Изобретение относится к химической промышленности.
В настоящее время в химической промышленности одно из направлений промышленного производства моноэтиленгликоля основано на процессе выделения последнего из водного растворителя моноэтиленгликоля, образующегося как побочный продукт производства окиси этилена. Особенностью производства окиси этилена является то, что на стадии выделения окиси этилена абсорбцией из газовой смеси используемый в качестве сорбента водный раствор моноэтиленгликоля постоянно циркулирует в системе абсорбции и десорбции окиси этилена и соответственно за счет протекания реакции гидрата окиси этилена в сорбенте наблюдается накопление моноэтиленгликоля. С целью поддержания постоянной концентрации моноэтиленгликоля в сорбенте часть сорбента постоянно выводят из системы, которая в дальнейшем используется как сырье для выделения моноэтиленгликоля.
Известная технология выделения моноэтиленгликоля из вышеуказанного сырья включает в себя стадии вакуумной отгонки воды из водного раствора моноэтиленгликоля, обработки полученного раствора гликолей водным раствором гидроксида натрия до назначения pH 13 и более с целью химического связывания альдегидов и органических кислот, присутствующих в составе сорбента производства окиси этилена, и последующую стадию вакуумной ректификации моноэтиленгликоля с получением товарного продукта (Дымент О.Н., Казанский К.С., Мирошников А.М. Гликоли и другие производные окиси этилена и пропилена. -М.: Химия, 1976, с. 89; Технологический регламент производства этиленгликолей. Нижнекамск, 1995, ИР 2.09.142-95).
По указанному способу степень извлечения моноэтиленгликоля из вышеуказанного сырья составляет на уровне 90,0% и после стадии ректификации целевого продукта образуется кубовый остаток, содержащий в своем составе 30-50 мас. % моноэтиленгликоля, 40-60 мас.%, диэтиленгликоля, остальное - тяжелые этиленгликоли, органические смолы, различные соли натрия и гидроксид натрия. Недостатком данной технологии получения моноэтиленгликоля является низкая степень извлечения целевых продуктов из указанного вида сырья, что связано с наличием в перерабатываемом продукте большого количества солей и гидроксида натрия, органических смол, которые при обеспечении глубокой отгонки моноэтиленгликоля могут привести к забивкам оборудования и образованию различных отложений. Образующийся кубовый остаток после стадии выделения моноэтиленгликоля, содержащий в своем составе такие продукты, как моно- и диэтиленгликоли, также является потенциальным сырьем для получения дополнительного количества моно- и диэтиленгликоля из указанного сырья, для чего необходима разработка специального способа переработки данного вида сырья.
Известен способ очистки кубовых остатков процесса ректификации моно- и диэтиленгликолей, представляющих собой смесь различных этиленгликолей, органических смол и солей щелочных металлов (авт.св. СССР N 652166, C 07 C 31/20, 1979). По указанному способу очистку кубового остатка процесса ректификации этиленгликолей от органических примесей и смол проводят предварительным разбавлением продукта водой до содержания этиленгликолей в растворе 45 - 55 мас.%, нейтрализацией раствора фосфорной кислотой до значения pH 3.5 - 4.0 с последующей сорбцией выделяющихся органических смол активированным углем, фильтрацией и обработкой полученного фильтрата перекисью водорода в присутствии сульфата железа при температуре 80-96oC и нейтрализацией осветленного раствора до слабощелочной среды. Таким образом из кубового остатка процесса ректификации этиленгликолей получают осветленный водный раствор этиленгликолей, который в дальнейшем перерабатывается в целевые продукты постадийной вакуумной ректификацией.
Недостатками указанного способа является многостадийность технологии переработки, отсутствие технологической стадии отделения солей щелочного металла из кубового остатка, что также приведет к невозможности полного извлечения целевых этиленгликолей из осветленного продукта при его ректификации. Таким образом данный способ переработки кубового остатка процесса ректификации этиленгликолей также требует проведения процесса отгонки избытка воды и выделения моно- и диэтиленгликолей из полученного осветленного продукта в присутствии солей и гидроксида щелочного металла.
Целью изобретения является обеспечение высокой степени извлечения моно- и диэтиленгликолей из водного раствора этиленгликолей, образующегося как побочный продукт производства окиси этилена.
