Изобретения относятся к области машиностроения и могут быть использованы как цилиндрические направляющие для сигнальных или метеорологических ракет точного действия, стабилизируемых вращением.
Известно устройство, в котором реализован способ изготовления трубы из слоистого композиционного материала с по меньшей мере одним винтовым прямоугольным пазом с боковой несущей поверхностью, при котором на цилиндрическую оправку устанавливают винтовую пластину прямоугольного сечения, укладывают предварительно сформированные вкладыши и наматывают слои, формируя многослойную силовую оболочку с внутренним слоем (см. SU, авт. св. N 324167, кл. B 29 C 53/82, B 29 C 33/42, 1972).
Недостатком известного способа является невозможность изготовления с его помощью труб с высокой прочностью и продольной жесткостью стенок их пазов, особенно несущей боковой стенки, которая при эксплуатационных нагрузках оказывается в наиболее жестких условиях нагружения. Вследствие недостаточно прочной связи между вкладышем и силовой оболочкой, отсутствия опоры для вкладыша изнутри трубы, он при нагружении первым теряет устойчивость, отслаивается, крошится и вызывает разрушение всей трубы.
Известное техническое решение является наиболее близким по технической сущности к заявленному способу и выбрано в качестве наиболее близкого аналога.
Известно устройство для изготовления трубы из слоистого композиционного материала, в котором описана конструкция полученной на этом устройстве трубы с по меньшей мере одним винтовым прямоугольным пазом (см. авт. св. N 324167). Известная труба имеет на внутренней поверхности ее многослойной с внутренним слоем силовой оболочки винтовой прямоугольный паз и вкладыши, установленные относительно указанного паза и скрепленные с силовой оболочкой.
Недостатком известной трубы является ее ненадежность из-за пониженных жесткости и прочности, обусловленная возможностью местной потери устойчивости несущей боковой стенки винтового прямоугольного паза. При эксплуатационных нагрузках в этой зоне возникают значительные напряжения изгиба и среза материала паза. Для обеспечения надежной работы в условиях сложнонапряженного состояния при одновременном нагружении на сжатие, кручение и изгиб такие трубы требуют дополнительного упрочнения боковых стенок.
Известное техническое решение является наиболее близким по технической сущности к заявленной конструкции трубы и выбрано в качестве наиболее близкого аналога.
Технической задачей, на решение которой направлено заявленное изобретение, является разработка такой трубы с одним или более винтовым прямоугольным пазом из слоистого композиционного материала, а также такого способа ее изготовления, которые обеспечили бы надежную работу трубы при воздействии на нее эксплуатационных нагрузок.
Поставленная задача решается за счет использования в конструкции трубы замкового соединения "силовая оболочка-вкладыш" и особого исполнения самого вкладыша, а в способе изготовления - новой последовательности операций с учетом конструктивных изменений.
Для решения поставленной задачи в способе изготовления трубы из слоистого композиционного материала с по меньшей мере одним винтовым прямоугольным пазом с боковой несущей поверхностью, при котором на цилиндрическую оправку устанавливают винтовую пластину прямоугольного сечения, укладывают предварительно сформованные вкладыши и наматывают слои материала, формируя многослойную силовую оболочку с внутренним слоем, согласно изобретению, после установки винтовой пластины наматывают с натяжением, достаточным для устранения провисания, на оправку внутренний слой, образуя винтовой прямоугольный гофр, а предварительно сформованные вкладыши выполняют в виде реек треугольного сечения и укладывают их вплотную, прижимая к уступам гофра и к примыкающей к ним цилиндрической поверхности внутреннего слоя, и затем наматывают остальные слои силовой оболочки, причем рейки прижимают к внутреннему слою силовой оболочки либо кольцевыми витками слоя, следующего за внутренним слоем силовой оболочки, и тогда сначала прижимают рейку со стороны боковой несущей поверхности винтового прямоугольного паза, либо посредством разрезных пружинных колец, при этом внутренний слой силовой оболочки наматывают с нахлестом в зоне установки рейки, а предварительно сформованные рейки термообрабатывают для обеспечения требуемого их сечения и пластических свойств в продольном направлении.
