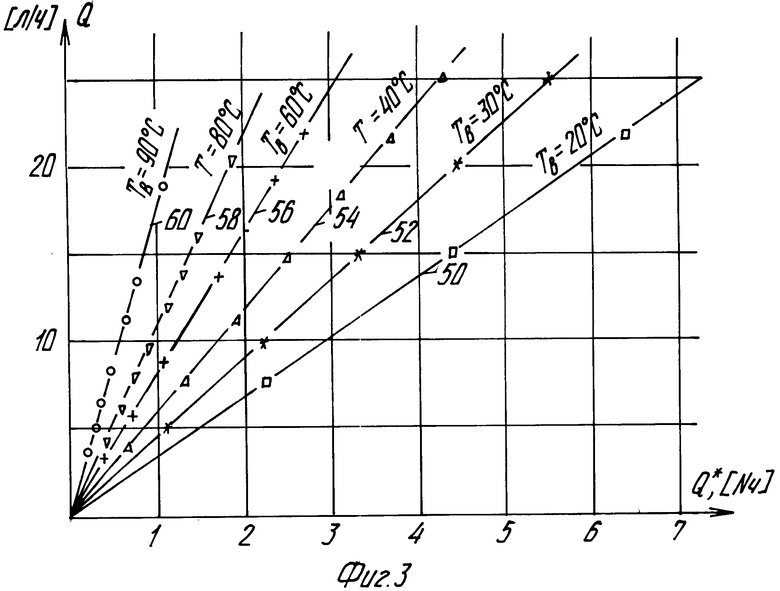
Для того, чтобы осуществить заявляемые способы управления условиями тепловлажностной обработки бетонных и железобетонных изделий, необходимо экспериментальным путем получить графики общих расходных характеристик и графики расходных характеристик сепараций воды факела распыливания для каждого распыливающего устройства 8 с преградой 9. Эти графики общих расходных характеристик и расходных характеристик сепарации воды факела распыливания есть соответствующие графики зависимостей 49 и 50; 51 и 52; 53 и 54; 55 и 56; 57 и 58; 59 и 60; полученные экспериментально для условий, когда температура воды перед распыливающим устройством 8 равна соответствующим значениям 20oC, 30oC, 40oC, 60oC, 80oC, 90oC.
При этом графики зависимостей 49, 51, 53, 55, 57, 59 показывают зависимости величин давления перед распыливающим устройством 8 от величины расхода воды, пропускаемой через это распыливающее устройство 8 (это общие расходные характеристики распыливающего устройства 8 с преградой 9), а графики зависимостей 50, 52, 54, 56, 58, 60 показывают зависимости величины расхода воды, пропускаемой через распыливающее устройство 8, от величины количества воды, улавливаемой преградой 9 в виде крупных капель из объема распыливающего факела 11, создаваемого распыливающим устройством 8 с преградой 9 (это расходные характеристики сепараций воды из факела распыливания).
Выбор рабочей точки функционирования каждого распыливающего устройства 8 с преградой 9 по расходным характеристикам (фиг. 2 и 3) для всех заявляемых способов изобретения определяется с учетом экспериментального набора оптимального соотношения между величиной энергозатрат и скоростью набора влаги (Δw) отформованных бетонных кубиков без опалубок в течение первых четырех часов тепловлажностной обработки после соответствующих периодов индукционной выдержки и чисто тепловой обработки бетона. Величина энергозатрат при таком выборе должна включать в себя энергозатраты, которые связаны с нагревом воды в подающем трубопроводе, с включением и выключением ее подачи на распыливающие устройства 8 с преградами 9, с включением и выключением автономных источников тепла 7, а также количества израсходованного при тепловой и тепловлажностной обработке воды и тепла, при этом величина энергозатрат берется как в физическом, так и в стоимостном выражении.
Для упрощения выбора рабочей точки функционирования каждого распыливающего устройства 8 с преградой 9 обеспечивают для всех заявляемых способов изобретения выполнимость того, что период индукционного выдерживания бетонных и железобетонных изделий равен периоду чисто тепловой обработки изделий в камере 1 обработки и составляет 2 часа. Период чисто тепловой обработки всегда следует только после периода индукционного выдерживания, при этом в первый час тепловой обработки обеспечивается подъем температуры атмосферы камеры 1 путем нагрева автономными источниками тепла 7 до заданного значения, а во второй час тепловой обработки обеспечивается поддержание температуры на заданном уровне.
Выполнимость требуемого допущения не является строго обязательной и используется в описании изобретения только для упрощения и облегчения понимания поясняющего материала описания работы этих способов.
Пример 1 осуществления способа.
Для осуществления заявляемого способа требуется привести в исходное состояние следующие элементы устройства, представленного на Фиг. 1, а именно: вентиль 30 подачи воздуха находится в закрытом положении и через раздаточный узел 13 во внутренний объем 2 атмосферы камеры 1 воздух не подается, и все регулирующие органы 14, 19, 21, 29, а также электромагнитный клапан 20 в исходном состоянии закрыты; задвижка 15 по прямой линии 16 подачи пара, задвижка 17 по обратно линии 18 подачи пара и вентиль 22 по линии подачи 23 воды находятся в открытом положении, кроме того, двухпозиционный прерыватель 34 находится в разомкнутом положении, а подвижной плунжер 39 трехпозиционного переключателя 40 переведен в положение 1.
Подбор режимов работы автономных источников тепла 7 и распыливающих устройств 8 с преградами 9 осуществляется подбором режимов работы соответственно регулирующего органа 14 с регулятором 19 по линии подачи 16 тепла к источникам тепла 7, регулирующего органа 21 с регулятором 25 и отсечного клапана 20 с электромагнитом 24 по линии подачи 23 воды к распыливающим устройствам 8 при управлении вычислителем 48, который обеспечивает эти заданные режимы работы по следующему алгоритму последовательно выполняемых технологических операций.
