Изобретение относится к обработке металлов давлением, а точнее к оборудованию для изготовления сортовых профилей.
Известен профилегибочный стан, содержащий раму, установленную на ней станины для каждой пары рабочих валков, в окнах станины расположены узлы рабочих валков с корпусами подшипниковых опор, цепной привод вращения рабочих валков и натяжные станции цепных передач [1].
Недостатком этого стана являются большие габариты и вес стана из-за выполнения цепных передач большой длины, одна из которых охватывает все верхние рабочие валки, а другая охватывает нижние рабочие валки, и необходимость роликов для увеличения дуги обхвата звездочек, а также наличие станции натяжения. Кроме того, наличие множества станций рабочих клетей и натяжных роликов увеличивает массу, габариты, трудоемкость изготовления стана и обслуживание.
Известен профилегибочный стан для изготовления сортовых гнутых профилей, содержащий фундаментную плиту, на которой установлены левая и правая станины с окнами для установки подушек рабочих валков. Верхние крышки станины выполнены из горячекатанных швеллеров и крепятся болтами непосредственно к стойкам станины. В каждую крышку ввинчивается верхний нажимной винт. Привод валков осуществляется от одного электродвигателя, установленного у первой пары рабочих валков профилегибочного стана. От двигателя через звездочки и цепную передачу вращение передается нижнему валку первой клети стана, а остальные валки вращаются за счет серии зубчатых шестерен [2].
Из недостатков конструкции данного стана следует отметить:
- наличие привода со стороны обслуживания, что с точки зрения техники безопасности нежелательно;
- не предусмотрена установка вертикальных направляющих роликов, что снижает технологические возможности стана;
- отсутствие валкового устройства для предотвращения продольного скручивания профилей;
- отсутствие общего привода нажимных винтов в рабочей клети.
Из известных профилегибочных станов наиболее близким по технической сущности является стан, содержащий раму с общей станиной в виду двух параллельно смонтированных на раме щек, в окнах которой установлены узлы рабочих валков с корпусами подшипниковых опор и цепной привод вращения рабочих валков, охватывающий каждую пару соседних клетей, при этом выходной вал редуктора связан с приводным концом валка средней пары рабочих винтов. Пазы (окна) опорных щек закрыты крышками, в которых установлены нажимные винты, опорные концы упираются в корпуса (подушки) подшипниковых опор верхних валков. Между верхними и нижними подушками размещены упругие элементы, осуществляющие уравновешивание верхнего валка. При формовке узких полос в окна станин вместо горизонтальных рабочих валков устанавливают опоры с вертикальными неприводными роликами, которые осуществляют удерживание узкой полосы на оси формовки и направление ее в последующие горизонтальные дисковые калибры. В этом случае для передачи вращения валкам последующей горизонтальной клети применяются цепи большей длины. Все корпуса (подушки) подшипниковых опор рабочих валков фиксируются в окнах станины от осевого смещения посредством выступов, выполненных на боковых стенках подушек. При необходимости замены калиброванных дисков рабочий валок вместе с подушками извлекается с помощью крана из окон станины (для чего предварительно снимаются крышки с нажимными винтами и отсоединяются цепи со звездочками нижнего валка) и на специальном стенде производится снятие с вала одной из подушек, а затем снимаются заменяемые диски и устанавливаются новые, после чего монтируется на вал подушка с подшипниковыми опорами [3].
Недостатками этого стана являются:
- значительные простои стана при замене калиброванных дисков на рабочих валках, что снижает производительность стана;
- установка вертикальных направляющих валков приводит к уменьшению числа горизонтальных рабочих валков, что снижает технологические возможности стана;
- отсутствие валкового устройства для предотвращения продольного скручивания профилей;
- отсутствие общего привода нажимных винтов в рабочей клети приводит к увеличению продолжительности настройки и перекосу валков, что уменьшает производительность стана и снижает точность профилирования;
- использование упругих элементов для уравновешивания верхнего валка клети не обеспечивает стабильности прижатия верхних подушек к опорным торцам нажимных винтов в условиях широкого диапазона регулировки межцентрового расстояния, которое наблюдается на сортовых профилегибочных станах.
