Изобретение относится к производству медицинской техники, а именно к атравматическим медицинским иглам предназначенным для наложения хирургических швов.
Известна хирургическая игла (патент Германии N 4208242 кл. A 61 B 17/06), имеющая острый и тупой концы, с закрепленным в тупом конце шовным материалом или нитью, а вкалываемый острый конец и прилегающая к нему часть иглы (приблизительно 50% ее длины) изготовлены из чистого или поверхностно необработанного материала, а поверхность остальной части иглы до присоединения нити химически или электрически матирована или окрашена сплошным покрытием или с незначительными разрывами.
Недостатком этой иглы являются ее недостаточная острота требующая большого усилия прокола, невысокие качество и надежность, понижающие атравматизм.
Известны силицированная хирургическая игла и способ ее изготовления (патент США 5258013, кл. A 61 B 17/00, НКИ 606-223), в процессе изготовления которой ее помещают в аппарат для ультразвуковой очистки с паровой секцией для обработки ее паром, после этого на иглу наносят путем распыления способный отверждаться кремнийсодержащий материал таким образом, чтобы не закупоривалось углубление в тупом конце иглы. При этом в отверстие входит незначительное количество кремнийсодержащего материала. Распыленный кремнийсодержащий материал равномерно распределяется на поверхности хирургической иглы и после его отверждения на игле образуется высокопрочное силиконовое покрытие.
Недостаток этого способа изготовления иглы заключается в том, что игла при прокалывании биологической ткани требует большого усилия за счет значительного значения коэффициента трения и невысокой остроты, что понижает атравматизм и ухудшает комфортность работы хирурга.
Известна атравматическая игла для наложения хирургических швов (патент РФ N 2014011, кл. A 61 B 17/06), которая содержит изогнутый заостренный стержень с размещенным у заострения открытым вырезом, снабженным замком, выполненным в виде установленного из оси рычага, один конец которого выполнен с закруглением.
Недостатком этой иглы является то, что обладая повышенной надежностью крепления хирургической нити, игла требует относительно большого усилия при прокалывании биологической ткани за счет высокого коэффициента трения, а также недостаточную остроту, что приводит к низкому атравматизму.
Известен способ изготовления атравматической медицинской иглы (патент РФ N 2058755, кл. A 61 B 17/06, который включает гибку заготовки из капиллярной трубки разрезание заготовки на игольные корпусы, заточку корпусов, введение до заточки стержневого каркаса с последующей фиксацией зачеканкой незаточенного конца корпуса и закрепление на стержневом каркасе шовной нити, причем стержневой каркас выполнен в виде соединительного элемента с выступающим крепежным участком под нить, а фиксацию стержневого каркаса производят с предварительной умягчающей термообработкой, при этом нить закрепляют оплеткой. Недостатком иглы, изготовленной этим способом, являются относительно низкие качество и атравматизм.
Наиболее близким техническим решением к предлагаемому является атравматическая игла, которая выполнена в виде изогнутого стержня, имеющего острый и тупой концы, отверстие на тупом конце иглы, в котором посредством связующего средства закреплена нить [1].
Атравматическая игла обладает прочным, монолитным и нехрупким соединением с нитью, но ее существенным недостатком является то, что требуется относительно большое усилие для прокола биологической ткани, что снижает атравматизм, кроме этого, игла при наложении хирургического шва "бликует", что снижает комфортность работы хирурга и, как следствие, снижает качество наложенного хирургического шва.
Наиболее близким решением к предлагаемому способу изготовления атравматической медицинской иглы является способ изготовления хирургической или атравматической иглы, который включает правку и резку ее на заготовки, предварительную заточку острия, оформления канала для закрепления нити, штамповку, механическую заточку острия по граням, образующим режущие кромки, гибку по радиусу, термообработку и электрохимическое полирование, причем механическую заточку производят по граням, оставляя по меньшей мере незаточенной одну, в направлении от корпуса иглы к кончику острия под углом к режущим кромкам с последующим электромеханическим полированием до образования вогнутых поверхностей на гранях [2].
