Изобретение касается удовлетворения жизненных потребностей человека и может быть использовано при производстве шовных атравматических игл с металлической мононитью.
Известен способ изготовления атравматической иглы (заявка ЕПВ 0249504, кл. A 61 B 17/06, 1987), заключающийся в том, что игольчатый наконечник изготовляют из полой трубки с внутренним сердечником, изгибают, заостряют, а в полость тупого конца вставляют и закрепляют шовную нить, причем игольный наконечник выполняют из материала высокой твердости или упрочняют термообработкой. Недостатком данного способа является сложность технологии изготовления иглы.
Наиболее близким по технической сущности и достигаемому эффекту является способ изготовления атравматической иглы с нитью [1], включающий по одному варианту выполнение изогнутого заостренного корпуса из разупрочненной металлической проволоки, закалку и изготовление нити, а по другому варианту - выполнение изогнутого заостренного корпуса из металлической проволоки, изготовление нити и упрочняющую и разупрочняющую термообработки. Недостатком известного способа изготовления атравматической иглы является сложность его реализации, связанная с необходимостью выполнения сложных механических операций. Кроме того, при нарушении однородности шовной нити возможен ее обрыв. Неоднородность сечения корпуса иглы в месте соединения с нитью вызывает травмирование сшиваемых тканей.
Техническая задача, решаемая изобретением, заключается в повышении атравматичности тканей и прочности атравматических игл с металлической шовной нитью и упрощении технологии их изготовления.
Поставленная задача решается за счет того, что в способе изготовления атравматической иглы с нитью, включающем в себя выполнение изогнутого заостренного корпуса из разупрочненной металлической проволоки, закалку и изготовление нити, согласно изобретению нить изготавливают из предварительно разупрочненной металлической проволоки за единое целое с корпусом, при этом корпус выполняют в виде торцевых нитяных наконечников, которые изгибают по образцам перед заключительной закалкой и окончательным заострением.
Кроме того, поставленная цель достигается и в том случае, когда согласно второму варианту изобретения в способе изготовления атравматической иглы с нитью, включающем в себя выполнение изогнутого заостренного корпуса из металлической проволоки изготовление нити и упрочняющую из разупрочняющую термообработки, нить и корпус выполнены за единое целое из предварительно упрочненной металлической проволоки с последующим разупрочнением нити в защитной атмосфере.
Изготовление нити из предварительно разупрочненной металлической проволоки за единое целое с корпусом в виде торцевых нитяных наконечников, которые изгибают по образцу перед заключительным упрочнением и окончательным заострением, обеспечивает простоту технологии изготовления игл, т.к. нет необходимости в отдельном изготовлении корпусов и в операциях по сочленению их с нитью. Равная величина сечений корпуса и нити, обеспечиваемая данным способом, гарантирует высокое атравматическое качество игл, так как прокалываемое игольным корпусом в сшиваемой ткани отверстие плотно закрывается нитью, что уменьшает кровотечение и возможность инфицирования операционной раны. Плавное изменение твердости металла от тела корпуса иглы к телу нити дополнительно обеспечивает повышение прочности иглы. Для повышения атравматичности тканей после заключительного упрочнения игольные корпуса окончательно заостряют.
Выполнение нити и корпуса за единое целое за предварительно упрочненной металлической проволоки с последующим разупрочнением нити, как и в предыдущем варианте, упрощает технологию изготовления игл. Кроме того, при изготовлении проволоки волочением она получает высокую степень упрочнения, достаточную для изготовления изогнутого игольного корпуса, в результате чего нет необходимости в специальных операциях по его упрочнению, а необходимая пластичность шовной нити и требуемая чистота поверхности легко достигается ее термообработкой, например, контактным отжигом в защитной атмосфере, что упрощает технологию изготовления игл. Обеспечиваемая контактным отжигом в защитной атмосфере плавность изменения твердости металла от тела игольного корпуса к телу металлической шовной нити также, как и в предыдущем варианте, способствует повышению прочности иглы.