Поставленная цель достигается путем выделения моно- и диэтиленгликолей вакуумной ректификацией из кубового остатка, образующегося при выделении моноэтиленгликоля из побочных продуктов производства окиси этилена, в присутствии солей и гидроксида натрия и органических смол, для практической реализации которой в перерабатываемый кубовый остаток предварительно вводят высококипящий органический продукт, обладающий высокой растворяющей способностью солей и гидроксида натрия в широком интервале температур и обеспечивающий высокую подвижность образующейся после ректификации кубовой жидкости. Для достижения этой цели в соответствии с изобретением процесс извлечения моно- и диэтиленгликоля (побочного продукта производства окиси этилена) проводится путем введения в перерабатываемый кубовый остаток до проведения вакуумной ректификации три- или тетраэтиленгликолей, взятых в количестве 10.0-30.0 мас.%, с последующей ректификацией смеси этиленгликолей в присутствии солей и гидроксида натрия и органических смол. С точки зрения удешевления данного процесса вместо три- и тетраэтиленгликолей целесообразно использовать кубовые остатки процесса ректификации ди- или триэтиленгликолей, которые образуются в процессе целевого синтеза моно- и диэтиленгликолей, содержат в своем составе три- и тетраэтиленгликоли и в их составе отсутствуют соли и гидроксид щелочного металла.
Нижнее предельное количество вводимого в кубовый остаток три- и тетраэтиленгликолей ограничено тем, что при максимальном содержании триэтиленгликоля до 15.0% в исходном кубовом остатке и общем содержании солей и гидроксида натрия в пределах 1.0 - 3.5 мас.% снижение количества вводимого три- и тетраэтиленгликолей ниже 10.0% не позволяет исключить образование осадка солей к кубовом жидкости процесса ректификации, обеспечить подвижность кубовой жидкости и соответственно не позволяет решить проблему максимального извлечения моно- и диэтиленгликолей из перерабатываемого продукта. Максимальное количество 30.0% ограничено лишь тем, что увеличение его выше указанного количества приводит лишь к росту энергетических затрат на проведение данного процесса, хотя при этом достигаются наиболее благоприятные условия для максимального извлечения целевых продуктов из кубового остатка производства моноэтиленгликоля.
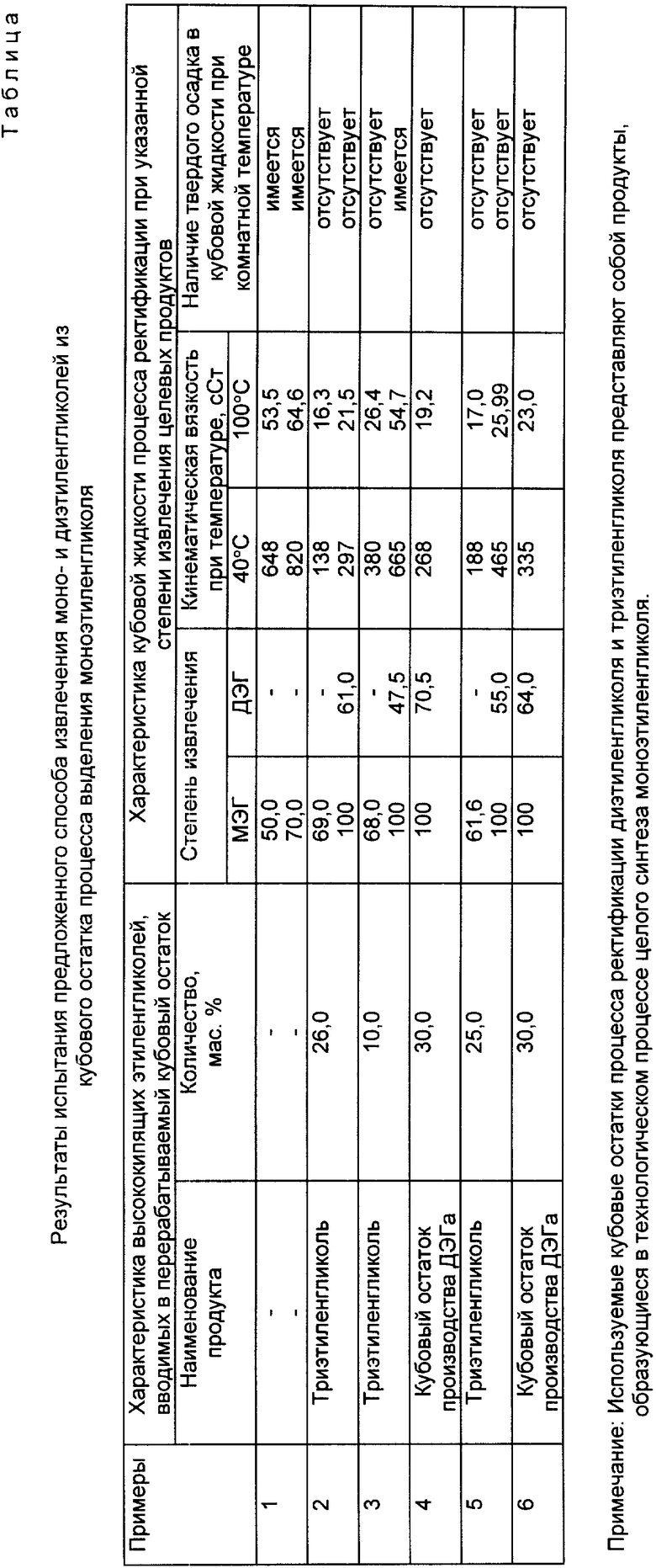