Недостаток этого способа изготовления заключается в том, что игла обладает недостаточно высокими функциональными свойствами, заключающимися в том, что при наложении хирургического шва требуется производить относительно большое усилие прокола биологической ткани, что снижает атравматизм, кроме того, игла обладает невысокими прочностью и надежностью, а также "бликует" при наложении шва, что дополнительно снижает комфортность работы хирурга и, как следствие, снижает герметичность и качество наложенного шва.
Общими существенными признаками предлагаемой атравматической медицинской иглы и известной являются: выполнение иглы в виде изогнутого стержня, имеющего острый и тупой концы, в тупом конце которого выполнен осевой канал, в котором закреплена нить.
Отличительными существенными признаками предлагаемой атравматической медицинской иглы являются следующие: поверхность ее покрыта углеродной пленкой толщиной 100 - 1000  , а острый конец выполнен с закруглением, радиус которого R = 0,1 - 1 мкм.
, а острый конец выполнен с закруглением, радиус которого R = 0,1 - 1 мкм.
Общими существенными признаками предлагаемого способа изготовления атравматической медицинской иглы и известного являются следующие: правка проволоки, резка ее на заготовки с образованием копья иглы, термообработка заготовки, предварительная механическая заточка копья иглы с последующими электрохимической заточкой и полировкой, оформление торцевого осевого канала для закрепления нити с последующим обжимом с нитью, гибка иглы по радиусу.
Отличительными существенными признаками предлагаемого способа является то, что после электрохимической полировки заготовки осуществляют плазменную обработку копья иглы, а после оформления торцевого осевого канала для закрепления нити осуществляют покрытие заготовки углеродной пенкой. При этом покрытие заготовки атравматической иглы углеродной пленкой осуществляют из плазмы газового разряда в атмосфере аргона и органического газа, например метана. Или покрытие заготовки атравматической медицинской иглы углеродной пленкой осуществляют вакуумной конденсацией потока углерода, получаемого из импульсного вакуумного дугового разряда.
Технический результат, который обеспечивается предлагаемым техническим решением заключается в том, что атравматическая медицинская игла обладает высокими функциональными свойствами, высокими прочностными и надежностными характеристиками, покрытие углеродной пленкой и радиус закругления копья иглы R = 0,1 - 1 мкм обеспечивают значительное повышение атравматичности, снижают усилие при прокалывании биологической ткани. Матированная поверхность иглы повышает комфортность работы хирурга и, как следствие, качество и герметичность положенного шва.
На чертеже изображен общий вид атравматической медицинской иглы, где 1 - корпус; 2 - торцевой осевой канал для закрепления нити; 3 - копье иглы.
Сущность изобретения заключается в следующем: атравматическая игла состоит из корпуса 1, в котором выполнен торцевой осевой канал 2 для закрепления нити, и копья иглы 3.
Атравматическую медицинскую иглу изготавливают следующим образом: проволоку, выполненную из сплава, например из стали СП-22,34-90, диаметром 0,09 - 0,15 мкм предварительно рихтуют и разрезают на заготовки, после чего осуществляют предварительную промывку заготовки в этиловом спирте, после чего пневмомолотком производят ее ковку с образованием копья иглы и последующую промывку ее этиловым спиртом, после чего производят ее термообработку в вакуумной термической печи в течение 2,5 - 3 ч при t = 470 ± 2oC и последующую механическую заточку копья иглы на абразивном круге S10, затем осуществляют электрохимическую заточку и полировку копья иглы в электролите состава,%: H2SO4 45%; H3PO4 45%; остальное - вода.