В трубе из слоистого композиционного материала с по меньшей мере одним винтовым прямоугольным пазом, содержащей многослойную силовую оболочку с внутренним слоем, установленные и скрепленные с ней вкладыши и выполненный на ее внутренней поверхности винтовой прямоугольный паз, согласно изобретению, внутренний слой силовой оболочки снабжен винтовым прямоугольным гофром с расположенным в нем винтовым прямоугольным пазом, а вкладыши выполнены в виде двух реек треугольного сечения, установленных на внутреннем слое по обе стороны от винтового прямоугольного гофра, скрепленных с ним и силовой оболочкой, при этом рейки выполнены из секций, состыкованных косыми стыками, внутренний слой силовой оболочки выполнен под рейкой с нахлестом, причем труба снабжена разрезными пружинными кольцами, установленными внутри силовой оболочки с возможностью размещения в их разрезе реек.
Отличительными особенностями способа изготовления трубы из слоистого композиционного материала с одним или более винтовым прямоугольным пазом являются следующие признаки:
намотка после установки винтовой пластины на оправку внутреннего слоя с образованием винтового прямоугольного гофра,
намотка указанного слоя с натяжением, достаточным для устранения провисания,
выполнение предварительно сформованных вкладышей в виде реек треугольного сечения,
укладка реек вплотную с прижимом к уступам гофра и к примыкающей к ним цилиндрической поверхности внутреннего слоя,
намотка остальных слоев силовой оболочки, а также
прижимание реек кольцевыми витками слоя, следующего за внутренним слоем силовой оболочки,
начиная с рейки, расположенной со стороны боковой несущей поверхности, прижимание реек посредством разрезных пружинных колец,
намотка внутреннего слоя силовой оболочки с образованием нахлеста в зоне установки рейки,
термообработка предварительно сформированных реек для обеспечения требуемого их сечения и пластических свойств в продольном направлении.
Отличительными особенностями трубы предложенной конструкции являются следующие признаки:
снабжение внутреннего слоя силовой оболочки винтовым прямоугольным гофром с расположенным в нем винтовым прямоугольным пазом,
выполнение вкладышей в виде двух реек треугольного сечения,
установка указанных реек на внутреннем слое по обе стороны от винтового прямоугольного гофра,
