Изобретение относится к обработке металлов давлением, в частности к технологии правки упругопластическим изгибом и может быть использовано при изготовлении гидроцилиндров, корпусов и плунжеров глубинных штанговых насосов и других высокоточных длиннометрических изделий нефтяного, химического и энергетического машиностроения.
Известны способы правки заготовок и деталей плоским изгибом, включающие воздействие на искривленный участок изделия усилиями, направленными перпендикулярно его поверхности, например способ правки удлиненных изделий, при котором к детали в нескольких контролируемых сечениях прикладывают поперечную нагрузку, обеспечивающую ее пластическую деформацию [1].
Недостатком известных способов является невозможность или большая трудоемкость правки деталей, имеющих неоднородную прочность по периметру сечения.
В качестве прототипа выбран способ правки изделий, при котором измеряют кривизну изделия, устанавливают его на опоры и осуществляют упругопластический изгиб путем приложения к изделию между опорами усилия в плоскости, проходящей через ось симметрии изделия [2]. В известном способе по имеющимся данным о кривизне выправляемого изделия его подвергают периодическому изгибу с заданным шагом правки. Недостатком способа является чрезмерная трудоемкость правки изделий, имеющих неоднородную прочность по периметру изделия. Это связано с тем, что при правке таких изделий происходит их вторичное искривление вне плоскости правки. Правка вторичного искривления приводит вновь к искривлению в перпендикулярной к ней плоскости и т.д. Таким образом, правка принимает неоднозначный характер.
Техническая задача, решаемая предлагаемым изобретением, заключается в обеспечении высокой точности и повышения производительности правки изделий, имеющих неоднородную прочность по периметру поперечного сечения.
Поставленная задача решается за счет того, что в способе правки длинномерных изделий, при котором измеряют кривизну изделия, устанавливают его на опоры и осуществляют упругопластический изгиб путем приложения к изделию между опорами усилия в плоскости, проходящей через ось симметрии изделия, согласно изобретению перед упругопластическим изгибом в плоскости приложения усилия определяют направления оси симметрии прочностных свойств путем предварительного пластического изгиба с последовательным приложением дополнительных усилий равной величины в двух взаимно перпендикулярных плоскостях, проходящих через ось симметрии изделия с последующим определением величины остаточного пластического изгиба в плоскости, перпендикулярных вышеуказанным, а в процессе упругопластического изгиба усилие последовательно прикладывают в направлении, перпендикулярном оси симметрии прочностных свойств, а затем - в направлении оси симметрии прочностных свойств.
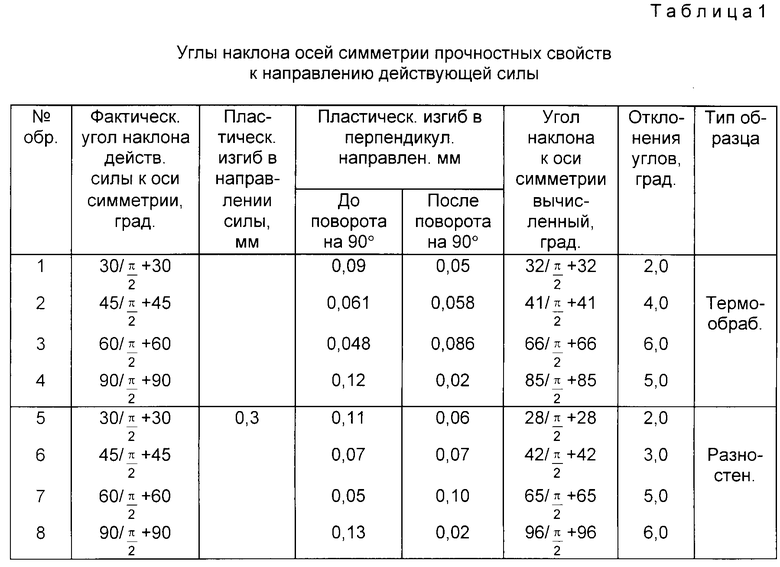
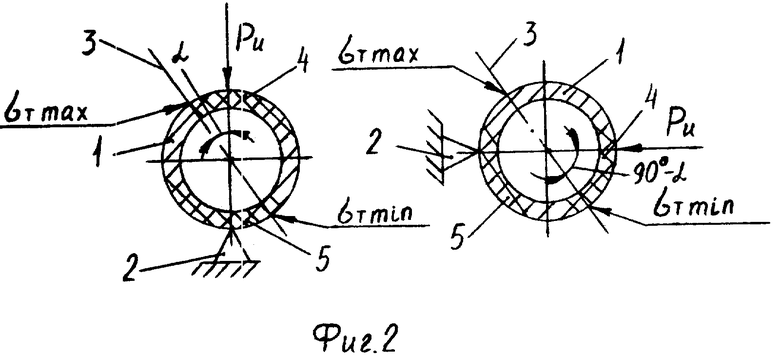
На фиг. 1 приведена схема правки длинномерного изделия; на фиг. 2 - схемы, поясняющие пластический изгиб изделия, имеющего неоднородную прочность по периметру под действием поперечных сил, направленных взаимно перпендикулярно; на фиг. 3 - векторные диаграммы, определяющие направления и величины упругопластических изгибов при правке.