1. Исходя из требования к количеству мелкораспыленной воды в объеме 2 атмосферы камеры 1 обработки задают по экспериментально полученным графикам соответствующих расходных характеристик (Фиг. 2 и 3) значения величин Q, P, Q* и Q1 в вычислителе 48.
2. Там же, в вычислителе 48, задают длительность включения подачи воды t1 на распыливающие устройства 8 с преградами 9 и длительность пауз t2 выдерживания бетонных изделий после отключения подачи воды до следующего включения.
3. В этом же вычислителе 48 задаются законы управления нагрева автономными источниками тепла 7, при этом должно выполняться обязательное требование, что нагрев атмосферы камеры 1 автономными источниками тепла 7 осуществляется только после отключения подачи воды на распыливающие устройства 8.
4. Далее готовится бетонная смесь заданной марки бетона, из которого в металлических формах формируются бетонные кубики размером 0,1 Х 0,1 Х 0,1 м3 заданного количества.
5. Отформованные бетонные кубики выдерживают в этих металлических формах вместе с опалубками в течение всей продолжительности своего индукционного периода вне камеры 1 обработки, при этом как до такого выдерживания, так и после него измеряется вес каждого бетонного кубика.
6. Затем после индукционного выдерживания опалубка с бетонных кубиков снимается и кубики укладываются равномерно на платформу 3 в камере 1 обработки.
7. Над уложенными равномерно в камере 1 обработки бетонными кубиками в первые два часа их пребывания в камере осуществляют чисто тепловую обработку, при этом после такой тепловой обработки всегда измеряется вес каждого кубика, по которому можно рассчитать влагосодержание в бетоне. Кроме того, при чисто тепловой обработке бетонных кубиков в первый час тепловой обработки идет нагрев камеры 1 до заданной температуры, а во второй час такой тепловой обработки эта температура поддерживается на заданном уровне.
8. Далее, с учетом обязательного выполнения всей вышеприведенной последовательности технологических операций в течение четырех часов осуществляют тепловлажностную обработку в атмосфере камеры 1 обработки, после которой каждый из выше указанных кубиков измеряется по весу и вычисляется скорость набора влаги Δw в бетонных кубиках, которая определяется как разность значений величин весов для каждого бетонного кубика после тепловлажностной обработки и после чисто тепловой обработки кубика в камере 1 обработки.
9. Полученные значения скоростей набора влаги Δw для всех бетонных кубиков усредняют.
Описанную процедуру оптимизации параметров значений Q, P, Q*, Q1, t1, t2, законов их управления, количества и стоимости энергозатрат, включающих в себя стоимость материалов и энергоресурсов при производстве тепловлажностной обработки (стоимость пара, воды, электричества и т.д.) можно осуществлять до тех пор, пока не добьются оптимального соотношения между значениями стоимости энергозатрат и значениями скорости набора влаги Δw в бетонных кубиках.
Определившись с режимами работы элементов устройства, приведенного на Фиг. 1, и с режимами тепловой и тепловлажностной обработки определяются с необходимым количеством бетонных кубиков, которые формуются из этой же марки бетона для того, чтобы получить с достаточной степенью точности необходимые экспериментальные зависимости, которые в дальнейшем будут использоваться для управления условиями тепловлажностной обработки бетонных и железобетонных изделий в камере 1 обработки.
С отформованными бетонными кубиками этой же марки бетона заданного количества для получения необходимых экспериментальных зависимостей осуществляют также режимы индукционного выдерживания бетонных кубиков вне камере, чисто тепловой и тепловлажностной обработки этих кубиков в камере 1 обработки как и в выше приведенной процедуре оптимизации, но в отличие от нее период тепловлажностной обработки имеет большую продолжительность и дополнительно после периода тепловлажностной обработки существует режим выдерживания во внутреннем объеме камеры 1 обработки.
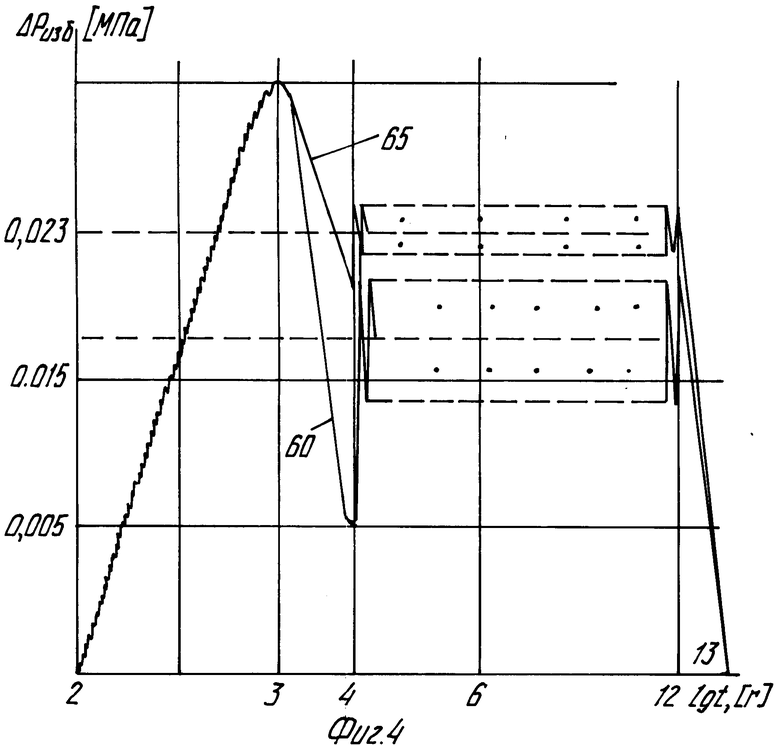