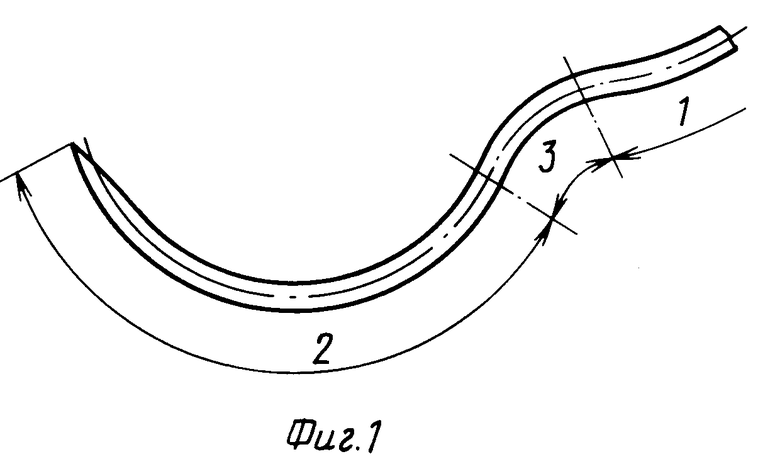
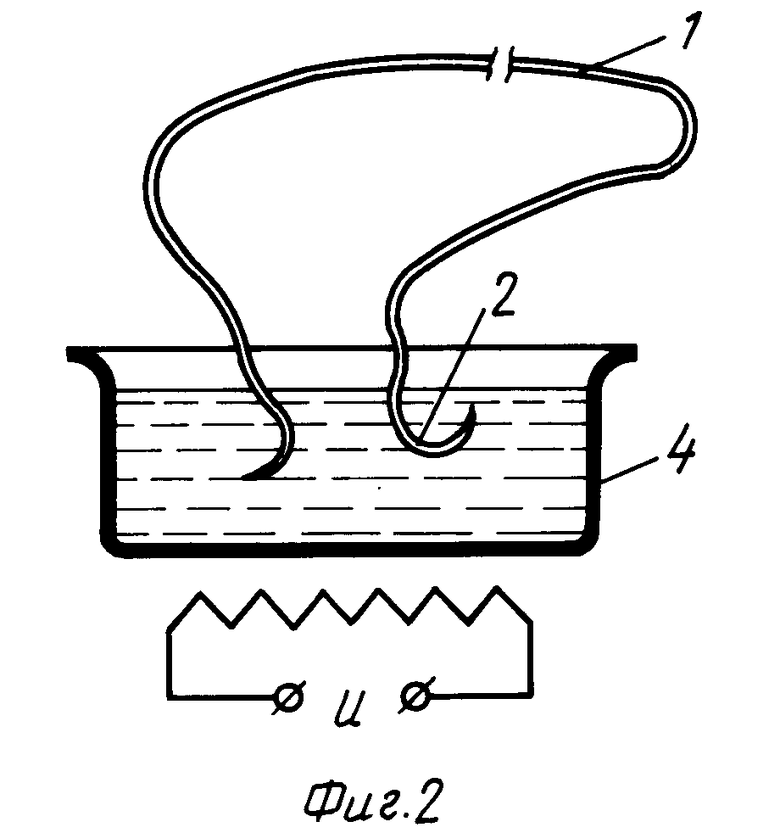
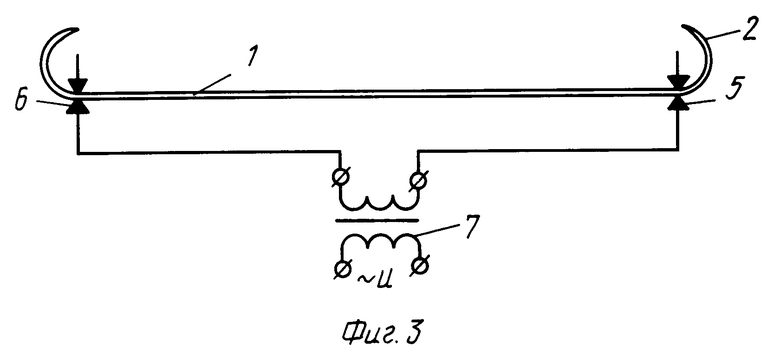
На фиг. 1 приведен общий вид иглы с металлической шовной нитью; на фиг. 2 схематически показана заключительная операция способа получения атравматической иглы из разупрочненной металлической проволоки - упрочнение игольных корпусов, например, борированием в ванне; на фиг. 3 схематически показана заключительная операция способа получения атравматической иглы из упрочненной металлической проволоки - разупрочнение металлической шовной нити отжигом в защитной атмосфере, например, на контактной установке.
Атравматическая игла с металлической шовной нитью (фиг. 1) состоит из неметаллической шовной мононити 1, выполненной из пластичной проволоки, например титановой, игольного корпуса 2, выполненного в виде торцевого наконечника нити 1, изогнутого, заостренного и упрочненного и переходного участка 3 от пластичной нити к упрочненному корпусу 2.
Первый вариант способа осуществляют следующим образом.
