Машина для зачистки конца держателя и контактного торца сварочных электродов, покрытых, металлических для ручной дуговой сварки и наплавки металлов, предназначена для использования в поточно-механизированных линиях и комплексах при производстве сварочных электродов.
Известна машина для зачистки сварочных электродов производства фирмы "Эрликон" (каталог фирмы "Эрликон Бюрле АО", модель ВМ. 3.001 [I]), содержащая размещенные на станине ленточный транспортер в виде двух параллельно движущихся ремней, устройства выравнивания электродов на транспортере, механизмы для зачистки конца держателя и контактного торца электрода, прокатчик вращения электрода в процесс зачистки, а также установленные перпендикулярно к ленточному транспортеру приемный от электродообмазочного пресса транспортер и диск-отражатель электродов.
Известная машина имеет следующие недостатки. Прокатчик выполнен плоскоременного типа, имеющим прижимную каретку трения. Прижимная каретка, воздействующая на ремень, натянутый между двумя вращающимися шкивами, в процессе работы подвержена постоянному нагреву, поскольку ремень скользит по каретке непрерывно с некоторым радиальным натягом. Вследствие этого нагревается и прижим и ремень, что в конечном итоге приводит к перекосу электродов при их вращении и к сбоям в работе машины. Попытка, предпринятая фирмой "Эрликон" по облицовке прижимной каретки антифрикционным материалом, не исключает этого недостатка в полной мере, хотя частота возникновения сбоев при этом несколько уменьшается.
Другим недостатком плоскоременного прокатчика является невозможность обеспечить работу машины при изготовлении достаточно широкого диапазона электродов по длине. Так, например, он обеспечивает зачистку электродов длиной L=450 мм, а для зачистки электродов меньшей длины нужно устанавливать другой прокатчик, с меньшим расстоянием между его прижимными ремнями. Попытка некоторых изготовителей (Орловский сталепрокатный завод г. Орел, "Тяжпрессмаш", г. Рязань и др.) выполнить плоскоременный прокатчик регулируемым путем разделения его на две части привела не только к усложнению конструкции, но и к низкой надежности и частым сбоям в работе из-за сложности настройки обоих частей на одновременную синхронную их работу.
Крупным недостатком плоскоременного прокатчика является сложность установки одинаковым угла наклона обоих ремней в заходной части прокатчика, поскольку угол наклона обеспечивается двумя прижимными каретками. Это приводит к развороту электродов и к некачественной их зачистке, особенно контактного торца. Указанный недостаток особенно резко проявляется при изготовлении электродов малого диаметра.
Известна машина для зачистки электродов, в которой плоскоременной прокатчик заменен цилиндрическим прокатчиком (Тархов Н.А. и др. Производство металлических электродов. - М.: Высшая школа, 1986, рис.10.9 [2]). Цилиндрический прокатчик не имеет указанных недостатков плоскоременного прокатчика. Однако имеет недостатки, присущие только ему. Один из них заключается в том, что надежность и качество его работы при вращении электродов с диаметром стержня большего размера (свыше 5 мм) не отвечает предъявленным требованиям, т. к. упругость мягкого покрытия прокатчика недостаточна, чтобы провернуть электрод больше чем на один оборот при его зачистке.
К другим недостаткам следует отнести сложность замены упругого покрытия на барабане для ремонта при изнашивании.
Не лишне отметить, что фирма "Велма" (Украина, г. Киев) вынуждена делать две различные зачистные машины, отличающиеся типом прокатчика.
Известные машины для зачистки электродов [1, 2] имеют общий для них недостаток, а именно: приемный от электрообмазочного пресса транспортер выполнен ленточным ([2], рис, 10.8), что снижает качество транспортируемых электродов. При контакте электрода и ленты вследствие разности скоростей ленты и электрода, а также наличия на контактной поверхности ленты мелкокристаллических элементов покрытия (обмазки) электродов происходит срыв покрытия с поверхности электродов. Последнее приводит к браку электродов по выкрашиванию покрытия. Кроме того, для лучшего направления и ориентированности электродов при их движении от пресса до отражателя на ремне вынуждены делать выемку, что усложняет конструкцию ремня и не способствует повышению его износоустойчивости.