Технической задачей изобретения является повышение производительности стана за счет сокращения продолжительности замены рабочих дисков на валках и настройки стана, расширение технологических возможностей стана путем установки вертикальных направляющих роликов после каждой клети, а также повышение качества профилей за счет установки поворотного устройства за чистовой клетью стана и установки на всех рабочих клетях спаренных нажимных устройств.
Технический результат достигается тем, что в профилегибочном стане, содержащем раму с общей станиной в виду двух параллельно смонтированных на раме щек, в окнах которой установлены узлы рабочих валков с корпусами подшипниковых опор и цепной привод вращения рабочих валков, охватывающий каждую пару соседних клетей, при этом выходной вал редуктора связан с приводным концом валка средней пары рабочих валков, согласно изобретению стан снабжен вертикальными направляющими роликами, установленными между стойками щек за каждой парой рабочих валков с возможностью перемещения перпендикулярно оси прокатки, дополнительно содержит клеть с парой горизонтальных и парой вертикальных роликов, закрепленную на торцах щек за последней рабочей клетью с возможностью поворота относительно оси прокатки, корпуса подшипниковых опор рабочих валков с неприводной стороны снабжены фланцами с отжимными винтами, а подшипники смонтированы на втулке с кольцевым выступом, диаметр которого превышает диаметр отверстия в крышке подшипника, кроме того, корпуса подшипниковых опор верхнего валка жестко соединены посредством кронштейнов и пальцев с концами нажимных винтов, каждый из которых взаимодействует с червячной шестерней-гайкой, установленной между упорными подшипниками и которая приводится во вращение от общего червячного вала.
Такое конструктивное выполнение профилегибочного стана позволяет сократить продолжительность замены калиброванных дисков на рабочих валках, расширить технологические возможности стана, а также сократить продолжительность настройки клетей и повысить качество профилей.
Сокращение продолжительности замены калиброванных дисков на рабочих валках достигается за счет того, что предложенное конструктивное выполнение подушек (корпусов подшипниковых опор) рабочих валков с неприводной стороны позволяет снимать данные подушки с валков непосредственно в клети, после чего через окно станины с оси валка снимаются заменяемые и устанавливаются новые диски, а затем и подушка.
Расширение технологических возможностей стана достигается за счет того, что вертикальные направляющие ролики смонтированы между стойками щек после каждой клети, при этом все рабочие горизонтальные клети остаются на месте.