После этого в течение 1,5 - 4 ч осуществляют плазменную обработку копья иглы ионным пучком аргона, энергия ионов аргона E = 2000 - 5000 э-В, плотностью J = 4 мА/см, что обеспечивает требуемый радиус закругления острого конца иглы (R = 0,1 - 1 мкм), после чего на электроискровом прошивочном станке в тупом конце иглы формируют торцевой осевой канал глубиной h = 1 мм и d = 0,07 мм, затем производят окончательную промывку иглы в ультразвуковом устройстве в среде жидкости типа "Лабомид 203" концентрацией 50 г/л при t = 60 - 70oC в течение 15 - 20 мин. После чего острый конец иглы и 70 - 80% прилегающей к нему длины покрывают углеродной пленкой. Для этого иглы размещают в вакуумной камере на держателях, установленных с возможностью вращения и обеспечивающих равномерное покрытие игл со всех сторон. Затем поверхность игл очищается воздействием в течение 1,5 - 2 мин, пучка ионов аргона с энергией E= 2000 э-В. После этого включают импульсный дуговой источник углеродной плазмы, обеспечивающий поток ионов углерода на поверхность игл, и осуществляют напыление углеродного слоя вакуумной конденсацией потока углерода получаемого из импульсного вакуумного дугового разряда.
Покрытие атравматической медицинской иглы углеродной пленкой может быть осуществлено также из плазмы газового разряда в атмосфере аргона и органического газа, например метана. Для чего в вакуумную камеру, где на вращающихся держателях размещены иглы, производят напуск аргона до давления 10-3 Торр, зажигающего тлеющий электрический разряд. На держатель игл, служащий катодом, подают отрицательный электрический потенциал ( U= - 2000 В). Очистку поверхности игл от загрязнения производят в течение 1,5 - 2 мин, при этом анодом являются стенки вакуумной камеры, затем производят напуск метана до давления 10-3 - 10-2 Торр в плазму газового разряда. На поверхности игл происходит рост углеродной пленки в течение 15 - 20 мин. При этом достигается требуемая толщина углеродной пленки 100 - 1000  .
.
Контроль структуры углеродного покрытия производят методом ОЖЗ-спектроскопии, путем деконвольюции KYY-линии углерода (272 э-В), а также методом КР-спектроскопии.
При осуществлении покрытия иглы углеродной пленкой вакуумной конденсацией потока углерода из импульсного вакуумного дугового разряда, плотность электронных состояний, полученная методом деконвольюции KYY-линии углерода, содержит:
широкий максимум 12,5 э-В и узкий максимум 6 э-В в случае графитоподобной углеродной пленки;
широкий максимум 12,5 э-В в случае алмазоподобной углеродной пленки.
Спектры КР алмазоподобной углеродной пленки содержат широкий максимум при 1550 см-1. Спектр КР графитоподобной углеродной пенки содержат два широких максимума при 1600 см-1 и при 1350 см1.
Технический результат, который обеспечивается предлагаемым техническим решением заключается в том, что атравматическая игла обладает высокими функциональными свойствами, высокими прочностными и надежностными характеристиками, покрытие углеродной пленкой и радиус закругления острого конца иглы R= 0,1 - 1 мкм обеспечивают значительное повышение атравматичности, снижают усилие при прокалывании биологической ткани. Матированная поверхность иглы повышает комфортность работы хирурга, качество и герметичность наложенного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРОМБОРЕЗИСТЕНТНОГО БИОСОВМЕСТИМОГО МАТЕРИАЛА | 1996 |