Оценку эффективности предложенного способа извлечения моно- и диэтиленгликолей из кубового остатка процесса выделения моноэтиленгликоля из побочного продукта производства окиси этилена проводили в лабораторной ректификационной колонне периодического действия эффективностью 60 т.т. Переработке подвергался кубовый остаток колонны ректификации моноэтиленгликоля - побочный продукт производства окиси этилена, содержащий в своем составе следующие компоненты и имеющий нижеприведенные свойства: содержание моноэтиленгликоля 45.0 мас.%, диэтиленгликоля 49.5 мас.%, остальное - тяжелые этиленгликоли, общее содержание солей и гидроксида натрия 2.7 мас.%, кинематическая вязкость продукта при 40oC - 98 сСт, при 100oC - 18.0 сСт. В ходе испытаний определение состава используемого сырья и выделяемых продуктов проводилось хроматографически с использованием пламенно-ионизированного детектора, температура колонок термостата 150oC, испарителя 190oC, использовалась металлическая колонка длиной 2 м и заполненная сорбентом - 5 мас.% полиэтиленгликоля ПЭГ-20000 на хроматоне фракции 0.16-0.25 мм. В качестве критериев эффективности процесса выделения моно- и диэтиленгликолей из кубового остатка процесса выделения моноэтиленгликоля были выбраны изменения показателя вязкости кубовой жидкости по мере отгонки целевых продуктов и образование осадка солей натрия в кубовой жидкости.
Пример 1 (сравнительный). В ректификационную колонну загружают 700 г кубового остатка процесса ректификации моноэтиленгликоля побочного продукта производства окиси этилена, содержащего 45.0 мас.% моноэтиленгликоля, 49.5 мас.% диэтиленгликоля, 2,7 мас.% солей и гидроксида натрия и остальное - тяжелые гликоли и смолы. Выделение моноэтиленгликоля проводят при остаточном давлении 15-20 мм рт.ст., флегмовом числе 1.0. При температуре верха колонны 141oC и температуре куба колонны 163 - 166oC выделяется моноэтиленгликоль и после отгонки 220 г моноэтиленгликоля с содержанием основного вещества 99.4 мас.% (степень извлечения моноэтиленгликоля достигает 70.0%) наблюдается повышение кинематической вязкости кубовой жидкости. Выделенная кубовая жидкость имеет кинематическую вязкость при 40oC 820 сСт, при 100oC 64.6 сСт и при охлаждении до комнатной температуры (20 - 25oC) наблюдается выпадение твердого осадка солей натрия из кубовой жидкости. Таким образом проводят другие опыты, где при различных степенях извлечения моноэтиленгликоля определяют изменение характеристик образующейся после ректификации кубовой жидкости, полученные результаты этих опытов представлены в таблице и на чертеже.
Пример 2. Опыт проводят аналогично примеру 1.