Сущность изобретения заключается в устранении недостатков существующих машин для зачистки электродов и в обеспечении их работы при изготовлении электродов широкого диапазона как по диаметру, так и по длине, в соответствии с требованиями государственного стандарта на электроды на одной машине.
Предлагается оснащать машину двумя типами прокатчиков: плоскоременным и цилиндрическим. Плоскоременным обрабатывать электроды относительно большого диаметра и длины, цилиндрическим - меньшого диметра. Соответственно этому по настоящей заявке предлагается машина, отличающаяся тем, что она снабжена плоскоременным прокатчиком и плитами-основаниями, при этом каждый из прокатчиков смонтирован на своей плите-основании, опертой на общие с приводом стойки станины, плоскоременной прокатчик выполнен с возможностью регулирования угла входа электродов посредством прижимной каретки, а редуктор привода имеет сдвоенный шкив клиноременной передачи движения прокатчикам.
Предлагаемая по заявке зачистная машина отличается тем, что прижимная каретка состоит из прижимных ремней и прикрепленных с обеих сторон корпуса прокатчика, с возможностью вертикального перемещения, кареток с осями, на которых смонтированы подшипники качения, опертые на прижимные ремни.
При этом расстояние между осями прижимных ремней заведомо уменьшено соответственно длине меньшего по длине электрода из предлагаемых к обработке на данной машине.
Предлагаемая по заявке машина отличается тем, что цилиндрический прокатчик состоит из двух вращающихся барабанов, ширина которых соответствует ширине ленточного транспортера машины, закрепленных на общей оси, кинематически связанной с приводом, подшипниковых опор оси, смонтированных в ползушках, установленных с возможностью перемещения по высоте относительно ленточного транспортера в пазах рамы прокатчика посредством винтов и шпилек, причем пазы сверху закрыты крышками.
Предлагаемая по заявке машина отличается тем, что барабаны армированы упругим материалом, величина упругой деформации "h" (мм) которого при контакте с электродом равна:  , а щетки и фрезы для электрода изготовлены шириной "b" (мм), равной πd < в < 2t, где: R - радиус барабана (мм), t - шаг размещения электродов на ленточном транспортере (мм), равный шагу между зубьями выравнивателя электродов на транспортере; d - диаметр электрода с покрытием (мм).
, а щетки и фрезы для электрода изготовлены шириной "b" (мм), равной πd < в < 2t, где: R - радиус барабана (мм), t - шаг размещения электродов на ленточном транспортере (мм), равный шагу между зубьями выравнивателя электродов на транспортере; d - диаметр электрода с покрытием (мм).
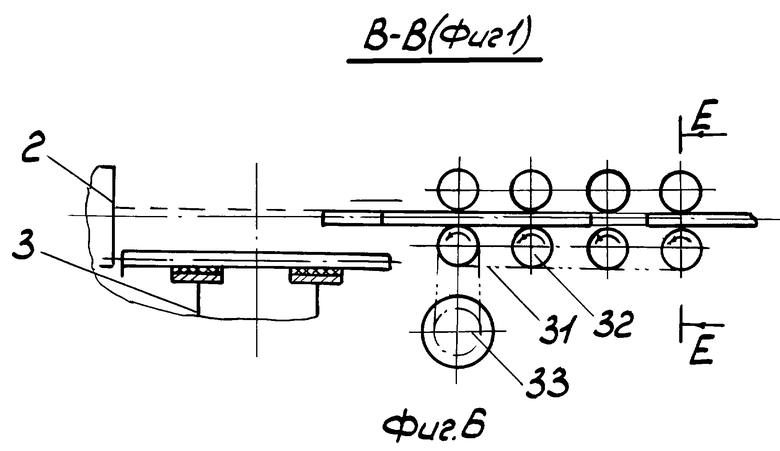
Предлагаемая по заявке машина отличается тем, что, приемный транспортер выполнен в виде приводных пар роликов с цилиндрической проточкой - направлением электродов, установленных по пути движения электрода от электродообмазочного пресса до диска-отражателя с шагом, существенно меньшим длины электрода.