При производстве некоторых длинномерных изделий, например, труб, вследствие несовершенства технологии - неравномерной термообработки по периметру конечного сечения, разностенности трубы и т.п. - имеет место неоднородная прочность изделия по периметру поперечного сечения. Неоднородность, как правило, симметрична или близка к симметрии относительно одной из осей поперечного сечения. Ось симметрии такой неоднородности, как правило, не совпадает с плоскостью кривизны изделия. Поэтому при правке кривизны плоским изгибом имеет место "уход" - искривления изделия в осевой плоскости, перпендикулярной плоскости правки. Вторичная правка приводит к частичному возврату кривизны в первоначальной плоскости и т.д.
Таким образом, точная правка таких изделий затруднена из-за неоднозначности результата гибки и требует для достижения заданной точности до десяти-двадцати воздействий - гибок в каждом сечении. Задача осложняется еще и тем, что ось симметрии неоднородности в каждом поперечном сечении изделия может быть различной по направлению, поэтому результаты гибки в одном из сечений не облегчают задачу правки в других сечениях.
Предлагаемый способ устраняет неоднозначность правки и тем самым позволяет повысить точность и производительность правки длинномерных изделий, имеющих неоднородную прочность по периметру поперечного сечения. Это достигается тем, что сначала определяют направление оси симметрии прочностных свойств поперечного сечения изделия, а затем производят правку кривизны изделия.
Для определения оси симметрии прочностных свойств поперечного сечения в сечении правки осуществляют пластический изгиб изделия в двух произвольных взаимно перпендикулярных осевых плоскостях на равную величину, для каждой операции пластического изгиба определяют величину остаточного пластического изгиба в перпендикулярной к действующему усилию осевой плоскости и производят векторное сложение полученных величин. Направление суммарного вектора совпадает с направлением искомой оси симметрии прочностных свойств.
На фиг. 1 приведена схема правки длинномерного изделия 1, размещенного на опорах 2, путем воздействия поперечной изгибающей силой Pи.
На фиг. 2 показано распределение областей пластического течения металла при изгибе изделия 1 силой Pи на опорах 2, имеющей область симметрии прочностных свойств поперечного сечения в направлении 3, расположенного под углом α и (90°-α) к действующей изгибающей силе Pи. При этом сигнал силы Pи в приведенной схеме направлены взаимно перпендикулярно. В результате несимметрии прочностных свойств поперечного сечения относительно действующей силы имеет место смещение относительно нее областей 4 и 5 пластического течения материала трубы, вызывающее после разгрузки детали ее вторичный изгиб в осевой плоскости, перпендикулярной действующей силе. На векторных диаграммах фиг. 3, а,б показано соотношение векторов остаточного пластического течения δ1пл. и δ2пл. и векторов δ1⊥ и δ2⊥ , перпендикулярных к ним. При этом векторы δ1пл. и δ2пл. равны по модулю, т.е. 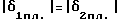 . Суммарный вектор δ , приведенный на диаграмме фиг. 3,в, показывает направление оси симметрии прочностных свойств поперечного сечения изделия в сечении правки, при этом
. Суммарный вектор δ , приведенный на диаграмме фиг. 3,в, показывает направление оси симметрии прочностных свойств поперечного сечения изделия в сечении правки, при этом  .