Для проведения данного опыта предварительно смешивают 740 г кубового остатка процесса ректификации моноэтиленгликоля - побочного продукта производства окиси этилена вышеуказанного состава и 260 г триэтиленгликоля. Количество введенного в кубовый остаток (в процессе выделения моноэтиленгликоля) триэтиленгликоля составляет 26.0 мас.%. Полученная смесь этиленгликолей содержит 33.3 мас.% моноэтиленгликоля, 36,6 мас.% диэтиленгликоля, 30.1% триэтиленгликоля, общее содержание солей и гидроксида натрия составляет 2.0 мас. %, кинематическая вязкость продукта при 40oC - 82 сСт и 100oC - 12 сСт. 700 г полученной смеси этиленгликолей далее загружают в ректификационную колонну. Процесс выделения моно- и диэтиленгликолей в колонне проводят при остаточном давлении 15-20 мм рт.ст., флегмовом числе 1.0. При температуре верха колонны 141 - 142oC и температуре куба колонны 163 - 166oC выделяют фракцию моноэтиленгликоля. Аналогично примеру 1 при выделении различных количеств моноэтиленгликоля определяют изменение свойств образующейся кубовой жидкости. После выделения 161 г моноэтиленгликоля с содержанием основного вещества 99.2 мас. % (степень извлечения моноэтиленгликоля составляет 69%, при этом кинематическая вязкость кубовой жидкости при 40oC составляет 138 сСт, при 100oC 16.3 сСт, остаток солей натрия в кубовой жидкости отсутствует) наблюдается постепенное повышение температуры верха колонны при одновременном росте температуры куба колонны. Температура верха колонны повышается до 148 oC и куба колонны до 175oC. В указанном интервале изменений температур отгоняют 174 г фракции, содержащей 41.4 мас.% моно- и 58.6 мас.% диэтиленгликоля (при этом общая степень извлечения моноэтиленгликоля составляет 100% и диэтиленгликоля - 40.0%). При этих условиях в кубовой жидкости образования твердого осадка не наблюдается, кинематическая вязкость кубовой жидкости при 40oC составляет 206 сСт, при 100oC 18.3 сСт. Далее при температуре верха колонны 148 - 149oC и температуре куба колонны 175 - 178oC отгоняют 55,1 г диэтиленгликоля с содержанием основного вещества 98.6 мас.% (общая степень извлечения диэтиленгликоля составляет 61.0%), после этого процесс ректификации прекращают. Выделенная кубовая жидкость в своем составе осадка солей натрия не содержит, кинематическая вязкость кубовой жидкости при 40oC составляет 297 сСт и при 100oC 21.5 сСт.
Примеры 3 - 6. Опыты проводят аналогично примерам 1 и 2. Полученные результаты представлены на чертеже и в таблице.
Анализ полученных результатов показывает, что проведение процесса полного извлечения моно- и диэтиленгликолей из кубового остатка процесса ректификации моноэтиленгликоля, образующегося при переработке побочных водных растворов моноэтиленгликоля производства окиси этилена, содержащих в своем составе соли и гидроксид натрия, органические смолы, путем введения в указанный продукт до стадии вакуумной ректификации моно- и диэтиленгликолей дополнительно 10.0 - 30.0 мас.% триэтиленгликоля или тетраэтиленгликоля при обеспечении хорошей подвижности образующейся кубовой жидкости и исключении образования в кубовой жидкости твердых осадков позволяет достигнуть высокой степени извлечения моноэтиленгликоля из указанного кубового остатка и дополнительно позволяет выделять диэтиленгликоль. Так, например, сравнение примеров 1,2 (пример 2 - вариант использования триэтиленгликоля) и примеров 2,4 показывает, что при проведении процесса по предложенному способу степень извлечения моноэтиленгликоля достигает 100% и диэтиленгликоля составляет 60 - 70% и при этом вязкость образующейся кубовой жидкости при 40oC составляет в пределах 260-300 сСт, что указывает на хорошую подвижность данного продукта, и при этих условиях не наблюдается образования в кубовой жидкости визуально видимого осадка. С целью снижения затрат на проведение данного процесса взамен три- или тетраэтиленгликолей могут быть использованы кубовые остатки процесса ректификации диэтиленгликоля или триэтиленгликоля, которые в основном состоят их вышеуказанных продуктов.