Предлагаемые по заявке новые технические решения, составляющие суть отличительных признаков, позволяют существенно расширить технологические возможности зачистной машины по обработке более широкого диапазона размеров электродов как по диаметру, так и длине, а также существенно повысить качество электродов и производительность машины. При этом существенно упрощается трудоемкость изготовления и настройки механизмов машины.
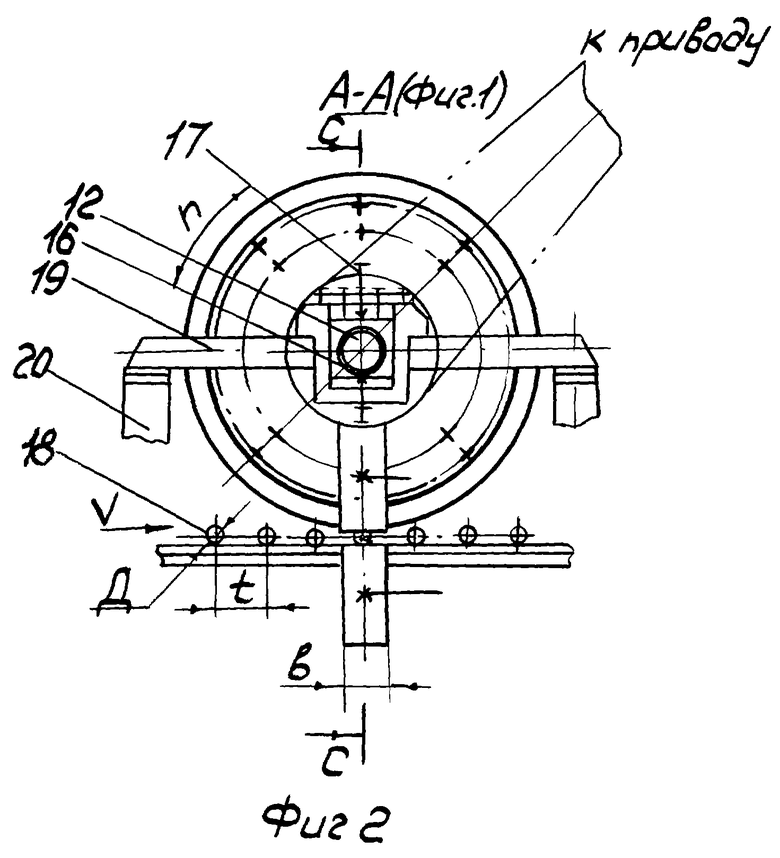
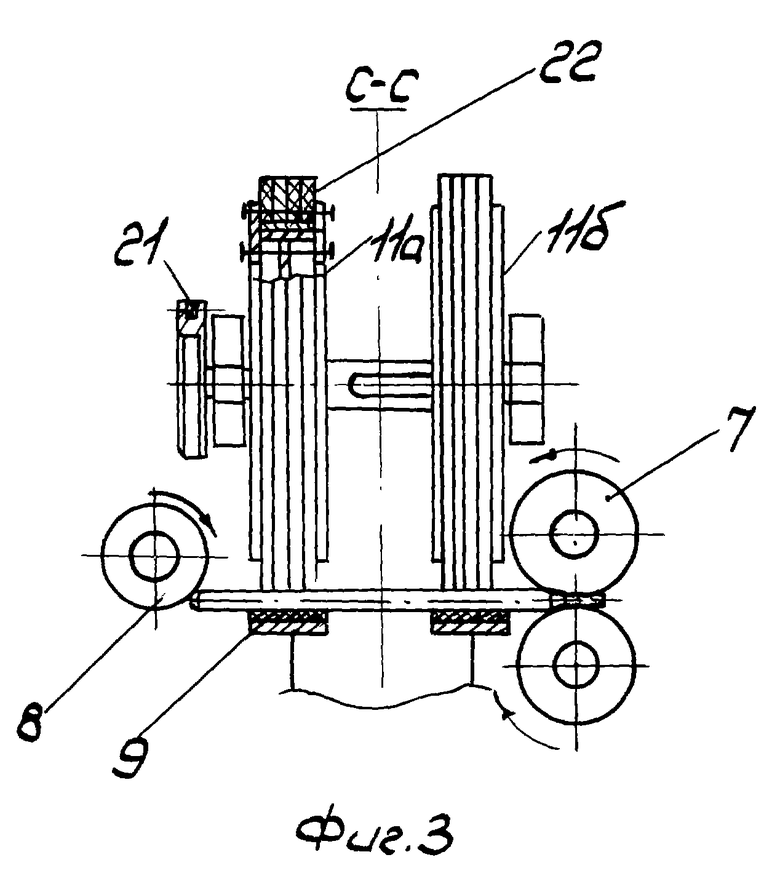
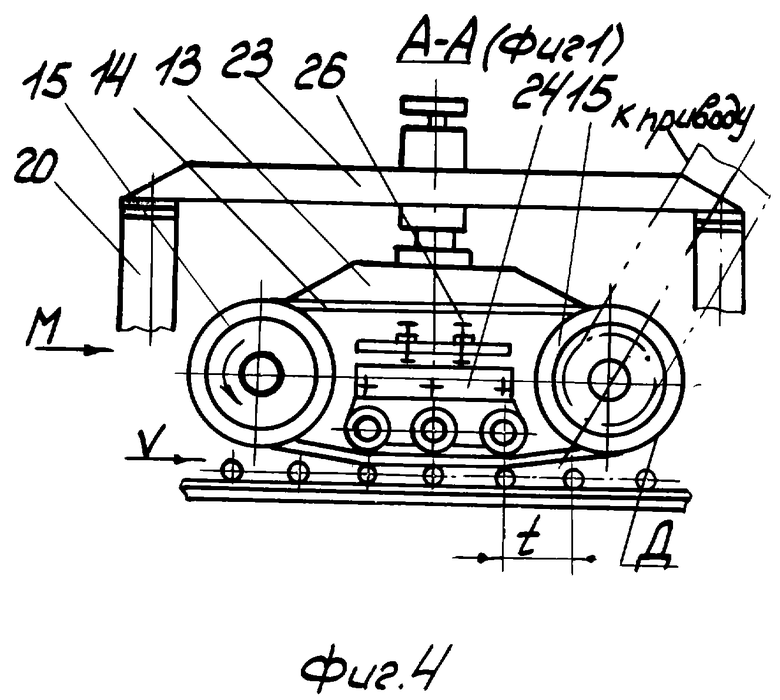
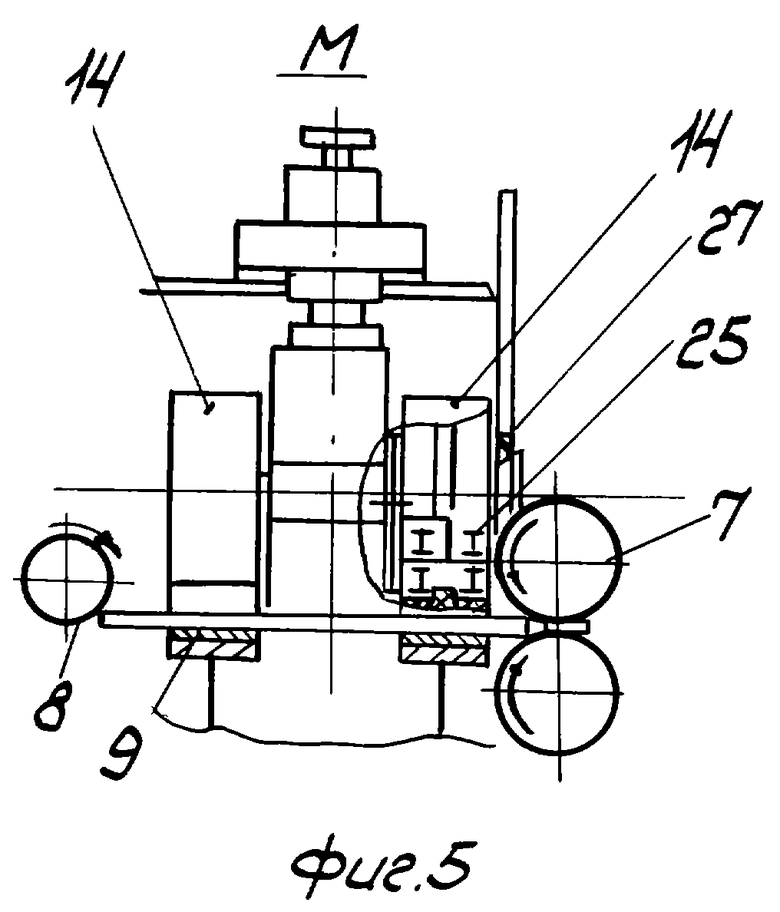
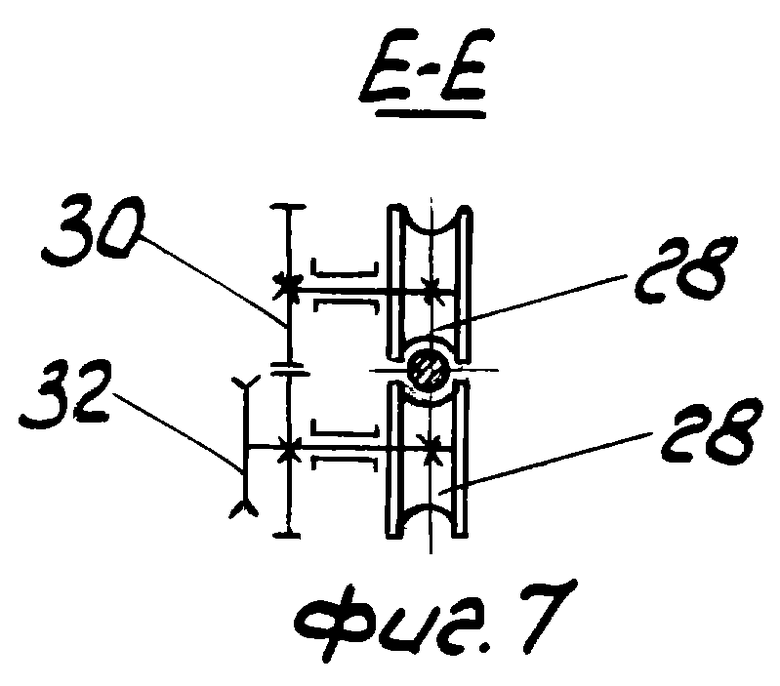