скрепление реек с упомянутым гофром и с силовой оболочкой,
выполнение реек из секций,
состыкованных косыми стыками,
выполнение внутреннего слоя силовой оболочки под рейкой с нахлестом,
снабжение трубы разрезными пружинными кольцами,
установка указанных колец внутри силовой оболочки с возможностью размещения в их разрезе реек.
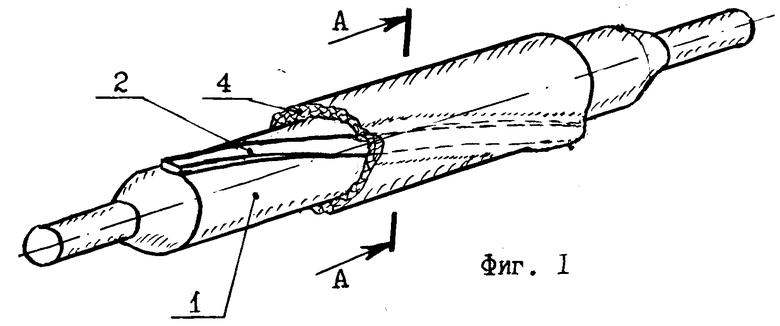
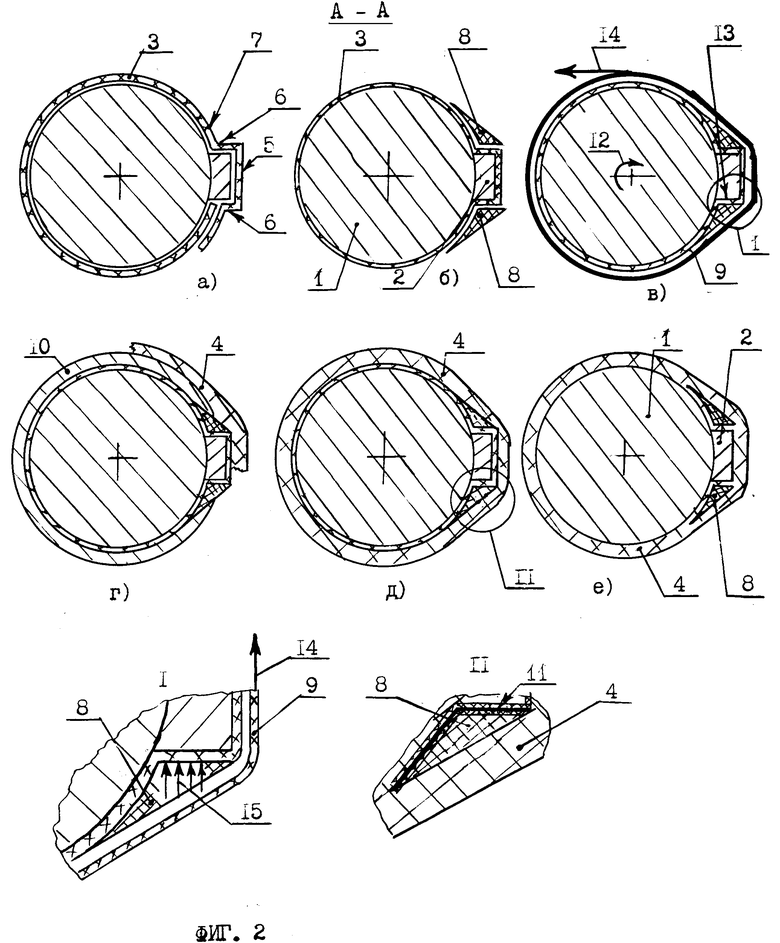
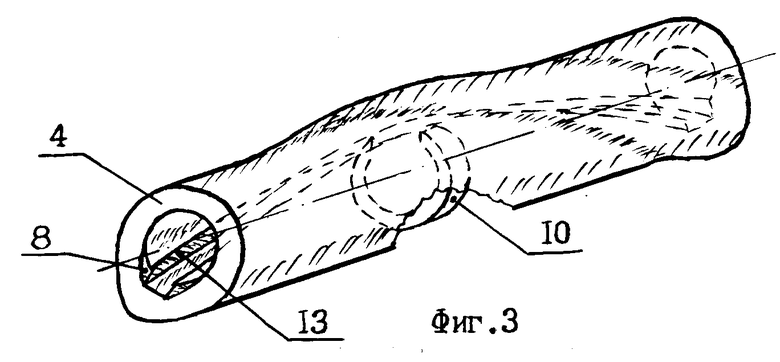
Сущность изобретений поясняется чертежами, где на фиг. 1 представлен общий вид (в аксонометрии) оправки с винтовой пластиной и намотанной силовой оболочкой; на фиг. 2 - технологическая схема способа изготовления предложенной конструкции трубы с винтовым пазом; на фиг. 3 - общий вид готовой трубы (в аксонометрии).
Способ изготовления трубы с винтовым прямоугольным пазом из слоистого композиционного материала заключается в следующем.
На цилиндрическую оправку 1 устанавливают винтовую пластину 2 прямоугольного сечения, затем наматывают внутренний слой 3 силовой оболочки 4, образуя винтовой прямоугольный гофр 5 с уступами 6 (фиг. 2). Намотку внутреннего слоя 3 производят либо тканью с нахлестом, либо спиральной намоткой ленты с натяжением, достаточным для устранения провисания маетериала намотки. Далее вплотную к уступам 6 гофра 5 и к примыкающей к ним цилиндрической поверхности 7 внутреннего слоя 3 с обеих сторон гофра 5 устанавливают предварительно сформованные и частично термообработанные до достижения пластических свойств в продольном направлении рейки 8, имеющие треугольное сечение. Затем производят намотку следующего слоя 9 кольцевыми витками, прижимая ими рейки 8. Рейки 8 могут быть составными; в этом случае их стыковку производят "на скос". Рейки могут быть прижаты разрезными пружинными кольцами 10, которые устанавливают на внутренний слой 3 и, разжимая их, вставляют рейки 8. В результате установки реек 8 материал внутреннего слоя 3 натягивается, а гофр 5 принимает точную форму винтового паза. После этого наматывают до конца силовую оболочку 4, термообрабатывают, извлекают оправку 1 с винтовой пластиной 2. Нахлест 11 внутреннего слоя 3 силовой оболочки 4 выполняют в зоне установки в последующем рейки 8 (поз. 11 фиг. 2д).