Установка за чистовой рабочей клетью поворотной клети с двумя горизонтальными и двумя вертикальными роликами позволяет существенно повысить качество профиля за счет устранения продольного скручивания.
Кроме того, жесткое соединение подушек верхних валков с нажимными винтами, имеющими общий привод, позволяет предотвратить перекос валков при настройке калибров за счет синхронного перемещения нажимных винтов и тем самым повысить точность профилирования.
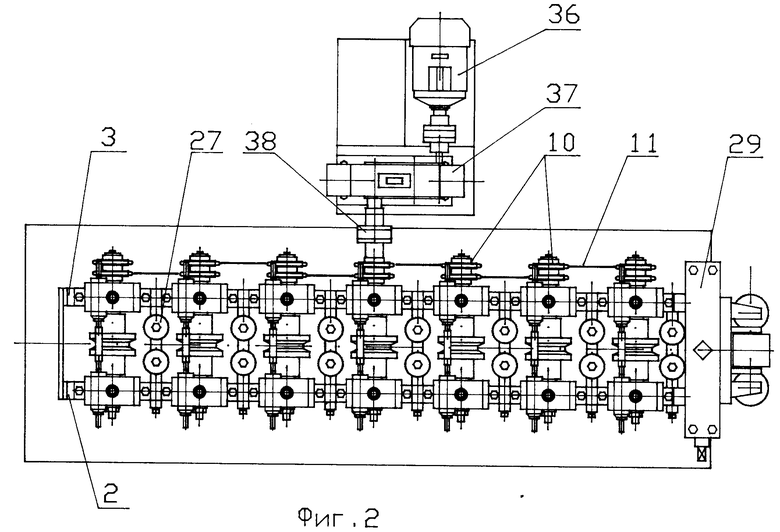
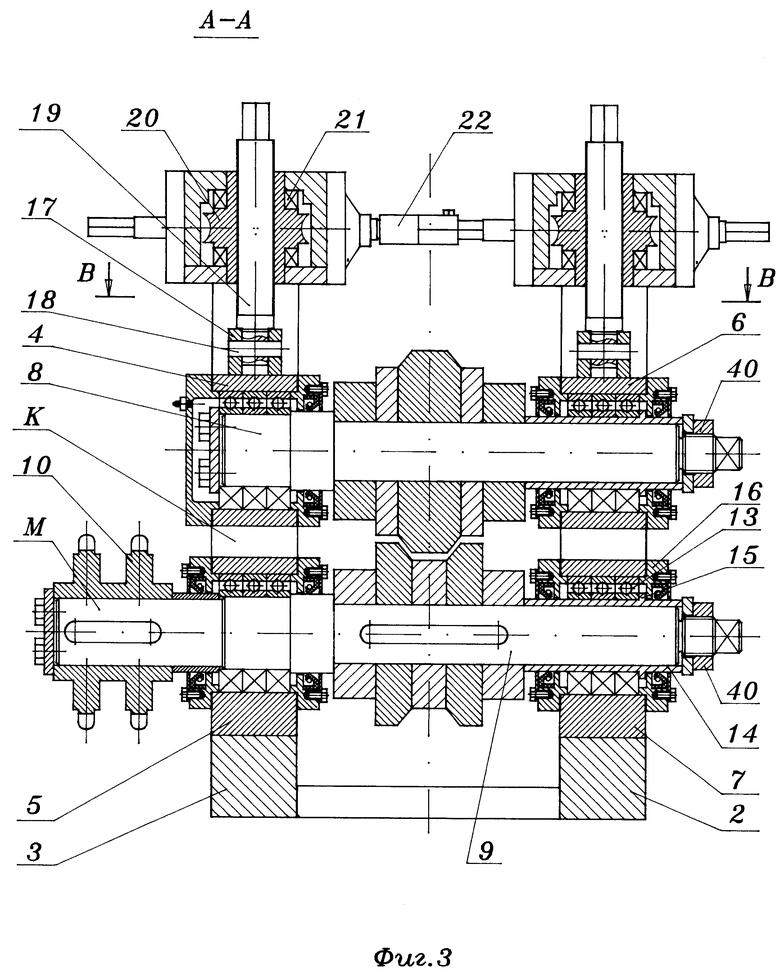
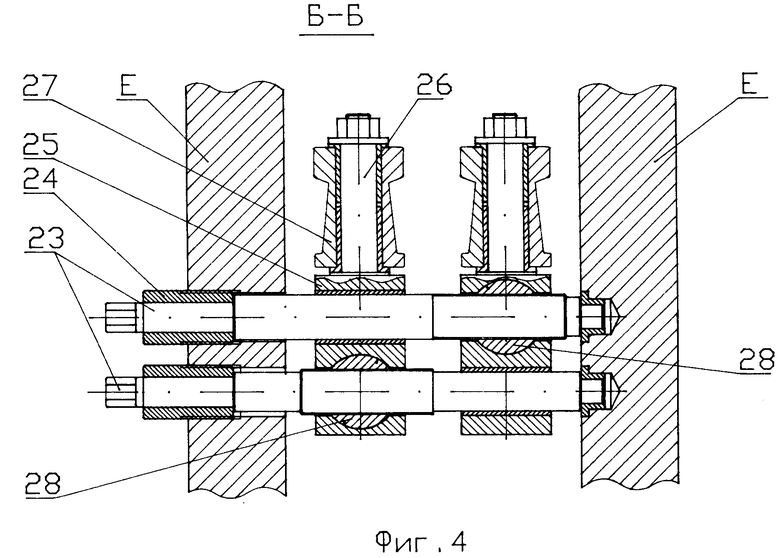
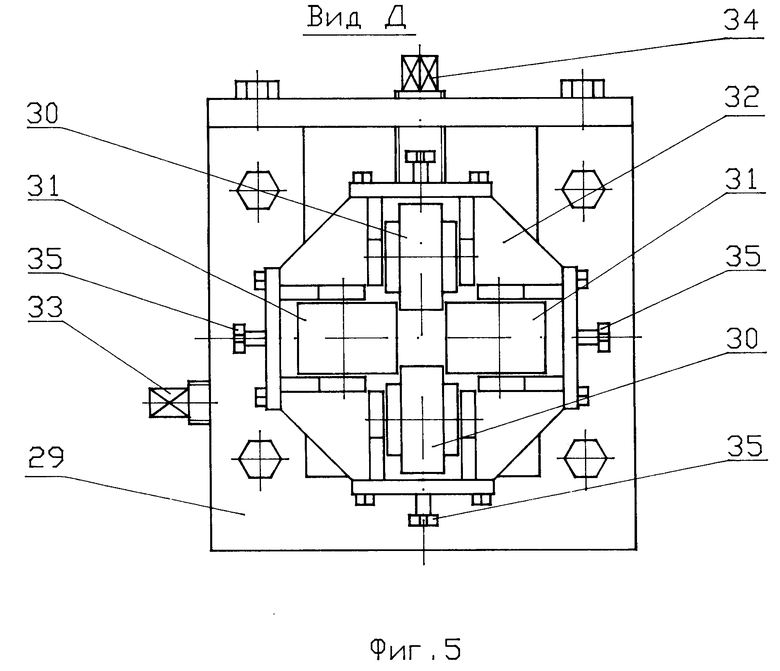
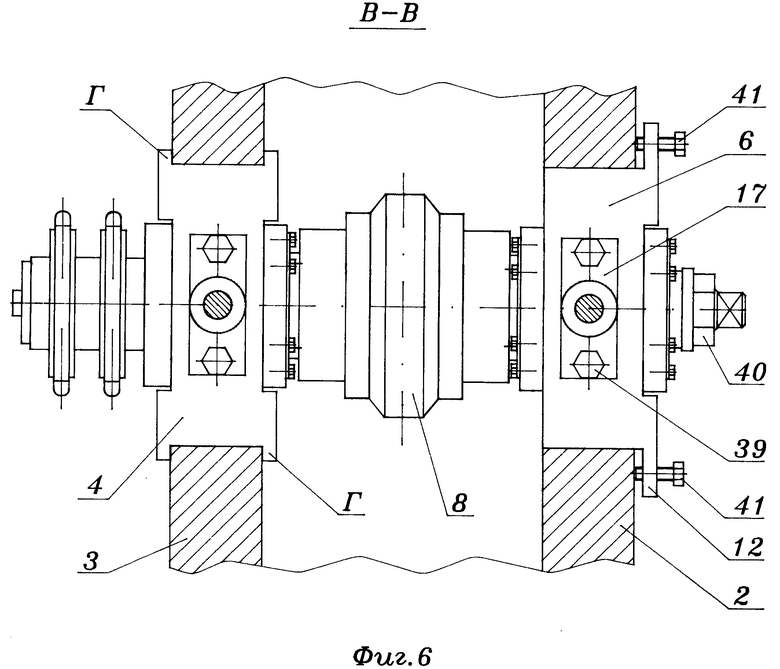
На фиг. 1 изображен общий вид стана для производства сортовых гнутых профилей; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - вид Д на фиг. 1; на фиг. 6 - разрез В-В на фиг. 3.
Профилегибочный стан содержит раму 1, установленную на ней станину, выполненную общей под все узлы рабочих валков в виде двух параллельно расположенных щек 2 и 3 с вертикальными стойками Е, образующими пазы (окна) K, в каждом из которых установлены подушки 4, 5, 6 и 7 (корпуса подшипниковых опор) рабочих валков 8 и 9. На приводных шейках M нижнего валка 9 установлены звездочки 10, несущие цепи 11 для передачи вращения на звездочки, установленные на нижних валках 9 соседних рабочих клетей.