.
Таким образом, правку изделия осуществляют в двух осевых плоскостях. Плоскость первой правки перпендикулярна суммарному вектору δ , т.е. перпендикулярна к оси симметрии прочностных свойств поперечного сечения изделия в сечении правки. Производится правка детали в этой плоскости с максимальным вторичным исправлением в перпендикулярной к ней осевой плоскости. Осевая плоскость второй правки совпадают с осью симметрии 3 (фиг. 2), поэтому данная правка является окончательной, т.к. не вызывает вторичного искривления в перпендикулярной к ней плоскости.
Таким образом, предлагаемый способ позволяет достичь высокой точности правки деталей, имеющих неоднородную прочность поперечного сечения и повысить производительность процесса правки за счет сокращения количества циклов гибки.
Для проверки методики определения оси симметрии прочностных свойств поперечного сечения длинномерного изделия была проведена экспериментальная работа. Для экспериментов были выбраны два типа образцов, по 4 образца каждого типа.
1. Труба размером ⊘ 57х4,5 (±5%) мм, длиной 1000 мм из стали 20, подвергнутая неравномерной термообработке - медленное опускание в горизонтальном положении в ванну охлаждения при закалке с последующим отпуском.
2. Труба диаметром 57 мм с эксцентричной разностенностью: от 4,0 до 4,2 мм - минимальное значение толщины стенки, от 5,0 до 5,3 мм - максимальное значение толщины стенки, длина трубы - 1000 мм, сталь 20.
Для образцов первого типа в качестве характеристики прочностных свойств была выбрана микротвердость. Замерялась микротвердость наружной поверхности поперечного сечения в средней части в восьми точках и по замерам определялось направление фактической оси симметрии прочностных свойств. Для образцов второго типа фактически ось симметрии определялась как направление от образующей с максимальной стенкой к образующей с минимальной стенкой.
Образцы изгибались в средней части до получения остаточного изгиба 0,3±10% мм, замеряли величину остаточного изгиба в перпендикулярной плоскости, затем образец поворачивали на 90o и изгибали повторно, и определяли теоретический угол наклона действующей силы к оси симметрии прочностных свойств и сравнивали с фактическим.
Результаты экспериментов приведены в таблице.
Таким образом, из результатов эксперимента следует, что величина отклонения вычисленного оси симметрии от фактического не превышает ±10o, что говорят о корректности предложенной методики определения оси симметрии прочностных свойств.
В качестве примера рассмотрим правку образцов труб, подвергнутых неравномерной термообработке - медленное опускание в горизонтальном положении в ванну охлаждения при закалке с последующим отпуском.
Размер образцов, мм - ⊘ 57х4,5
Длина, мм - 1000
Материал - Сталь 20
Твердость в средней части, макс. HRс - 42
Твердость в средней части, миним. HRс - 34
Образцами искусственно сообщалось искривление в средней части на величину 2,2 - 2,5 мм под углом 30 - 60o к оси симметрии твердости периметра образца в средней части. Пять образцов правили по обычной технологии: определяли максимальное отклонение кривизны и сообщали образцу противоизгиб. Циклы правки повторяли до достижения отклонения от прямолинейности в сечении правки 0,1 мм. Другие пять образцов правили по заявляемой технологии.
Среднее по пяти образцам число циклов по обычной технологии составило 7,8 цикла, по предлагаемой технологии - 4,6 цикла.