На чертежах представлена схема заявленного устройства, где на фиг.1 показан общий вид машины; на фиг.2 ( разрез А-А на фиг.1) и фиг. 3 (разрез C-C на фиг. 2) - цилиндрический прокатчик; на фиг. 4 (разрез по A-A на фиг.1) и фиг. 5 (вид M на фиг. 4) - плоскоременный прокатчик; на фиг. 6 (разрез по B-B на фиг.1) - приемный транспортер; на фиг.7 (разрез по E-E на фиг.6).
Зачистная машина устроена следующим образом и содержит механизмы (фиг. 1): приемный транспортер 1 со своим приводом, диск-отражатель 2 электродов, основной ленточный транспортер 3 машины, выполненный в виде двух ремней, натянутых на приводных барабанах (привод барабанов на чертежах не показан), зубчатый выравниватель 4 электродов на ленточном транспортере 3, выравниватель 5 концов электродов перед зачисткой их, механизм зачистки 7 конца держателя электрода, механизм зачистки 8 контактного торца электрода, выходной транспортер 9. Перечисленные механизмы установлены на станине 10 машины.
Прокатчик 6 выполнен двух типов: цилиндрическим в виде двух барабанов 11"а" и 11 "б", смонтированных с возможностью осевого смещения на общем валу 12 (фиг. 2 и фиг. 3), и плоскоременным 13 в виде двух бесконечных ремней 14, натянутых на приводных ремнях шкивах 15 (фиг. 4 и фиг. 5).