Корпуса подшипниковых опор 4, 5 рабочих валков 8 и 9 со стороны привода фиксируются от осевого перемещения в окнах K станины удерживающими выступами Г, а с неприводной стороны валков 8, 9 корпуса подшипниковых опор 6 и 7 выполнены без удерживающих выступов и снабжены только фланцами 12 с отжимными винтами 41, что позволяет в случае необходимости снимать корпуса 6 и 7 с осей рабочих валков и извлекать их из окна К станины. Подшипники 13 в корпусах подшипниковых опор 6 и 7 смонтированы на втулке 14 с кольцевым выступом 15, диаметр которого превышает диаметр отверстия в крышке 16 подшипникового узла, что позволяет устанавливать корпуса 6 и 7 на оси валков (или снимать их) без демонтажа подшипниковых узлов и втулок 14.
Корпуса подшипниковых опор 4 и 6 верхних рабочих валков 8 соединены посредством кронштейнов 17 и пальцев 18 с концами нажимных винтов 19, каждый из которых взаимодействует с червячной шестерней-гайкой 20, установленной между упорными подшипниками 21 и которая приводится во вращение от общего червячного вала 22. Жесткое соединение подушек 4 и 6 верхнего валка 8 с нажимными винтами 19, имеющими общий привод, позволяет исключить из устройства клети механизм уравновешивания верхнего валка, а также предотвращать перекос валков при настройке калибров за счет синхронного перемещения нажимных винтов.
Между каждой парой вертикальных стоек Е щек 2 и 3 станины смонтированы две направляющие 23, каждая из которых имеет резьбовой участок и хвостовик под ключ. Направляющие 23 закрепляются в стойках Е при помощи резьбовых втулок 24. На направляющих 23 установлены корпуса 25 роликодержателей, на вертикальных консолях 26 которых смонтированы на подшипниках скольжения вертикальные ролики 27. Передвижение корпусов 25 вдоль направляющих 23 обеспечивают круглые бронзовые гайки 28, закрепленные в корпусах 25. При вращении направляющей 23 гайка 28 передвигается по резьбовому участку направляющей, увлекая за собой корпус 25 с роликом 27. Регулировка левого ролика осуществляется вращением верхней направляющей, а правого - нижней направляющей.
Для устранения скручивания профилей вокруг продольной оси на торцах щек станины за последней рабочей клетью установлена поворотная относительно оси прокатки клеть 29 с парой горизонтальных 30 и парой вертикальных 31 роликов, оси которых расположены в одной вертикальной плоскости. Роликодержатели с роликами 30 и 31 смонтированы на общей плите 32, которая посредством червяка 33 может поворачиваться в диапазоне 10-20 градусов относительно вертикальной оси, а также перемещаться в вертикальной плоскости при помощи винтового механизма 34. Затвор между горизонтальными и вертикальными роликами регулируется нажимными винтами 35.
Вращение нижних рабочих валков 9 с калибрами осуществляется от привода 36 через редуктор 37, соединенный при помощи муфты 38 с приводным хвостовиком вала рабочего валка 9, расположенным посредине стана, через звездочки 10 цепного механизма.
Стан работает следующим образом.
Исходная заготовка (лента из пачки или рулона) подается в первую пару дисковых калибров, размещенных на валках 8 и 9. Вращением приводных дисковых калибров, размещенных на валке 9, заготовка проталкивается через вертикальные ролики в следующую пару дисковых калибров. Вертикальные ролики осуществляют удержание полосы на оси формовки, а также участвуют в его формовке. По мере прохождения ленты через вертикальные и горизонтальные калибры осуществляется ее продольное формирование гибкой в готовый профиль. Окончательно сформированный профиль выходит из чистовой рабочей клети и проходит через четырехвалковый калибр поворотной клети. В случае скручивания профиля вокруг продольной оси, калибр поворотной клети поворачивается относительно оси прокатки в сторону, противоположную направлению скручивания профиля, до тех пор, пока не устранится скручивание профиля. Из поворотной клети готовый профиль выходит на рольганг (не показан) приемного стеллажа стана, с которого удаляется любым известным способом.