Так как при намотке кольцевого слоя 9 рейки 8 прижимают неодинаково, то направление намотки 12 выбирают таким, что сначала прижимают рейку 8 со стороны боковой несущей поверхности 13 винтового паза, которая при работе трубы более нагружена. В этом случае сила натяжения 14 при намотке кольцевого слоя 9 дает составляющую 15, которая дополнительно прижимает рейку 8 и упрочняет таким образом боковую несущую поверхность паза (поз. 1 фиг. 2в).
Точно так же можно выполнить трубу с двумя и более винтовыми прямоугольными пазами, установив на оправке соответствующее количество винтовых пластин.
Труба из слоистого композиционного материала предложенной конструкции содержит силовую оболочку 4 (фиг. 1-3) с внутренним слоем 3, имеющим прямоугольный гофр 5, образующий ее винтовой прямоугольный паз, две треугольные рейки 8, прижатые к уступам 6 гофра 5 и к цилиндрической поверхности 7 внутреннего слоя 3, примыкающей к уступам 6, с помощью, например, разрезных колец 10, размещенных внутри силовой оболочки 4.
Рейки 8, кольца 10 и силовая оболочка 4 выполнены, например, из стеклопластика. Они могут быть выполнены из любого другого композиционного материала на основе волокнистого армирующего наполнителя и полимерного связующего.
Труба работает следующим образом.
При контакте штифта ракеты с несущей боковой поверхностью паза внутренний слой силовой оболочки испытывает упругие деформации, которые передает на рейки и силовую оболочку без разрушения. Ракета при прохождении по трубе получает импульс вращения с обеспечением требуемой точности наведения.
Надежная работа трубы обеспечивается за счет более высокой по сравнению с прототипом прочности и жесткости боковых стенок ее винтового паза, особенно несущей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 2004 |
|
RU2261800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ НАМОТКИ ТРУБЫ С, ПО МЕНЬШЕЙ МЕРЕ, ОДНИМ ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ, ОПРАВКА ДЛЯ НАМОТКИ ТРУБЫ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2375184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2390414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОЙ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И МНОГОГРАННАЯ ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2425754C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОЙ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И МНОГОГРАННАЯ ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2344934C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ПУСКОВАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2270971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2333103C2 |
| АРМИРОВАННАЯ ОБОЛОЧКА ДЛЯ ВНУТРЕННЕГО ДАВЛЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2514980C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЛАГОЗАЩИЩЁННОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ВЛАГОЗАЩИЩЁННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2544905C1 |
| ВЛАГОЗАЩИЩЕННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2518690C1 |
Способ изготовления трубы из слоистого композиционного материала с винтовым прямоугольным пазом и труба предназначены для сигнальных или метеорологических ракет точного действия, стабилизируемых вращением. В способе на цилиндрическую оправку устанавливают винтовую пластину прямоугольного сечения, наматывают затем внутренний слой, образуя винтовой прямоугольный гофр, укладывают предварительно сформованные вкладыши в виде реек треугольного сечения вплотную к уступам гофра и к цилиндрической поверхности внутреннего слоя и затем наматывают остальные слои силовой оболочки, формируя многослойную силовую оболочку. В трубе внутренний слой силовой оболочки снабжен винтовым прямоугольным гофром с расположенным на нем винтовым прямоугольным пазом и установленными по обе стороны от винтового прямоугольного гофра и скрепленными с ними и с силовой оболочкой двумя рейками треугольного сечения. Способ позволяет получить прочную трубу с высокой жесткостью стенок ее винтового паза. 2 с. и 7 з.п.ф-лы, 3 ил.