Подшипниковые опоры вала 12 цилиндрического прокатчика смонтированы в ползушках 16. Ползушки 16 сверху и снизу опираются на упорные регулировочные винты 17, благодаря которым барабаны 11 могут регулироваться по высоте в зависимости от диаметра "d" электрода 18. Ползушки 16 смонтированы в раме 19, закрепленной в стойке 20. Стойка 20 закреплена на станине 10 и является общей для обоих типов прокатчиков. На валу 12 закреплен приводной шкив 21, кинематически связанный с приводом (на чертеже не показан). Упругая армировка барабанов 11 выполнена в виде разборного съемного комплекта 22, состоящего из набора колец из упругого материала (например, резины), набранных на кольцо-обечайку и стянутых посредством торцовых прижимов болтовым креплением. Плоскоременной прокатчик 13 смонтирован на раме 23 с возможностью регулировки по высоте относительно транспортера 9. Прижимная каретка 24 посредством роликов 25 обеспечивает требуемый угол захода электродов диаметром "d" под прижимные ремни 14 и вращение электродов для зачистки их концов щетками 7 и фрезой 8. Каретка 24 установлена над каждым ремнем 14. Каретка 24 регулируется по высоте посредством винтов 26. Привод ремней 14 осуществляется посредством шкива 27, жестко закрепленного на валу, с которым жестко соединены шкивы 5. Шкив 27 кинематически связан с приводом (на чертеже не показан). Рама 23 закреплена на стойках 20 станины 10.
Приемный транспортер 1 (фиг. 6 и 7) выполнен в виде набора пар роликов 28 с проточкой, обеспечивающей направление электродов от электродообмазочного пресса 29 до отражателя 2. Верхний и нижний ролики 28 кинематически соединены между собой посредством шестерен 30. Нижние ролики 28 кинематически связаны цепной передачей 31 и звездочек 32 с приводом 33. Ролики 30 могут быть выполнены из неметаллического материала.
Машина работает следующим образом. Электроды от электродообмазочного пресса 29 поступают на приемный транспортер 1 непрерывно встык друг другу. Приемный транспортер 1 имеет большую скорость, чем скорость выхода электродов из пресса 29. Благодаря этому между электродами создается необходимый разрыв, обеспечивающий посредством отражателя 2 последовательную укладку электродов на транспортер 3. Транспортером 3 электроды перемещаются на зубчатый выравниватель 4, который обеспечивает равномерное их распределение на транспортере 3 с заданным шагом t. Шаг t - шаг между зубьями выравнивателя 4. Далее электроды поступают в выравниватель 5. Последний располагает электроды по длине относительно оси транспортера 3 таким образом, чтобы концы их располагались под щетками 7 и фрезой 8, как показано на фиг. 3 и фиг. 5. После этого электроды попадают на выходной транспортер 9 и под прокатчик 6. Ось прокатчика 6 совмещена с серединой зачистных щеток по ширине "в". Благодаря тому что окружная скорость прокатчика существенно больше скорости движения