Изобретение относится к оборудованию для обработки кромок металлических полос (путем снятия заусенцев и закатки кромок давлением роликов).
Известен полуавтомат фирмы "Елан" (Франция), в котором в качестве инструмента используются щеточные барабаны, изготовляемые фирмами "ЗМ" (Швейцария) и "Липперт" (ФРГ) [1].
Заготовку подают в полуавтомат вручную. После захвата тянущими валками листовая заготовка проходит рабочую зону зачистки. При этом щелочный барабан (цилиндрический, дисковый или спиральный) приводится во вращение и одновременно совершает продольные осевые колебания с определенной частотой и амплитудой при заданном давлении на поверхность заготовки, обеспечивая удаление заусенцев и скругление острых кромок на торцах. Потоки жидкости под давлением до 3 атм из форсунок, расположенных по обе стороны щеточного барабана, служат для удаления оторвавшихся частиц заусенцев.
Преимуществом этого полуавтомата является то, что часовая производительность его может достигать нескольких сотен и даже тысяч деталей. При существенно меньшей ширине заготовок в станок могут подаваться полосы для обработки параллельно.
Однако процесс зачистки каждой заготовки слагается из множества технологических операций, а именно: очистки и измерения толщин, горячего или холодного обезжиривания, промывки повторно используемой водой, снятия заусенцев с верхней поверхности при вращении щеток, снятия заусенцев с нижней поверхности, промывки, сушки с помощью отжимных валиков, сушки в подогретом воздуха.
Для качественного удаления заусенцев полуавтомат требует качественного раскроя и сверления заготовок с тем, чтобы характеристики образующихся заусенцев не превышали критических значений (W = 0,4 мм).
Кроме того, для различных типов сталей и сплавов полуавтомат требует применения различных типов стальных щеток.
Известно устройство для снятия заусенцев с кромок металлической полосы [2] , содержащее раму, рабочий привод подачи заготовки, сменные роликовые блоки с регулируемым путем замены колец профилем ручья, включающие каждый нижний и верхний ролики с расточками, размещенными на торцах разъема. Кольца имеют накатные канавки, образующие донную часть ручья. Устройство содержит узлы регулировки и нагружения элементов, образующих профильный ручей.
Чтобы осуществить регулировку элементов профильного ручья, необходимо роликовые блоки освободить от болтовых соединений, произвести демонтаж и замену колец и вновь их смонтировать. Это усложняет регулировку и снижает производительность труда при переходе на зачистку полосы другого профиля.
Задача изобретения заключается в том, чтобы за счет упрощения регулировки профильного ручья повысить производительность зачистки от заусенцев кромок листовых деталей (полос) под сварку и повысить качество зачистки деталей.
Для этого устройство для снятия заусенцев с металлических полос содержит раму, привод подачи полосы, сменные роликовые блоки, состоящие каждый из нижнего и верхнего вертикальных роликов, установленные на общей оси в опорах и состыкованных торцами, образующих профильный ручей с накатной канавкой в его донной части, механизм регулирования положения роликовых блоков. Новым является то, что роликовые блоки выполнены с возможностью осевого перемещения верхнего ролика относительно нижнего, для чего блоки снабжены направляющими пальцами, пропущенными сквозь отверстия в нижнем ролике параллельно оси блока и входящими в глухие отверстия верхнего ролика, и пружиной, поджимающей верхний ролик блока к нижнему, при этом свободно выступающие из отверстий в нижнем ролике нижние концы пальцев оперты на торец навинченной на ось регулировочной гайки, которой снабжен блок, опоры блока установлены в подпружиненном держателе, причем держатели блоков на одной стороне установлены на раме, а с другой стороны -на дополнительном опорном средстве, имеющем возможность поперечного перемещения относительно рамы, а механизм регулировки положения роликовых блоков выполнен в виде ходового винта, связывающего дополнительное опорное средство и раму, при этом на противолежащих торцевых поверхностях роликов выполнены зачистные элементы.
Зачистные элементы на рабочей торцовой поверхности каждого ролика выполнены в виде пересекающихся под углом 135o прямоугольных канавок.