Металлическую проволоку, например, из титана протягивают на требуемый размер, подвергают разупрочняющей термообработке для достижения требуемой пластичности шовной нити и разрезают на первые заготовки. После этого концы заготовки изгибают по форме игольного наконечника, заостряют и упрочняют, например, закалкой или борированием. При упрочнении игольного корпуса борированием (фиг. 2) концы 2 заготовки 1 помещают в горячую ванну 4 с упрочняющим раствором и выдерживают необходимое для упрочнения время. После этого упрочненные игольные корпуса окончательно заостряют на алмазном круге.
По второму варианту выполнения способа путем подбора режимов деформирования металлическую проволоку протягивают на требуемый размер, получая максимальное ее упрочнение, необходимое для изготовления игольного корпуса. Затем проволоку разрезают на мерные длины, концы ее изгибают по форме игольного наконечника и заостряют. Для достижения требуемой пластичности проволоку на длину шовной нити подвергают разупрочняющей термообработке (фиг. 3). Для этого шовную нить 1 помещают между электроконтактами 5 и 6 и отжигают, пропуская ток от трансформатора 7. Для получения требуемой чистоты поверхности нити отжиг производят в защитной атмосфере.
В качестве примера приведена технология изготовления атравматической иглы с шовной нитью диаметром 0,25 мм из титана ВТ - 1-00. Длина игольного наконечника 22 мм, радиус гиба 7 мм. Проволоку в бунтах на размере 0,25 мм подвергали отжигу в вакууме при 680 ± 10oC. После раскроя на длины по 750 мм концы мерных заготовок предварительно заостряли ротационной ковкой или заточкой и загибали по заданному радиусу 7 мм. Упрочнение игольных корпусов на длине 22-24 мм производили химико-термической обработкой - электролитическим борированием в расплавленной буре при 848oC в течение двух часов. Средняя глубина диффузионного слоя составила 20 мм при твердости Hv = 1472 кгс/мм2.
Для реализации второго варианта способа приведена технология изготовления атравматической хирургической иглы из титана ВТ - 1-00 диаметром 0,25 мм. Длина игольного наконечника 22 мм, радиус изгиба 7 мм. Исходной заготовкой для иглы служит отожженная проволока диаметром 0,35 мм. Волочение без промежуточной термообработки осуществляли по маршруту.
0,35 0,30 0,28 0,25 мм
Суммарная величина обжатия по сечению около 50%. Величина, упрочненной проволоки 72-75 кгс/мм2. Проволоку раскраивали на мерные длины по 750 мм. На длине 5 мм методом ротационной ковки с обеих сторон застряли концы и изгибали их по радиусу 7 мм, оформляя тем самым игольные корпуса. Отжиг средней части проволоки - шовной нити производили в вакууме при 680 + 10oC электроконтактным методом. При этом игольные корпуса длиной по 22 мм оставляли вне зоны нагрева соответствующими расположением электроконтактов.
Предлагаемый способ изготовления атравматических игл позволяет повысить атравматичность и прочность игл с металлической шовной нитью за счет выполнения игольного корпуса и шовной нити из единой металлической проволоки, а также упростить технологию изготовления игл за счет исключения операций сочленения игольного корпуса и шовной нити. Использование атравматических игл обеспечивает сокращение времени послеоперационной реабилитации больных и улучшение качества заживленных операционных швов при пластических операциях.
| название | год | авторы | номер документа |
|---|---|---|---|
| АТРАВМАТИЧЕСКАЯ ИГЛА | 1996 |
|
RU2110964C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2066581C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ОФТАЛЬМОЛОГИЧЕСКИХ ИГЛ | 2001 |
|
RU2218879C2 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1994 |
|
RU2081205C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОКАЛЫВАНИЯ ОБСАДНОЙ КОЛОННЫ НЕФТЕГАЗОВЫХ СКВАЖИН | 1992 |
|
RU2069739C1 |
| АТРАВМАТИЧЕСКАЯ МЕДИЦИНСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2112435C1 |
| УСТРОЙСТВО ДЛЯ СПОНДИЛОДЕЗА | 1995 |
|
RU2089124C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 1994 |
|
RU2089655C1 |
Изобретение касается удовлетворения жизненных потребностей человека и может быть использовано при производстве шовных атравматических игл с металлической мононитью. Изогнутый заостренный игольный корпус 2 выполняют за единое целое с нитью 1 из предварительно разупрочненной металлической проволоки. Корпусы 2 в результате являются торцевыми нитяными наконечниками, которые изгибают по образцам перед заключительной закалкой и окончательным заострением, что повышает прочность атравматических игл с металлической шовной нитью и упрощает технологию их изготовления. Корпус 2 и нить 1 выполняются также за единое целое из предварительно упрочненной металлической проволоки с последующим разупрочнением нити 1 в защитной атмосфере. 2 с.п. ф-лы, 3 ил.