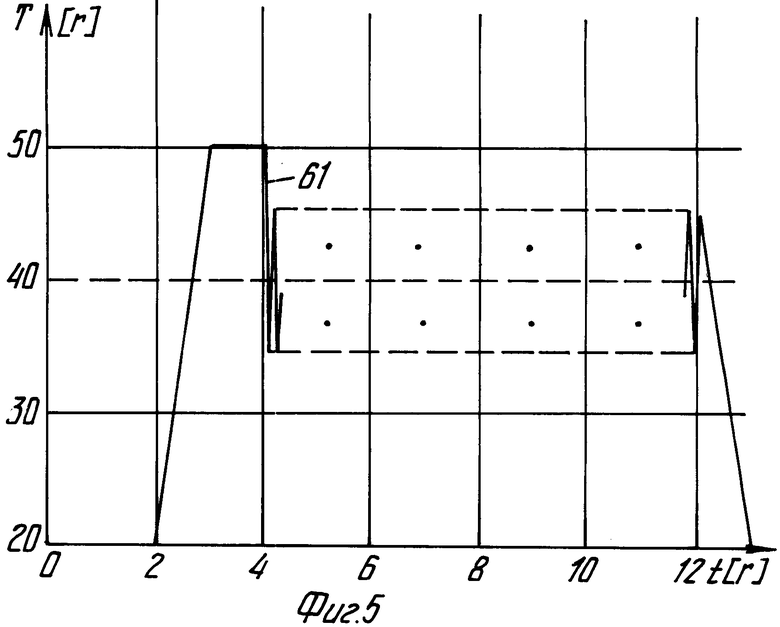
Во время индукционного выдерживания вне камеры 1, во время чисто тепловой и тепловлажностной обработки, а также выдерживания бетонных кубиков во внутреннем объеме камеры 1 обработки в определенные моменты времени для каждого бетонного кубика заданной марки бетона осуществлялись измерения значений следующих величин Pизб, T и были построены соответствующие зависимости измерения величин избыточного давления Pизб (график 60, Фиг. 4) и температуры T (график 61, Фиг. 5) от величины времени, в течение которого осуществлялось управление условиями тепловлажностной обработки бетонных кубиков.
Также от величины времени, в течение которого осуществлялось управление условиями тепловлажностной обработки бетонных кубиков, получают экспериментальные зависимости изменения величин интенсивности набора кубиковой прочности при сжатии J (график 62, Фиг. 6), набора кубиковой прочности при сжатии Rкуб.сж. (график 63, Фиг. 7) и влагосодержание в бетоне (график 64, Фиг. 8) путем испытаний на прочность при сжатии одного или нескольких кубиков после истечения каждого часа, предварительно измеряя вес каждого кубика, по которому вычисляется влагосодержание в бетоне.
При получении указанных выше экспериментальных зависимостей управляются и/или поддерживаются на заданном уровне вычислителем 48 законы изменения температуры в камере 1, давления и температуры воды в подающем трубопроводе, а также значения интервалов t1 и t2.
Полученные экспериментальные графики зависимостей 60, 61, 63, 64, а также использование для их получения законы управления запоминаются в вычислителе 48 и в дальнейшем применяются для того, чтобы управлять условиями тепловлажностной обработки различных бетонных изделий данной марки бетона в атмосфере камеры 1 обработки.
Особенностью обработки бетонных и железобетонных изделий из этой же заданной марки бетона с использованием полученных экспериментальных зависимостей 60 - 64 и законов управления условиями такой обработки является следующее:
обеспечивается возможность используемых законов управления;
осуществляется периодическое измерение и контроль соответствия измеренных значений величин Pизб и T соответствующими значениями величин графиков зависимостей 60, 61;
осуществляется контроль по окончанию обработки по двум - трем бетонным кубикам, помещаемым в камеру 1 вместе с бетонными изделиями этой же заданной марки бетона на соответствие конечным значениям величин графиков 62 - 64.
Пример 2.
Для осуществления заявляемого способа требуется привести элементы устройства, представленного на Фиг. 1 в такое же исходное состояние, как в примере 1 осуществления способа, кроме требования к исходному состоянию вентиля 30, который должен находиться в открытом положении, а регулирующий орган 29 в исходном состоянии закрыт.
Подбор режимов работы автономных источников тепла 7, распыливающих устройств 8 с преградами 9 и раздаточного узла 13 осуществляется подбором режимов работы соответственно регулирующего органа 14 с регулятором 19 по линии подачи 16 тепла к источникам тепла 7, регулирующего органа 21 с регулятором 25 и отсечного клапана 20 с электромагнитом 24 по линии подачи воды к распыливающим устройствам 8 с преградами 9, а также регулирующего органа 29 с регулятором 32 по линии подачи 31 воздуха к раздаточному узлу 13 при управлении вычислителем 48, который обеспечивает эти заданные режимы по процедуре оптимизации значений величин Q, P, Q*, Q1, t1, t2, законов управления этими величинами и стоимостью энергозатрат также как в примере 1 осуществления способа.
Определившись с режимами тепловой и тепловлажностной обработки также как в примере 1 осуществления способа определяются с необходимым количеством бетонных кубиков, которые формуют из этой же марки бетона, для того, чтобы получать с достаточной степенью точности необходимые экспериментальные зависимости, которые в дальнейшем будут использоваться для управления условиями тепловлажностной обработки бетонных и железобетонных изделий в камере 1 обработки.