Использование данного способа позволяет обеспечить полное извлечение моноэтиленгликоля и высокую степень извлечения диэтиленгликоля и соответственно решает проблему полной утилизации кубового остатка процесса ректификации моноэтиленгликоля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫДЕЛЕНИЯ ДИЭТИЛЕНГЛИКОЛЯ И ТРИЭТИЛЕНГЛИКОЛЯ | 2009 |
|
RU2420509C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОАЛКИЛОВЫХ (C-C) ЭФИРОВ ТРИ- И ТЕТРАЭТИЛЕНГЛИКОЛЕЙ | 1999 |
|
RU2159760C1 |
| СПОСОБ ВЫДЕЛЕНИЯ МОНОЭТИЛЕНГЛИКОЛЯ | 1999 |
|
RU2145591C1 |
| СПОСОБ ОЧИСТКИ ГЛИКОЛЕЙ ОТ ПРИМЕСЕЙ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 2017 |
|
RU2673669C1 |
| ТОРМОЗНАЯ ЖИДКОСТЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2006 |
|
RU2345125C2 |
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ МОНО- И ДИЭТИЛЕНГЛИКОЛЕЙ | 1999 |
|
RU2152922C1 |
| СПОСОБ ВЫДЕЛЕНИЯ БУТИЛОВЫХ ЭФИРОВ МОНО- И ДИЭТИЛЕНГЛИКОЛЯ ИЗ ПРОДУКТОВ ОКСИЭТИЛИРОВАНИЯ БУТИЛОВОГО СПИРТА | 1999 |
|
RU2159224C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛИГОМЕРНЫХ ЭФИРОВ БОРНОЙ КИСЛОТЫ | 1997 |
|
RU2136704C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОЭТИЛЕНГЛИКОЛЯ ВОЛОКОННОЙ ЧИСТОТЫ | 2000 |
|
RU2186053C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРИРОВАННОГО ВОДНОГО РАСТВОРА МОНОЭТИЛЕНГЛИКОЛЯ | 1998 |
|
RU2137748C1 |
Использование: в химической промышленности. Способ переработки кубового остатка процесса ректификации моноэтиленгликоля, выделяемого из водного раствора этиленгликолей, образующихся как побочный продукт производств окиси этилена, путем предварительного введения в перерабатываемый кубовый остаток триэтиленгликоля или тетраэтиленгликоля или их смеси, взятых в количестве 10,0 - 30,0 мас. %, с последующим выделением целевых продуктов вакуумной ректификацией. Введение три- и тетраэтиленгликолей в указанный кубовый остаток позволяет обеспечить подвижность образующейся кубовой жидкости при выделении из вышеуказанного сырья моно-, диэтиленгликолей и исключает образование твердых осадков солей щелочного металла в указанной кубовой жидкости. С целью снижения затрат на проведение процесса переработки данного сырья взамен три- и тетраэтиленгликолей целесообразно использовать кубовые остатки процессов ректификации ди- и триэтиленгликолей, образующихся в процессе целевого синтеза моноэтиленгликоля реакцией гидратации окиси этилена. Использование предложенного способа позволяет обеспечить высокую степень извлечения моно- и диэтиленгликолей из вышеуказанного продукта и решает проблему утилизации кубового остатка процесса ректификации моноэтиленгликоля. 1 з. п. ф-лы, 1 ил., 1 табл. . .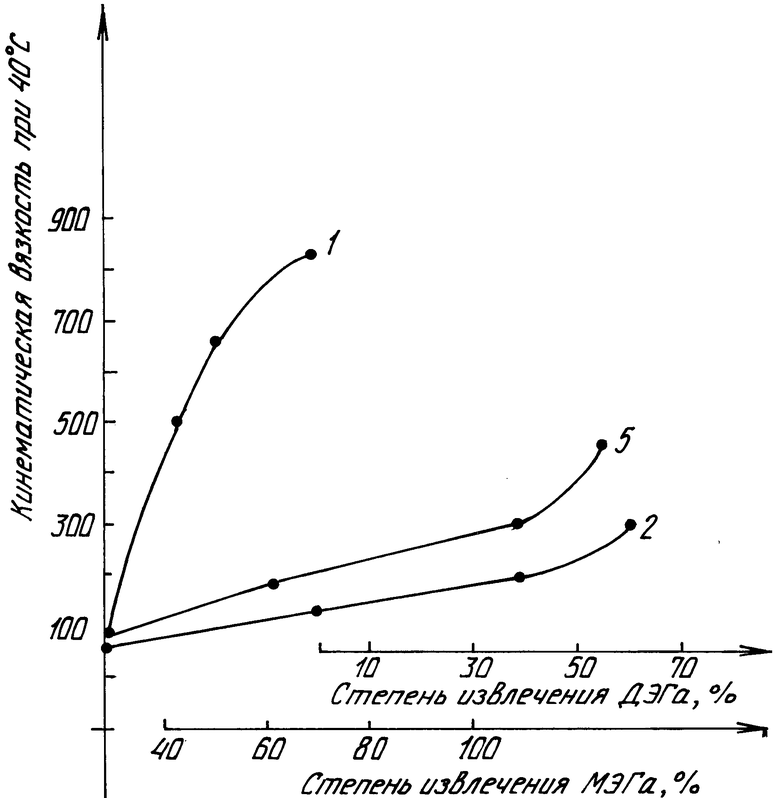
| Дымент О.Н., Казанский К.С., Мирошников А.М | |||
| Гликоли и другие производные окисей этилена и пропилена | |||
| - М.: Химия, 1976, с.89 | |||
| SU, авторское свидетельство, 652166, кл | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