транспортера, электрод, попадая под прокатчик, получает одновременно с поступательным движением совместно с транспортером еще и вращательное движение относительно него. В это время и происходит зачистка концов электрода щетками, которые имеют постоянную окружную скорость. Далее электроды транспортируются за пределы зачистной машины на дальнейшую обработку. Процесс транспортирования и зачистки электродов происходит непрерывно в автоматическом цикле.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ТОРЦОВ ЭЛЕКТРОДОВ | 1995 |
|
RU2078666C1 |
| ВАЛКОВАЯ (РОЛИКОВАЯ) ПОДАЧА ЗАГОТОВОК В ЗОНУ ОБРАБОТКИ | 1998 |
|
RU2158647C2 |
| Устройство для зачистки электродов | 1983 |
|
SU1088905A1 |
| ПРЕСС КРИВОШИПНЫЙ С КЛИНОВЫМ ПРИВОДОМ | 2000 |
|
RU2194621C2 |
| СТРУЙНАЯ ФОРСУНКА | 1998 |
|
RU2149068C1 |
| УСТРОЙСТВО ДЛЯ РАЗЛИВКИ И ФОРМОВАНИЯ ПЛАСТА КОНДИТЕРСКОЙ МАССЫ | 1995 |
|
RU2084170C1 |
| Способ изготовления сварочных электродов и автоматическая линия для его осуществления | 1991 |
|
SU1815089A1 |
| СПОСОБ УСТАНОВКИ И ФИКСИРОВАНИЯ РАБОЧИХ ОРГАНОВ ТЕХНОЛОГИЧЕСКИХ МАШИН | 2000 |
|
RU2191696C2 |
| ГИДРОФИЦИРОВАННЫЙ ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1995 |
|
RU2092294C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФОРМОВОГО МАРМЕЛАДА | 1996 |
|
RU2099961C1 |
Изобретение относится к оборудованию, предназначенному для использования в поточно-механизированных линиях и комплексах при производстве сварочных электродов. Плоскоременной прокатчик и цилиндрический прокатчик смонтированы на своей плите-основании, опертой на общие с приводом стойки станины (10). Плоскоременной прокатчик (6) выполнен с возможностью регулирования угла входа электродов посредством прижимной каретки. Редуктор привода имеет сдвоенный шкив клиноременной передачи движения прокатчикам. Такое выполнение зачистной машины позволяет изготавливать широкий диапазон электродов как по диаметру, так и по длине, в соответствии с требованиями государственного стандарта на электроды на одной машине. 4 з.п.ф-лы, 7 ил.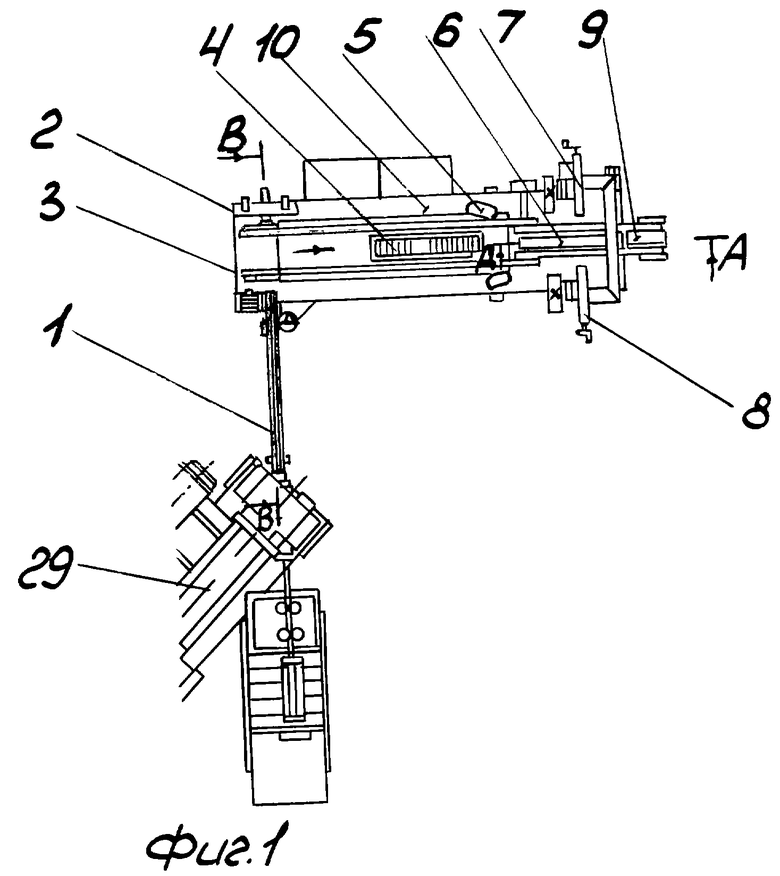
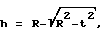
а щетки и фрезы для электрода изготовлены шириной B, равной
πd<B<2t,
где R - радиус барабана;
t - шаг размещения электродов на ленточном транспортере, равный шагу между зубьями выравнивателя электродов на транспортере;
d - диаметр электрода с покрытием.
| ТАРХОВ Н.А | |||
| и др | |||
| Производство металлических электродов | |||
| - М.: Высшая школа, 1986, рис.10.9 | |||
| Устройство для зачистки электродов | 1983 |
|
SU1088905A1 |
| Способ изготовления сварочных электродов и автоматическая линия для его осуществления | 1991 |
|
SU1815089A1 |
| RU 95112263 A1, 27.06.1997 | |||
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ТОРЦОВ ЭЛЕКТРОДОВ | 1995 |
|
RU2078666C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ | 1996 |
|
RU2104851C1 |