Также как в примере 1 осуществления способа измеряют значения величин Pизб, T, J, Rкуб.сж, W и строят соответствующие зависимости изменения величин избыточного давления Pизб (график 65, Фиг. 4), температуры T (график 61, Фиг. 5), интенсивность набора кубиковой прочности при сжатии J (график 66, Фиг. 6), набора кубиковой прочности при сжатии Rкуб.сж (график 67, Фиг. 7), влагосодержания в бетоне W (график 68, Фиг. 8).
При получении указанных выше зависимостей управляются и/или поддерживаются на заданном уровне вычислителем 48 законы изменения величины температуры в атмосфере камеры 1, давления и температуры в подающем трубопроводе, а также значение интервалов t1, t2.
Полученные экспериментальные графики зависимостей 61, 65 - 68, а также используемые для их получения законы управления запоминаются в вычислителе 48 и в дальнейшем применяются для того, чтобы управлять условиями тепловлажностной обработки различных бетонных и железобетонных изделий данной марки бетона в атмосфере камеры 1 обработки. При этом используются те же особенности обработки бетонных и железобетонных изделий, что и в примере 1 осуществления способа, причем при такой обработке осуществляется периодические измерения и контроль соответствия измеренных значений величин Pизб, T соответствующим значениям величин графиков зависимостей 65, 66, а также контроль по окончанию обработки по двум - трем бетонным кубикам, помещаемым в камеру 1 вместе с бетонными и железобетонными изделиями заданной марки бетона, на соответствие конечным значениям величин графиков 66 - 68.
Пример 3.
Для осуществления заявляемого способа требуется привести элементы устройства, представленного на Фиг. 1 в такое же исходное состояние, как в примере 1 осуществления способа, кроме требования к положению подвижного плунжера 39 трехпозиционного переключателя 40, который переводится в положение 2, обеспечивая подачу к металлической платформе 3 заданного электрического потенциала от управляемого источника стабилизированного напряжения 44.
Подбор режимов работы автономного источника тепла 7, распыливающих устройств 8 с преградами 9, управляемого источника стабилизированного напряжения 44 осуществляется подбором режимов работы соответственно регулирующего органа 14 с регулятором 19 по линии подачи 16 тепла к источникам тепла 7, регулирующего органа 21 с регулятором 25 и отсечного клапана 20 с электромагнитом 24 по линии подачи 23 воды к распыливающим устройствам 8 с преградами 9 при управлении вычислителем 48, который обеспечивает заданные режимы в процедуре оптимизации значений величин Q, P, Q*, Q1, t1, t2, законами управления этими величинами и стоимостью энергозатрат осуществляется также, как в примере 1 осуществления способа. Кроме того, в этой процедуре оптимизации, дополнительно, от вычислителя 48 осуществляется управление изменением величин электрического потенциала, приложенного к металлической платформе 3 от управляемого источника стабилизированного напряжения 44.
Также как в примере 1 осуществления способа, определившись с режимами работы тепловой и тепловлажностной обработки и количеством бетонных кубиков данной марки бетона, измеряют значение величин Pизбб T, J, Rкуб.сж, W, ϕ строят соответствующие зависимости изменения величин избыточного давления Pизб (график 60 Фиг. 4), температуры T (график 61 Фиг. 5), интенсивность набора кубиковой прочности при сжатии J (график, 69 Фиг. 6), набора кубиковой прочности при сжатии Rкуб.сж (график, 70 Фиг. 7), влагосодержание в бетонных кубиках W (график 71, Фиг. 8), изменение электрического потенциала ϕ (график, 72 Фиг. 9).
Полученные экспериментальные графики зависимостей 60, 61, 69 - 72, а также используемые для их получения законы управления запоминаются в вычислителе 48 и в дальнейшем применяются для того, чтобы управлять условиями тепловой и тепловлажностной обработки различных бетонных и железобетонных изделий данной марки бетона в атмосфере камеры 1. При этом используются те же особенности обработки бетонных и железобетонных изделий, что и в примере 1 осуществления способа, причем при такой обработке осуществляется периодическое измерение и контроль соответствия измеренных величин Pизб, T соответствующим значениям величин графиков зависимостей 60, 61, 72, а также контроль по окончании обработки по двум - трем бетонным кубикам, помещаемым в камере 1 вместе с бетонными и железобетонными изделиями этой же марки бетона, на соответствие конечным значениям графиков 69, 70, 71.
Пример 4.
Для осуществления заявляемого способа требуется привести элементы устройства, представленного на фиг. 1 в такое же исходное состояние, как в примере 2 осуществления способа, кроме требования к положению подвижного плунжера 39 трехпозиционного переключателя 40. При этом подвижной плунжер 39 прерывателя 40 переводится в положение 2, обеспечивая подачу к металлической платформе 3 заданного электрического потенциала от управляемого источника стабилизированного напряжения 44.
Подбор режимов работы автономных источников тепла 7, распыливающих устройств 8 с преградами 9 и раздаточного узла 13 осуществляется также как в примере 2 осуществления способа. Кроме того, в этой процедуре оптимизации осуществляют с вычислителя 48 управления изменением величины от соответствующего источника стабилизированного напряжения 44, выходной электрический потенциал которого соединяется соответственно с металлическими пластинами 6 специального электрода.
Также как в примере 2 осуществления способа, определившись с режимами тепловой и тепловлажностной обработки, измеряют значения величин Pизб, T, J, Rкуб.сж, W и дополнительно значение величины ϕ и строят соответствующие зависимости изменения величин избыточного давления Pизб (график 65, Фиг. 4), температуры T (график 61, Фиг. 5), интенсивности набора кубиковой прочности при сжатии J (график, 73 Фиг. 6), набора кубиковой прочности при сжатии Rкуб.сж (график 74 Фиг. 7), влагосодержание в бетоне W (график 75, Фиг. 8), а также электрического потенциала ϕ (график, 72 Фиг. 9).