Использование предлагаемого способа правки позволяет снизить трудоемкость и повысить производительность при правке длинномерных изделий, имеющих неоднородные прочностные свойства периметра в сечении правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2090284C1 |
| СПОСОБ ПРАВКИ ИЗДЕЛИЙ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2090283C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРА СКВАЖИННОГО ШТАНГОВОГО НАСОСА | 1996 |
|
RU2090282C1 |
| СТАН ДЛЯ КОСОВАЛКОВОЙ ПРАВКИ | 1994 |
|
RU2070456C1 |
| ПРОФИЛЬНАЯ ТРУБА | 1994 |
|
RU2091655C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПОДВИЖНОЙ ОПРАВКЕ | 1992 |
|
RU2057609C1 |
| СПОСОБ ПРЕЦИЗИОННОГО ДЕФОРМИРОВАНИЯ ТРУБЧАТЫХ И СТЕРЖНЕВЫХ ИЗДЕЛИЙ | 2021 |
|
RU2762224C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2096111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1994 |
|
RU2070451C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1997 |
|
RU2107569C1 |
Изобретение относится к обработке металлов давлением, в частности к технологии правки упругопластическим изгибом, и может быть использовано при изготовлении гидроцилиндров, корпусов и плунжеров глубинных штанговых насосов и других высокоточных длинномерных изделий. Сущность изобретения: способ правки длинномерных изделий включает измерение кривизны изделия, установку его на опоры и воздействие на изделие между опорами усилием с созданием упругопластического изгиба в осевой плоскости. Для осуществления способа в сечении правки осуществляют пластический изгиб изделия в двух произвольных взаимно перпендикулярных плоскостях на равную величину. Для каждой операции пластического изгиба определяют величину остаточного пластического изгиба в перпендикулярной к действующему усилию плоскости. Определяют направление оси симметрии прочностных свойств изделия в сечении правки и после этого осуществляют правку путем воздействия усилием на изделие сначала в направлении, перпендикулярном оси симметрии прочностных свойств, а затем - в направлении оси симметрии прочностных свойств. 1 табл. 3 ил.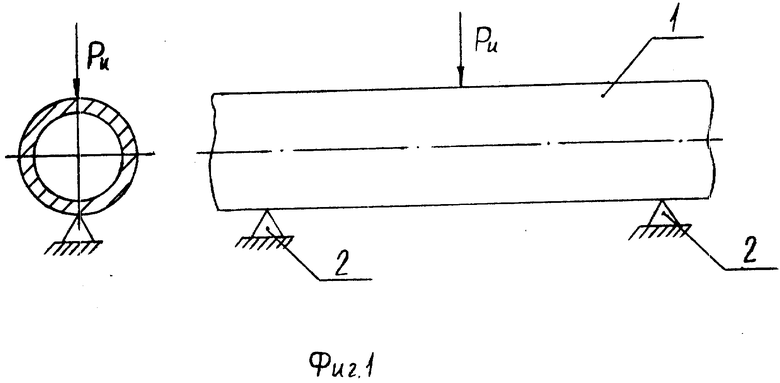
Способ правки длинномерных изделий, при котором измеряют кривизну изделия, устанавливают его на опоры и осуществляют упругопластический изгиб путем приложения к изделию между опорами усилия в плоскости, проходящей через ось симметрии изделия, отличающийся тем, что перед упругопластическим изгибом в плоскости приложения усилия определяют направление оси симметрии прочностных свойств путем предварительного пластического изгиба с последовательным приложением дополнительных усилий равной величины в двух взаимно перпендикулярных плоскостях, проходящих через ось симметрии изделия с последующим определением величины остаточного пластического изгиба в плоскостях, перпендикулярных вышеуказанным, а в процессе упругопластического изгиба усилия последовательно прикладывают в направлении, перпендикулярном оси симметрии прочностных свойств, а затем в направлении оси симметрии прочностных свойств.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 841704, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1655595, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