Зачистные элементы в роликах выполнены в виде расположенных в шахматном порядке сквозных отверстий на рабочем торце.
Технический результат выразится в следующем.
Наличие сменного роликового блока, выполненного с возможностью осевого перемещения вертикальных роликов относительно направляющих, а также наличие навинченной на ось регулировочной гайки и опирание нижних концов, свободно выступающих из отверстий в нижнем ролике, на торец этой регулировочной гайки, позволяет облегчить переход на зачистку профилей полос, толщина которых превышает допустимые пределы регулировки прижимным роликом.
Выполнение зачистных элементов на противоположных торцах поворотных роликов, а также наличие пружины и направляющих пальцев, пропущенных сквозь отверстия в нижнем ролике параллельно оси блока, входящих в глухие отверстия вертикальных роликов, позволяет за один прием качественно зачищать кромки полосы от таких заусенцев, разность высот которых превышает допустимые размеры.
Установка опор блока в подпружиненных держателях, а также установка на одной стороне держателей блоков на раме, а с другой стороны - на дополнительном опорном средстве, имеющем возможность поперечного перемещения относительно рамы, позволяет притуплять накаткой по профилю радиусной канавки кромки полосы.
Выполнение механизма регулировки положения дополнительных блоков в виде ходового винта, связывающего дополнительное опорное средство и раму, обеспечивает изменение профиля ручья в горизонтальной плоскости. Это позволяет зачищать полосы разной ширины.
Выполнение зачистных элементов в виде пересекающихся под углом 135o прямоугольных канавок, по сравнению с накатной канавкой, имеющей меньшую угловую скорость, создает условие для срезания заусенцев одновременно с накаткой закруглений по торцам. Этому условию удовлетворяет и периферийное расположение зачистных элементов, выполненных в виде сквозных, расположенных в шахматном порядке отверстий.
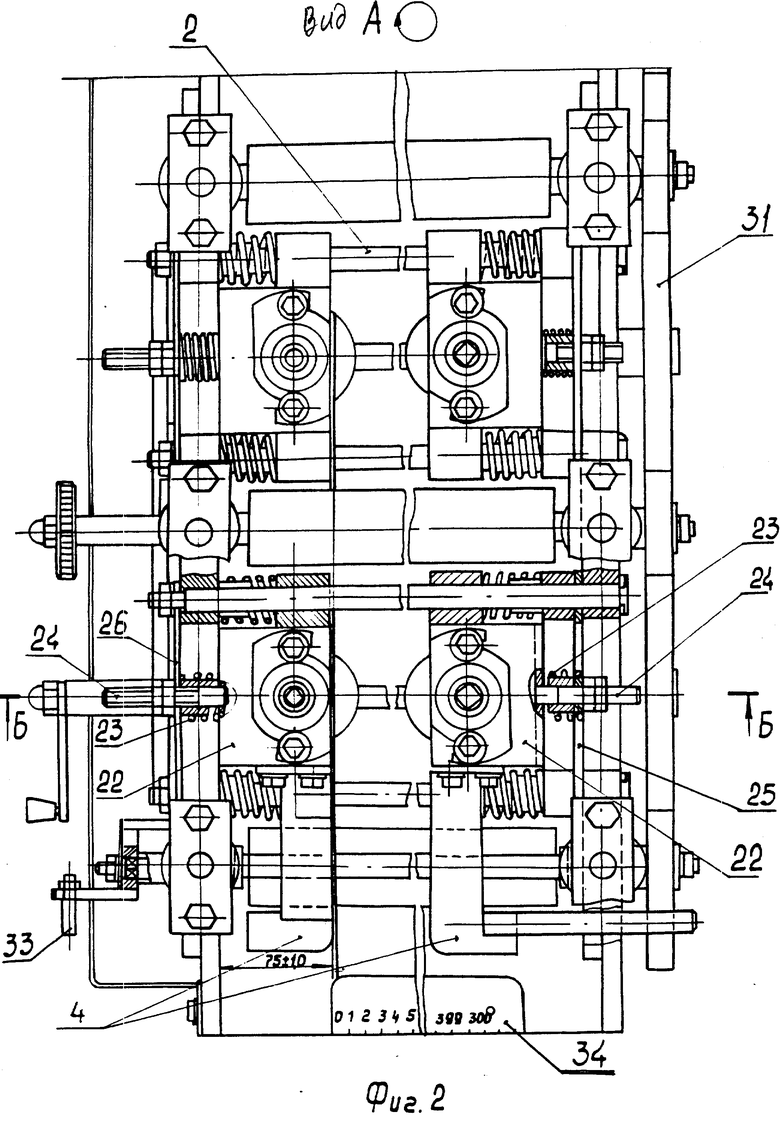
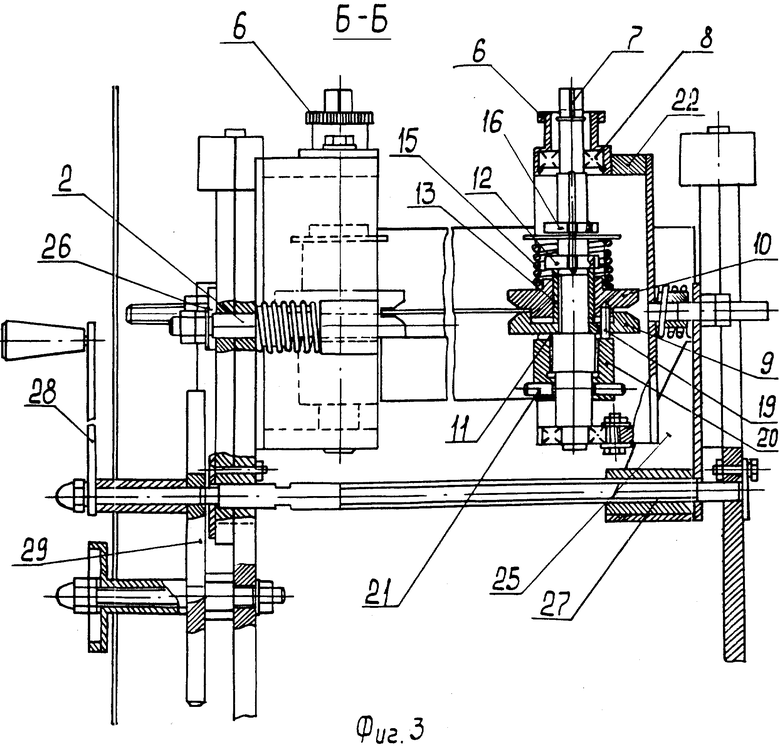
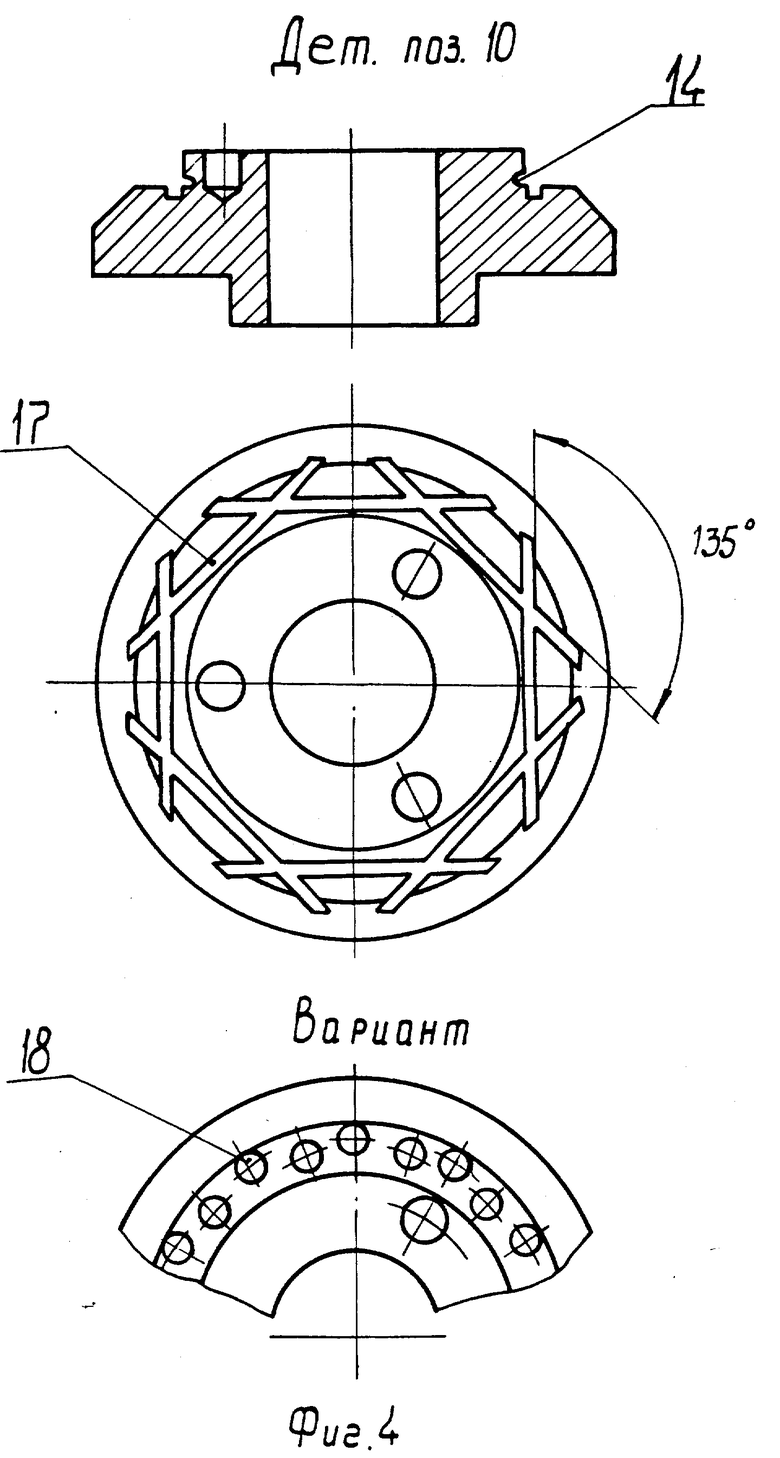
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4 - деталь, позиция 10.
Устройство для удаления заусенцев с металлических полос содержит раму 1 с двумя парами направляющих 2, рольганг 3, упоры 4 для установки заготовки в требуемое положение, привод 5 подачи полосы, сменные роликовые блоки 6 с регулируемым профилем ручья и механизм регулировки положения роликовых блоков. Каждый сменный роликовый блок состоит из установленных на общей сои 7 в опорах 8 нижнего 9 и верхнего 10 вертикальных роликов с расточками, образующим профильный ручей с заходной его частью и соединение роликов торцами встык с возможностью осевого перемещения верхнего ролика относительно нижнего.
Нижний ролик 9 к ступени 11 оси 7 прижат гайкой 12 через съемную втулку 13.
Верхний ролик 10 имеет накатную канавку 14 и поджат пружиной 15. Пружина нагружена гайкой 16, навинченной на ось 7 для регулирования силового воздействия на заусенцы. Накатная канавка 14 выполнена на наружной поверхности кольцевого выступа верхнего ролика 10 из цементирующей стали и образует донную часть профильного ручья. Размер накатной канавки выбран соответствующим толщине заготовки.
На противоположных рабочих торцовых поверхностях роликов выполнены зачистные элементы в виде пересекающихся под углом 135o прямоугольных канавок 17 или сквозных отверстий 18, расположенных в шахматном порядке на рабочем торце.
Роликовые опоры снабжены направляющими пальцами 19, пропущенными сквозь отверстия в нижнем ролике 9 параллельно оси блока. Пальцы входят в глухие отверстия верхнего ролика 10.
Блоки снабжены пружиной 15, поджимающей верхний ролик блока к нижнему, и регулировочными гайками 20. Свободно выступающие из отверстий в нижнем ролике 9 концы пальцев оперты на торец навинченной на ось регулировочной гайки 20. Регулировочная гайка имеет фиксирующие винты 21.