|
RU2115438C1 |
| ПЛЁНКА ДВУМЕРНО УПОРЯДОЧЕННОГО ЛИНЕЙНО-ЦЕПОЧЕЧНОГО УГЛЕРОДА И СПОСОБ ЕЁ ПОЛУЧЕНИЯ | 2013 |
|
RU2564288C2 |
| УГЛЕРОДНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2261944C1 |
| ТВЕРДОТЕЛЬНАЯ МАТРИЦА ВАКУУМНЫХ ФОТОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2007 |
|
RU2366031C2 |
| Способ получения кристаллического карбина | 1990 |
|
SU1804467A3 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ И/ИЛИ РЕГИОНАРНОЙ ДОСТАВКИ С ПРИМЕНЕНИЕМ ЖИДКИХ СОСТАВОВ ТЕРАПЕВТИЧЕСКИ АКТИВНЫХ ВЕЩЕСТВ | 2009 |
|
RU2596092C2 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОЙ И/ИЛИ РЕГИОНАРНОЙ ДОСТАВКИ С ПРИМЕНЕНИЕМ ЖИДКИХ СОСТАВОВ ТЕРАПЕВТИЧЕСКИ АКТИВНЫХ ВЕЩЕСТВ | 2009 |
|
RU2513153C2 |
| ЛОКАЛЬНАЯ СОСУДИСТАЯ ДОСТАВКА ПРОБУКОЛА, ОДНОГО ИЛИ В КОМБИНАЦИИ С СИРОЛИМУСОМ, ДЛЯ ЛЕЧЕНИЯ РЕСТЕНОЗА, УЯЗВИМЫХ БЛЯШЕК, ААА (АНЕВРИЗМЫ БРЮШНОЙ АОРТЫ) И ИНСУЛЬТА | 2008 |
|
RU2481084C2 |
| СИСТЕМЫ И СПОСОБЫ МНОГОСТОРОННЕГО АНАЛИЗА | 2012 |
|
RU2627927C2 |
Атравматическая медицинская игла применяется для наложения хирургических швов, а способ ее изготовления может быть использован в производстве медицинской техники. Атравматическая медицинская игла, выполняется в виде изогнутого стержня, имеющего острый и тупой концы. В тупом конце формируется торцевой осевой канал, в котором закрепляется нить. Поверхность иглы покрыта углеродной пленкой толщиной 100-1000  , а острый конец выполнен с закруглением, радиус которого R = 0,1-1 мкм. Способ изготовления атравматической медицинской иглы, включает правку проволоки, резку ее на заготовки с образованием копья иглы, термообработку заготовки, предварительную механическую заточку копья иглы с последующими электрохимической заточкой и полировкой, после которой осуществляют плазменную обработку копья иглы, оформление торцевого осевого канала для закрепления нити, а после оформления торцевого осевого канала для закрепления нити осуществляют покрытие заготовки углеродной пленкой. В результате получается атравматическая игла с повышенными функциональными свойствами, прочностными и надежностными характеристиками, и имеющая сниженное усилие прокалывания биологической ткани. 2 с. и. 2 з. п. ф-лы, 1 ил.
, а острый конец выполнен с закруглением, радиус которого R = 0,1-1 мкм. Способ изготовления атравматической медицинской иглы, включает правку проволоки, резку ее на заготовки с образованием копья иглы, термообработку заготовки, предварительную механическую заточку копья иглы с последующими электрохимической заточкой и полировкой, после которой осуществляют плазменную обработку копья иглы, оформление торцевого осевого канала для закрепления нити, а после оформления торцевого осевого канала для закрепления нити осуществляют покрытие заготовки углеродной пленкой. В результате получается атравматическая игла с повышенными функциональными свойствами, прочностными и надежностными характеристиками, и имеющая сниженное усилие прокалывания биологической ткани. 2 с. и. 2 з. п. ф-лы, 1 ил.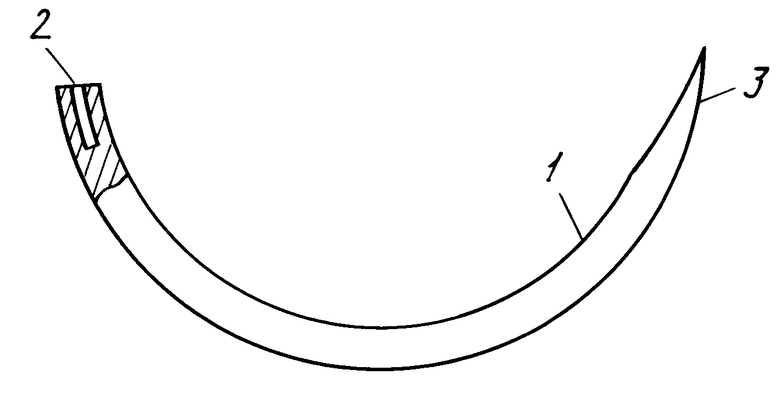
 а острый конец выполнен с закруглением, радиус которого R = 0,1 - 1 мкм.
а острый конец выполнен с закруглением, радиус которого R = 0,1 - 1 мкм.