Полученные экспериментальные графики зависимости 65, 61, 73, 74, 75, 72, а также используемые для их получения законы управления запоминаются в вычислителе 48 и в дальнейшем применяются для того, чтобы управлять условиями тепловой и тепловлажностной обработки бетонных и железобетонных изделий заданной марки бетона в атмосфере камеры 1 обработки.
При этом используются те же особенности обработки бетонных и железобетонных изделий заданной марки бетона, что и в примере 2 осуществления способа, причем при такой обработке осуществляется периодическое измерение и контроль соответствия измеренных величин Pизб, T соответствующим значениям величин графиков зависимостей 65, 61 и 72, а также контроль по окончании обработки по двум - трем бетонным кубикам, помещаемым в камере 1 вместе с бетонными и железобетонными изделиями этой же заданной марки бетона, на соответствие конечным значениям графиков 73, 74, 75.
Пример 5.
Для осуществления заявляемого способа требуется привести элементы устройства, представленного фиг. 1 в такое же исходное состояние, как в примере 1 осуществления способа, кроме требования к положению подвижного плунжера 39 трехпозиционного переключателя 40 и к положению двухпозиционного переключателя 34. При этом подвижной плунжер 39 трехпозиционного переключателя 40 переводится в положение 2, обеспечивая подачу к металлической платформе 3 заданного электрического потенциала от управляемого источника стабилизированного напряжения 44, а двухпозиционный прерыватель 34 находится в замкнутом положении, обеспечивая подачу к металлической пластине 6 специального электрода заданного электрического потенциала от управляемого источника стабилизированного напряжения 36.
Подбор режимов работы автономных источников тепла 7, распыливающих устройств 8 с преградами 9 осуществляется так же как в примере 1 осуществления способа. Кроме того, дополнительно к этой процедуре оптимизации добавляют выполнение вычислителем 48 управления изменением величины разности электрических потенциалов U по соответствующим управляющим входам управляемых источников стабилизированного напряжения 36 и 44, выходные электрические потенциалы которых подключаются соответственно к металлическим пластинам 6 специального электрода 4 к металлическим частям платформ либо опалубок.
Также как в примере 1 осуществления способа, определившись с режимами тепловой и тепловлажностной обработки и количеством бетонных кубиков данной марки бетона, измеряют значения величин Pизб, T, J, Rкуб.сж, W и дополнительно значение величины U и строят соответствующие зависимости изменения величин избыточного давления Pизб (график 60, Фиг. 4), температуры T (график 61, Фиг. 5), интенсивности набора кубиковой прочности при сжатии J (график 76, Фиг. 6), набора кубиковой прочности при сжатии Rкуб.сж (график 77, Фиг. 7), влагосодержание в бетоне W (график 78, Фиг. 8), а также разность потенциалов U (график 79, Фиг. 9).
Полученные экспериментальные графики зависимости 60, 61, 76 - 79, а также используемые для их получения законы управления запоминаются в вычислителе 48 и в дальнейшем применяются для того, чтобы управлять условиями тепловой и тепловлажностной обработки бетонных и железобетонных изделий заданной марки бетона в атмосфере камеры 1 обработки.
При этом используются те же особенности обработки бетонных и железобетонных изделий заданной марки бетона, что и в примере 1 осуществления способа, причем при такой обработке осуществляется периодическое измерение и контроль соответствия измеренных величин Pизб, T и U соответствующим значениям величин графиков зависимостей 60, 61 и 79, а также контроль по окончании обработки по двум - трем бетонным кубикам, помещаемым в камере 1 вместе с бетонными и железобетонными изделиями этой же заданной марки бетона, на соответствие конечным значениям графиков 76, 77, 78.
Пример 6.
Для осуществления заявляемого способа требуется привести элементы устройства, представленного на фиг. 1, в такое же исходное состояние, как в примере 2 осуществления способа, кроме требования к положению подвижного плунжера 39 трехпозиционного переключателя 40 и к положению двухпозиционного переключателя 34, которые занимают такое же исходное состояние как в примере 5 осуществления способа.
Подбор режимов работы автономных источников тепла 7, распыливающих устройств 8 с преградами 9 и раздаточного узла 13 осуществляется так же как в примере 2 осуществления способа, кроме требований к положению подвижного плунжера 39 трехпозиционного переключателя 40 и к положению двухпозиционного переключателя 39, которые соответствуют примеру 5 осуществления способа.
Также как в примере 5 осуществления способа, осуществляют измерение величин Pизб, T, J, Rкуб.сж, W и U, и строят соответствующие зависимости изменения величин избыточного давления Pизб (график 65, Фиг. 4), температуры T (график 61, Фиг. 5), интенсивности набора кубиковой прочности при сжатии J (график 80, Фиг. 6), набора кубиковой прочности при сжатии Rкуб.сж (график 81, фиг. 7), влагосодержание в бетоне W (график 82, Фиг. 8), а также разность электрических потенциалов U (график 79, Фиг. 9).
Полученные экспериментальные графики зависимости 65, 61, 80, 81, 82, 79, а также используемые для их получения законы управления запоминаются в вычислителе 48 и в дальнейшем применяются для того, чтобы управлять условиями тепловой и тепловлажностной обработки бетонных и железобетонных изделий заданной марки бетона в атмосфере камеры 1 обработки.
При обработке бетонных и железобетонных изделий этой же заданной марки бетона реализуются те же особенности обработки, что и в примере 2 осуществления способа, при этом при такой обработке осуществляется периодическое измерение и контроль соответствия измеренных величин Pизб, T и U соответствующим значениям величин графиков зависимостей 65, 61 и 79, а также контроль по окончании обработки по двум - трем бетонным кубикам, помещаемым в камере 1 вместе с бетонными и железобетонными изделиями этой же заданной марки бетона, на соответствие конечным значениям графиков 80, 81, 82.