Механизм регулировки положения роликовых блоков включает подпружиненные держатели 22. В держателе 22 установлены опоры 8 блока 6.
Держатели блоков на одной стороне устройства установлены на раме 1 посредством съемных кронштейнов 26.
Держатели блоков на другой стороне установлены на дополнительном опорном средстве 25, имеющем возможность поперечного перемещения относительно рамы 1.
Каждый держатель с рамой связан посредством направляющих 2, силовых пружин 23 и винтового фиксатора 24, посредством которого держатель имеет возможность регулируемого нагружения и ограничения встречного хода в горизонтальной плоскости между роликовыми блоками.
Механизм регулировки положения роликовых блоков 6 выполнен в виде ходового винта 27, связывающего дополнительное опорное средство 25 и раму 1.
Один из ходовых винтов 27 имеет рукоятку 28 и связан с другим ходовым винтом зубчатой передачей 29 для обеспечения параллельности перевода дополнительного опорного средства 25 из одного положения в другое.
Диапазон регулировки профиля ручья по вертикали ограничен величиной свободного хода направляющих пальцев 19 относительно нижнего ролика 9 и соответствующим расстоянием от верхнего торца ролика 10 до гайки 12, крепящей съемную втулку и нижний ролик на ступени 11.
Привод подачи полосы содержит три пары вертикально сдвоенных валков 30, зубчатую передачу 31 и электропривод 32. Валки в заходной зоне снабжены рукояткой 33, соединенной с эксцентриковым прижимом валка.
Процесс регулировки устройства для удаления заусенцев с металлических полос сводится к следующему.
Винтовым фиксатором 24 относительно дополнительного опорного средства 25 регулируют усилия обкатки роликовыми блоками для деформации кромок полосы в горизонтальной плоскости, затем вращением рукоятки 28 каретки устанавливают по линейке 34 на соответствующий ширине полосы калибр.
Чтобы создать давление на кромки полосы при ее транспортировке между роликами в горизонтальной плоскости, расстояние между накатными канавками 14 устанавливается на 2 - 3 мм меньше, чем ширина металлической полосы, подлежащей зачистке.
Регулировочной гайкой 20 в каждом блоке 6 относительно нижнего ролика 9 устанавливают соответствующий толщине полосы профиль ручья, затем устанавливают необходимое усилие нагружения от пружины 15 верхнего ролика 10 в каждом роликовом блоке посредством поворота гайки 16.
Профиль ручья и необходимое для снятия заусенцев усилие на осях 7 сменных роликовых блоков 6 могут быть отрегулированы гайками 20 и 16 предварительно до установки блоков в держатели, и тогда один комплект блоков при переходе на зачистку другого размера детали можно заменить на другой без регулировки. Регулировка в этом случае потребуется только по горизонтальному калибру.
Устройство работает следующим образом.
От электродвигателя включают вращение приводных валков, спаренных со вспомогательными.
Полосу ориентируют по упорам 4 и вводят вручную в первую пару валков 30 (верхний валок посредством рукоятки 33 приподнят), после чего полосу нагружают верхним вспомогательным валком с помощью эксцентрикового прижима и рукоятки 33 и протягивают через профильный ручей, образованный двумя парами сменных роликовых блоков. При этом как блоки, так и отдельные ролики могут поджиматься с заданным усилием друг к другу или разводиться по двум взаимно перпендикулярным плоскостям в зависимости от неровностей и профиля по торцу полосы.