Замена дисков на рабочих валках 8, 9 осуществляется непосредственно на стане, при этом оси валков и корпуса (подушки) подшипниковых опор со стороны привода не извлекаются из станины. Замена дисков производится в следующей последовательности. С помощью червячного вала 22 верхний валок 8 приподнимается так, чтобы верхние диски вышли из калибра нижнего валка 9. Затем снимаются болты 39, удерживающие кронштейн 17 на подушке 6, откручиваются гайки 40 и путем вворачивания отжимных винтов 41 в резьбовые отверстия фланцев 12 выводят из окна станины подушку 6 в сборе с подшипниковым узлом и втулкой 14. После чего с оси вала 8 снимаются заменяемые диски. Аналогичным образом через окно станины снимаются с оси нижнего валка 9 подушка 7 и заменяемые диски. Установка на оси валков новых дисков и подушек 7 и 6 выполняется в обратном порядке.
Предложенный профилегибочный стан по сравнению с известными позволит повысить производительность и расширить технологические возможности, а также улучшить качество готовых гнутых профилей.
Источники информации, принятые по внимание при составлении заявки
1. Европейский патент Ep N 0005060, кл. B 21 D 5/08, 1980.
2. Тришевский И.С. и др. Оборудование для производства гнутых профилей за рубежом. - Металлургическое оборудование (НИИИНФОРМТЯЖМАШ), 1975, N 4, стр. 33-34.
3. Патент Российской Федерации N 2029645, B 21 D 5/06, 1995.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| РАЗРАВНИВАТЕЛЬ-УПЛОТНИТЕЛЬ ПОРОШКА В ЖЕЛОБЕ | 1996 |
|
RU2108203C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| РАЗМАТЫВАТЕЛЬ РУЛОНОВ ЯЩИЧНОГО ТИПА | 1997 |
|
RU2131316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
Изобретение может быть использовано при изготовлении сортовых гнутых профилей. На раме с общей станиной в виде двух параллельных щек смонтированы пары рабочих валков с подшипниковыми опорами. Для вращения валков предусмотрен цепной привод с редуктором, охватывающий каждую пару соседних клетей. Выходной вал редуктора связан с приводным концом валка одной из пар рабочих валков. Между стойками щек за каждой парой валков установлены вертикальные направляющие ролики, перемещающиеся перпендикулярно оси прокатки. За последней рабочей клетью смонтирована с возможностью поворота относительно оси прокатки клеть с парой горизонтальных и парой вертикальных роликов. Расположенные с неприводной стороны валков подшипниковые опоры снабжены втулками с кольцевым выступом, диаметр которого превышает диаметр отверстия в крышке подшипника. Подшипники установлены на втулках. Корпуса подшипниковых опор верхних валков жестко связаны с нажимными винтами. В результате обеспечивается повышение производительности стана и качества профилей. 1 з.п.ф-лы, 6 ил.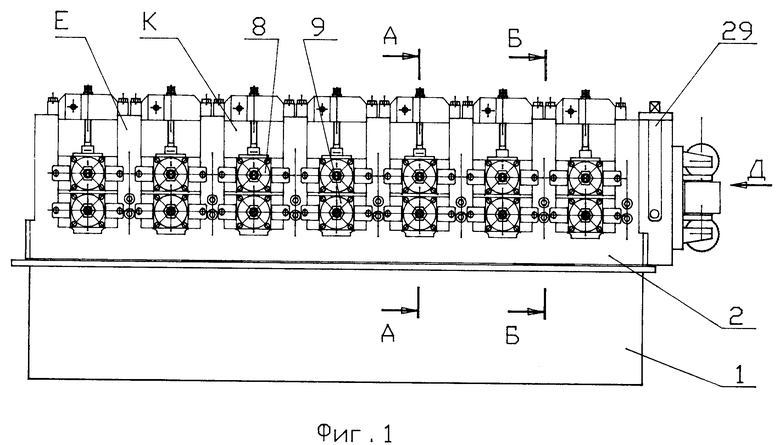
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1994 |
|
RU2071851C1 |
| Профилегибочный стан | 1976 |
|
SU593773A1 |
| US 4176589 A, 04.12.79 | |||
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ | 2012 |
|
RU2499881C2 |
| Устройство для статистических исследований пропусковой способности сетей связи | 1973 |
|
SU490135A1 |