Примеры конкретной реализации способов.
Общими требованиями для всех примеров конкретной реализации способов будет следующее.
В качестве камеры 1 тепловой и тепловлажностной обработки используется камерная печь, имеющая по внутреннему своему объему 2 длину 2,0 м, ширину 2,0 м и высоту 0,8 с, при этом внутренняя поверхность обложена "красным" кирпичом из обожженной глины.
Для приготовления используется цемент марки 400 Сухоложского цементного завода Свердловской области, в качестве наполнителей используются гравий крупностью 10,0 - 50,0 мм Шарташского карьера Свердловской области и песок из Махневского карьера Свердловской области, в качестве воды затворения используется питьевая вода, требования которой соответствуют ГОСТам на ее потребление в качестве питьевой воды в городе Екатеринбурге Свердловской области.
Для всех случаев описания изобретения используется тяжелый бетон, имеющий следующий состав:
1) отношение = цемент : гравий : песок соответственно равняется 1 : 1,87 : 2,78;
2) водоцементное соотношение равно соответственно В/Ц + 0,45, что соответствует 174 л воды затворения бетона (174 л/м3).
В качестве металлической платформы 3 использовалась металлическая тележка, которая имела возможность перемещаться по рельсам внутри камеры 1 обработки, и общая площадь поверхности этой тележки, на которую отформованные бетонные и железобетонные изделия, составляет 1,9 Х 1,9 = 3,61 м2, а высота тележки, включая высоту рельс, составляет 0,3 м.
Такую же общую площадь имеют металлические пластины 6 специального электрода, закрепленные в верхней части камеры 1 обработки.
Как металлическая платформа 3, так и металлические пластины 6 специального электрода в камере 1 обработки электрически изолированы между собой и от корпусной земли цеха, в котором находится эта камера 1.
Бетонные кубики и железобетонные изделия, используемые в примерах конкретной реализации способов, имели следующие размеры: 1) кубики: 0,1 0,1 0,1 м3; 2) железобетонные блоки 0,4 0,4 1,9 м3, причем на металлическую платформу 3 укладывалось равномерно по ширине камеры 1 три железобетонные блока 4, расстояние между этими блоками, а также между крайними блоками и стенками камеры 1 составляло 0,2 м, а между торцами блоков и стенками камеры 1 составляло 0,05 м.
Во внутреннем объеме 2 камеры 1 обработки функционировало всегда одно распыливающее устройство 8 с соответствующей преградой 9, которых в объеме камеры может быть много.
При этом работа регулирующего органа 21 с регулятором 25 и отсечного клапана 20 с электромагнитом 24, а также регулируемого нагревателя 26 температуры воды в линии подачи 23 воды в распыливающее устройство 8 должны обеспечивать следующие значения величин температуры и давления воды перед распыливающим устройством 8 с преградой 9 Tв = 30oC, P = 0,4 МПа, а также длительности включения подачи воды и пауз выдерживания должны иметь соответствующие значения t1 = 3 мин; t2 = 10 мин.
Общим для всех примеров конкретной реализации также являлось и то, что вся стратегия управления условиями тепловлажностной обработки представляла ряд последовательно выполняемых друг за другом периодов: период индукционного выдерживания бетонных и железобетонных изделий, периоды чисто тепловой и тепловлажностной обработки и период выдерживания изделий во внутреннем объеме 2 камеры 1.
При этом длительность периодов индукционного выдерживания и чисто тепловой обработки совпадают, причем в течение первого часа тепловой обработки осуществляется нагрев атмосферы камеры 1 до температуры T = 50oC, а в течение второго часа тепловой обработки осуществлялось изотермическое выдерживание изделий в атмосфере камеры 1, в которой при помощи автономных источников тепла поддерживалось постоянное значение температуры T = 50oC/
Длительность периода тепловлажностной обработки изделий во внутреннем объеме 2 камеры 1 составляла 8 ч, а длительность выдерживания этих же изделий после тепловлажностной обработки в объеме 2 этой же камеры 1 составляла 1 ч.
Нагрев температуры атмосферы камеры 1 автономными источниками 7 тепла в силу высокой инерционности нагрева осуществлялось периодически и только в период пауз выдерживания изделий во внутреннем объеме 2 камеры 1 и отключение автономных источников тепла 7 осуществлялось сразу же после достижения температуры атмосферы камеры 1 среднего своего значения 40oC. При этом интервал изменения температуры в атмосфере камеры 1 изменялся относительно своего среднего значения в пределах от 35 до 45oC.
Важным требованием для всех примеров конкретной реализации способов является обеспечение более 70% достижения бетонными и железобетонными изделиями своей заданной марочной прочности М300 после выполнения всех требований технологии управления условиями тепловлажностной обработки этих изделий.
Пример 1 конкретной реализации способа. В примере все управление условиями тепловлажностной обработки соответствует примеру 1 осуществления способа.
При построении экспериментальных зависимостей 62 - 64 тепловой и тепловлажностной обработки по условиям примера 1 осуществления способа подвергалось 26 бетонных кубиков, равномерно размещаемых на платформе 3 и испытания на сжатие осуществлялись с двумя кубиками после истечения каждого часа обработки, измеренные значения величин J, Rкуб.сж и W усреднялись, и по этим значениям строились зависимости 62 - 64. При этом избыточное давление в объеме 2 камеры 1 изменялось относительно своего среднего значения 0,017 МПа в пределах от 0,0109 до 0,0192 МПа.