Заусенцы, имеющиеся на кромках заготовки, снимаются зачистными элементами 17, 18, и острые кромки полосы по ее торцам притупляются накатными канавками 14.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ПРОФИЛЕЙ | 1992 |
|
RU2045362C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРУЮЩИХ ОКОННЫХ РАМ | 1995 |
|
RU2104387C1 |
| ВИНТОВОЙ ДОМКРАТ | 1996 |
|
RU2128142C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ СТЕРЖНЕЙ В ХОМУТ | 1992 |
|
RU2019336C1 |
| АВТОМАТИЧЕСКИЙ СТОЯНОЧНЫЙ ТОРМОЗ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 1996 |
|
RU2129502C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ЗЕРКАЛА | 1994 |
|
RU2083152C1 |
| РАЗМАТЫВАТЕЛЬ РУЛОНОВ ЯЩИЧНОГО ТИПА | 1997 |
|
RU2131316C1 |
| МАШИНА ДЛЯ ЗАЧИСТКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1998 |
|
RU2157737C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПОДВЕСКА ПОДВАГОННОГО ГЕНЕРАТОРА | 1992 |
|
RU2045430C1 |
Изобретение относится к оборудованию для обработки кромок металлических полос под сварку. Оно упрощает регулировку профильного ручья и повышает производительность зачистки кромок деталей. Для этого устройство содержит раму, рабочий привод, сменные роликовые блоки с регулируемым профилем ручья, включающие каждый вертикальные нижний и верхний ролики с расточками, выполненными на торцах разъема, и накатной канавкой, образующей донную часть ручья, узлы регулировки и нагружения элементов, образующих профильный ручей. Новым является то, что сменный роликовый блок, на роликах которого выполнены противолежащие зачистные элементы, снабжен пружиной и направляющими пальцами, пропущенными сквозь нижний ролик, одни концы которых помещены в глухие отверстия установленного с возможностью осевого перемещения верхнего ролика, а выступающие нижние концы при помощи опирающейся на верхний ролик пружины прижаты к торцу регулировочной гайки, и установлен в плавающем держателе, связанном посредством направляющих и винтового фиксатора с боковой опорой и нагруженном относительно последней силовой пружиной с возможностью регулировки нагружения, причем одна из боковых опор выполнена в виде каретки, связанной с рамой ходовым винтом, а другой опорой служит рама. Зачистные элементы выполнены в виде пересекающихся под углом 135o прямоугольных канавок или в виде сквозных отверстий, расположенных в шахматном порядке на рабочем торце ролика. 2 з.п. ф-лы, 4 ил.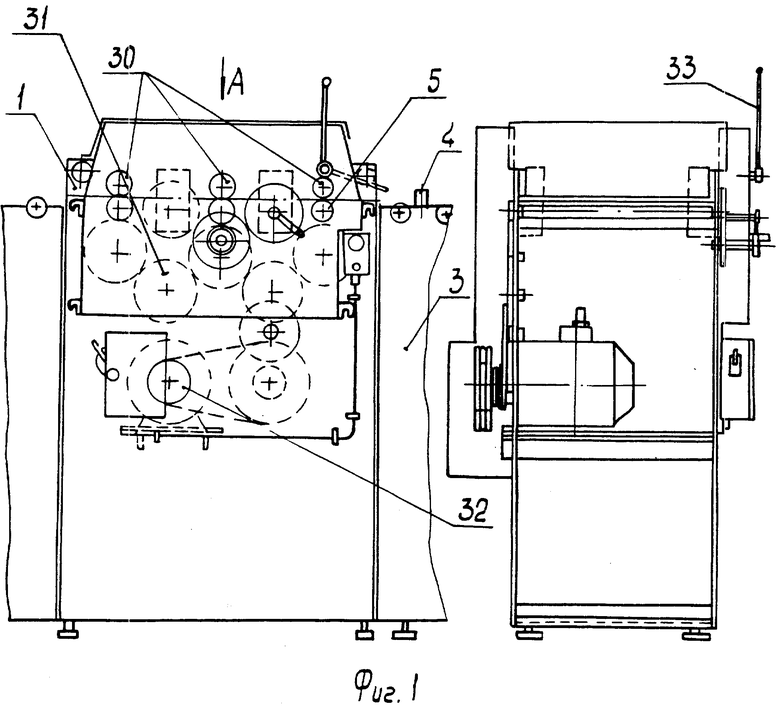
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воронина А.А., Махнач Е.К | |||
| Современная технология зачистки заусенцев на листовых деталях | |||
| Авиационная промышленность | |||
| Устройство для уменьшения кормового сопротивления среды движению судов | 1927 |
|
SU19947A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1581415, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