Граница 70% значения марочной прочности бетонных и железобетонных изделий достигалась в течение 6 ч тепловлажностной обработки в камере 1 обработки.
Пример 2. В примере все управление условиями тепловлажностной обработки соответствует примеру 2 осуществления способа.
При построении экспериментальных зависимостей 66 - 68 тепловой и тепловлажностной обработки по условиям примера 2 осуществления способа подвергалось 26 бетонных кубиков, равномерно размещаемых на платформе 3 и испытания на сжатие осуществлялись с двумя кубиками после истечения каждого часа обработки, измеренные значения величин J, RКуб.сж и W усреднялись, и по этим значениям строились зависимости 66 - 68. При этом избыточное давление в объеме 2 камеры 1 изменялось относительно своего среднего значения 0,023 МПа в пределах от 0,0217 до 0,0243 МПа.
Граница 70% значения марочной прочности бетонных и железобетонных изделий достигалась в течение 5,5 ч тепловлажностной обработки в камере 1 обработки.
Пример 3. В примере все управление условиями тепловлажностной обработки соответствует примеру 3 осуществления способа.
При построении экспериментальных зависимостей 69 - 71 тепловой и тепловлажностной обработки по условиям примера 3 осуществления способа подвергалось 26 бетонных кубиков, равномерно размещаемых на платформе 3 и испытания на сжатие осуществлялись с двумя кубиками после истечения каждого часа обработки, измеренные значения величин J, Rкуб.сж и W усреднялись, и по этим значениям строились зависимости 69 - 71. При этом избыточное давление в объеме 2 камеры 1 изменялось относительно своего среднего значения 0,017 МПа в пределах от 0,0109 до 0,0192 МПа. Значение электрического потенциала, приложенного к металлической платформе 3 от управляемого источника стабилизированного напряжения 44 изменялось ступенчато, причем первые два часа тепловлажностной обработки потенциал принимал значение 20 В, в следующие два часа 40 В, еще в следующие два часа 42 В, а в последние два с половиной часа потенциал имел напряжение 47 В, отключение источника 44 и отключение подачи электрического потенциала осуществлялось в период выдерживания после периода тепловлажностной обработки за 30 мин до окончания этого периода выдерживания.
Граница 70% значения марочной прочности бетонных и железобетонных изделий достигалась в течение 5 ч тепловлажностной обработки в камере 1 обработки.
Пример 4 В примере все управление условиями тепловлажностной обработки соответствует примеру 4 осуществления способа.
При построении экспериментальных зависимостей 73 - 75 тепловой и тепловлажностной обработки по условиям примера 4 осуществления способа подвергалось 26 бетонных кубиков, равномерно размещаемых на платформе 3 и испытания на сжатие осуществлялись с двумя кубиками после истечения каждого часа обработки, измеренные значения величин J, Rкуб.сж и W усреднялись, и по этим значениям строились зависимости 73 - 75. При этом избыточное давление в объеме 2 камеры 1 изменялось относительно своего среднего значения 0,023 МПа в пределах от 0,0217 до 0,0243 МПа (осуществлялась стабилизация величины избыточного давления путем дополнительного нагнетания воздуха в камеру 1). Значение электрического потенциала, приложенного к металлической платформе 3 от управляемого источника стабилизировнаного напряжения 44 изменялось также как в примере 3 конкретной реализации способа.
Граница 70% значения марочной прочности бетонных и железобетонных изделий достигалась в течение 4,5 ч тепловлажностной обработки в камере 1 обработки.
Пример 5 В примере 5 все управление условиями тепловлажностной обработки соответствует примеру 5 осуществления способа.
При построении экспериментальных зависимостей 76 - 78 тепловой и тепловлажностной обработки по условиям примера 5 осуществления способа подвергалось 26 бетонных кубиков, равномерно размещаемых на платформе 3 и испытания на сжатие осуществлялись с двумя кубиками после истечения каждого часа обработки, измеренные значения величин J, Rкуб.сж и W усреднялись, и по этим значениям строились зависимости 76 - 78. При этом избыточное давление в объеме 2 камеры 1 изменялось относительно своего среднего значения 0,017 МПа в пределах от 0,0109 до 0,0192 МПа. Значение разности электрических потенциалов, созданной между металлической платформой 3 и металлическими пластинами 6 специального электрода от соответствующих управляемых источников стабилизированных напряжений 36 и 44 изменялось ступенчато, причем первые два часа тепловлажностной обработки разность потенциалов принимала значение 17 В, в следующие два часа - 35 В, а в предпоследние два часа - 42 В, а в последние 2,2 ч разность электрических потенциалов U имела значение 40 В, отключение источников 36 и 44 и прекращение подачи соответствующих потенциалов для создания разности электрических потенциалов U между металлической платформой 3 и металлическими пластинами 6 специального электрода в период выдерживания после периода тепловлажностной обработки за 50 мин до окончания этого периода выдерживания.
Граница 70% значения марочной прочности бетонных и железобетонных изделий достигалась в течение 4,2 ч тепловлажностной обработки в камере 1 обработки.
Пример 6. В примере все управление условиями тепловлажностной обработки соответствует примеру 6 осуществления способа.
При построении экспериментальных зависимостей 80 - 82 тепловой и тепловлажностной обработки по условиям примера 4 осуществления способа подвергалось 26 бетонных кубиков, равномерно размещаемых на платформе 3 и испытания на сжатие осуществлялись с двумя кубиками после истечения каждого часа обработки, измеренные значения величин J, Rкуб.сж и W усреднялись, и по эти значениям строились зависимости 80 - 82. При этом избыточное давление в объеме 2 камеры 1 изменялось относительно своего среднего значения 0,023 МПа в пределах от 0,0217 до 0,0243 МПа. Значение разности электрических потенциалов, созданной между металлической платформой 3 и металлическими пластинами 6 специального электрода от соответствующих управляемых источников стабилизированного напряжения 36 и 44 изменялось также как в примере 5 конкретной реализации способа.
Граница 70% значения марочной прочности бетонных и железобетонных изделий достигалась в течение 3,7 ч тепловлажностной обработки в камере 1 обработки.
Использование способов управления условиями тепловлажностной обработки позволит значительно повысить надежность тепловлажностной обработки, снизить энергозатраты и общую продолжительность такой тепловлажностной обработки.
При такой обработке вследствие ускорения набора прочности бетона устраняется образование трещин, что в целом повысит качество бетонных и железобетонных изделий. Кроме того, существует высокая вероятность замены цемента боле высокой марки (тонкого помола) на мене низкую марку, например марку цемента 200 и 300 можно использовать вместо соответствующих марок 400 и 500. Указанные преимущества способов управления условиями тепловлажностной обработки значительно сократят себестоимость всего производства бетонных и железобетонных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО РАСПЫЛЕНИЯ ЖИДКОСТИ | 1995 |
|
RU2119121C1 |
| СПОСОБ И УСТРОЙСТВО РАСПЫЛЕНИЯ ЖИДКОСТИ | 1997 |
|
RU2143953C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ПОТУШЕНИЯ ПРОЦЕССА ГОРЕНИЯ | 1997 |
|
RU2142833C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ВЗАИМОДЕЙСТВИЯ АТМОСФЕРЫ И АГЕНТА | 1998 |
|
RU2150732C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ УДАЛЕНИЯ ЖИДКОСТИ ИЗ МАТЕРИАЛА | 1998 |
|
RU2159914C2 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2618003C1 |
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ИЗБЫТКА ВОЗДУХА В КАМЕРЕ СГОРАНИЯ | 1992 |
|
RU2067259C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТВЕРДЕНИЯ МИНЕРАЛЬНОГО ВЯЖУЩЕГО МАТЕРИАЛА | 2000 |
|
RU2163583C1 |
| СПОСОБ ПОДАЧИ И ИЗМЕРЕНИЯ РАСХОДА СРЕДЫ (ВАРИАНТЫ) | 2004 |
|
RU2287781C2 |
Изобретение относится к обработке и управлению условиями обработки отформованных изделий, в частности к обработке и управлению условиями тепловлажностной обработки отформованных бетонных и железобетонных изделий в камере обработки. Цель изобретения - повышение надежности управления условиями тепловлажностной обработки и качества бетонных и железобетонных изделий, а также снижение энергозатрат при производстве этих изделий. Это достигается тем, что в способе управления условиями тепловлажностной обработки бетонных и железобетонных изделий в камере обработки, включающем управление избыточным давлением камеры, управляют количеством влагосодержания изделий путем управления нагревом атмосферы камеры автономными источниками тепла и управления количеством воды в атмосфере камеры заданного качества ее распыла включением и выключением подачи воды на распыливающие устройства, при этом вся технология управления условиями тепловлажной обработки представляет собой ряд последовательно выполняемых друг за другом периодов: индукционного выдерживания, чисто тепловой и тепловлажностной обработки и период выдерживания изделия в камере обработки, а затем качество распыла воды в камере обеспечивается стабилизацией заданных значений температуры и давления воды в подающем трубопроводе и организацией перекрытия факела распыливания воды преградами, на которые крупные капли налетают, стекают по ним и удаляются через сливные отводы преград. Кроме того, стабилизируют величину избыточного давления атмосферы путем управления расхода воздуха, нагнетаемого в эту камеру. Так же как со стабилизацией избыточного давления атмосферы камеры путем управления расхода воздуха, нагнетаемого в эту камеру, так и без указанной стабилизации управляют величиной электрического потенциала от управляемого источника стабилизированного напряжения, приложенного к металлическим частям пластформ либо опалубок, на которых крепятся отформованные бетонные изделия, или управляют от одного или нескольких управляемых источников стабилизированного напряжения величиной разности электрических потенциалов, создаваемой между металлическими частями платформы либо опалубок и специальными электродами, представляющими собой либо металлические пластины, либо металлические части камеры обработки, при этом как металлические части платформ либо опалубок, так и металлические пластины специального электрода электрически изолированы между собой и от "корпусной" земли камеры обработки. 2 з.п. ф-лы, 9 ил.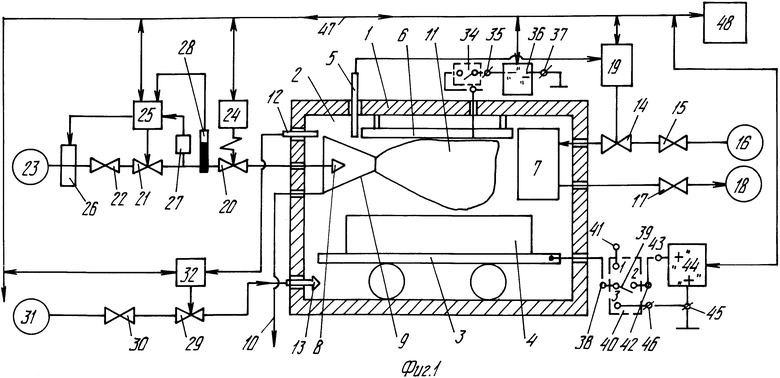
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гершберг О.А | |||
| Технология бетонных и железобетонных изделий.-М.: Изд-во литературы по строительным материалам, 1957, с.285-288 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Малинина Л.А | |||
| Тепловлажностная обработка тяжелого бетона.-М.: Стройиздат, 1977, с.118-122 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 966081, B 28B 11/24, 1982. | |||
