Изобретения относятся к области машиностроения и могут быть использованы при создании пусковых труб с винтовыми пазами для ракет с закруткой надкалиберными штифтами.
Известно устройство по авторскому свидетельству SU №324167, 1972 г., МПК7 В 29 С 53/82, в котором реализован способ изготовления трубы из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом, при котором на цилиндрическую оправку устанавливают винтовую пластину прямоугольного сечения, укладывают предварительно сформованные рейки и наматывают слои, формируя многослойную силовую оболочку с внутренним слоем.
Также известен способ по патенту RU №2112648 от 29.02.96 г. МПК7 В 29 С 53/82 изготовления трубы из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом, при котором на цилиндрическую оправку с винтовой пластиной прямоугольного сечения укладывают послойно внутренний несущий слой, образуя на нем прямоугольный гофр, предварительно сформованные рейки треугольного сечения и многослойную силовую оболочку, и известна труба, изготовленная этим способом.
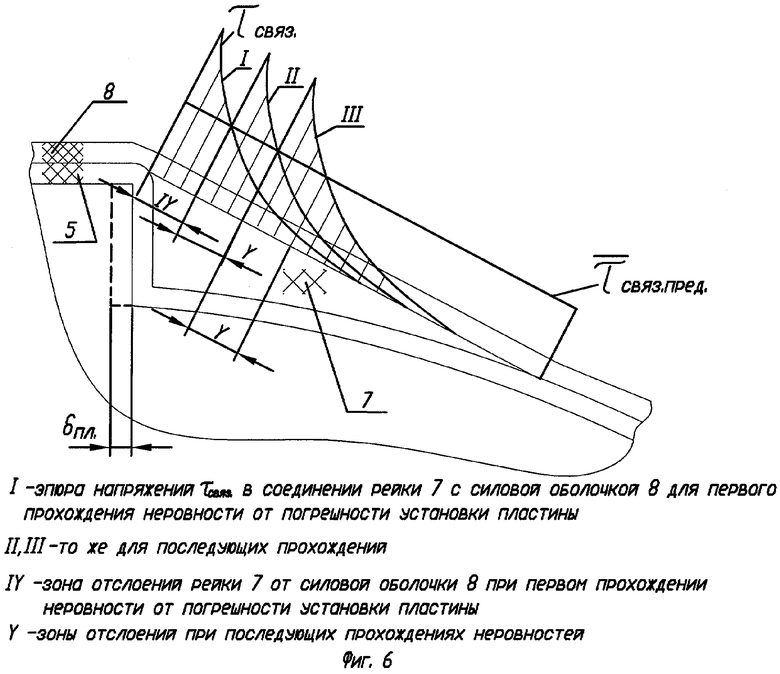
Недостатками известного способа и известной трубы является то, что при полимеризации эпоксидной связующей матрицы труба искривляется, так как материалы реек и силовой оболочки имеют разную усадку при термообработке из-за их различной структуры. Кроме того, при съеме трубы с оправки происходит частичное отслоение реек от силовой оболочки на участке, где сдвиговые напряжения превышают допускаемые для эпоксидного связующего, из-за того, что рейки при беззазорном движении вдоль пластины не могут повторить погрешности установки последней (неравномерность угла подъема винтовой линии и отклонения от номинала сечения пластины по ее длине), т.к. они жестко соединены с силовой оболочкой материалом связующего, имеющего низкий процент относительных деформаций до разрушения (для большинства эпоксидных связующих величина относительного удлинения при разрыве < 5%). При упрочнении соединения реек с силовой оболочкой срезаются пластины с оправки. Трубы с такими частично отслоенными рейками имеют низкую надежность работы. Для способа и трубы с двумя и более пазами указанный недостаток усиливается многократно при жесткости и монолитности внутреннего несущего слоя с гофрами, т. к. к указанным погрешностям добавляется рассогласованность угла подъема винтовой линии каждой пластины. Также недостатком является низкая теплостойкость внутреннего несущего слоя.
Известный способ и известная труба, как наиболее близкие по технической сущности и достигаемому результату, выбраны в качестве прототипа.
Технической задачей, на решение которой направлены заявляемые изобретения, является создание труб с винтовым прямоугольным пазом повышенной надежности.
Технический результат, который может быть достигнут при решении технической задачи, заключается в повышении прямолинейности труб за счет исключения монолитности полимеризации при термообработке материалов с различной усадкой и, кроме того, в повышении надежности труб за счет снижения действующих сдвиговых напряжений в соединении реек с силовой оболочкой при съеме трубы с оправки после окончательной термообработки, а также при воздействии ведущих штифтов ракеты при пуске.
Также надежность трубы повышается за счет повышения теплостойкости внутреннего слоя.
Поставленная задача с достижением технического результата решается реализацией способа изготовления трубы из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом, при котором на цилиндрическую оправку с винтовой пластиной прямоугольного сечения укладывают послойно внутренний несущий слой, образуя на нем прямоугольный гофр, предварительно сформованные рейки треугольного сечения и многослойную силовую оболочку, при этом между внутренним несущим слоем с рейками и силовой оболочкой располагают эластичный клеевой слой с относительным удлинением при разрыве не менее 40% для деформирования в пределах его упругих сдвиговых деформаций гофра с рейками относительно силовой оболочки на величину погрешностей установки винтовой пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки, а внутренний несущий слой формируют, по меньшей мере, из одной полосы, укладывая последнюю вдоль паза и перекрывая ею зону укладки реек.
Для устройства поставленная задача с достижением технического результата решается тем, что труба из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом, содержащая многослойную силовую оболочку и внутренний несущий слой с прямоугольным гофром, с расположенным в нем прямоугольным пазом, а также треугольные рейки, установленные на внутреннем несущем слое по обе стороны от гофра, при этом между внутренним несущим слоем с рейками и силовой оболочкой расположен эластичный клеевой слой с относительным удлинением при разрыве не менее 40% для деформирования в пределах его упругих сдвиговых деформаций гофра с рейками относительно силовой оболочки на величину погрешностей установки пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки, внутренний несущий слой с гофром выполнен в виде, по меньшей мере, одной полосы, расположенной вдоль паза, а внутренний слой силовой оболочки выполнен из теплозащитного материала.
Отличительными признаками способа является то, что между внутренним несущим слоем с рейками и силовой оболочкой располагают эластичный клеевой слой с относительным удлинением при разрыве не менее 40% для деформирования в пределах его упругих сдвиговых деформаций гофра с рейками относительно силовой оболочки на величину погрешностей установки винтовой пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки, а внутренний несущий слой формируют, по меньшей мере, из одной полосы, укладывая последнюю вдоль паза и перекрывая ею зону укладки реек.
Отличительными признаками устройства является то, что между внутренним несущим слоем с рейками и силовой оболочкой расположен эластичный клеевой слой с относительным удлинением при разрыве не менее 40% для деформирования в пределах его упругих сдвиговых деформаций гофра с реками относительно силовой оболочки на величину погрешностей установки пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки, внутренний несущий слой с гофром выполнен в виде, по меньшей мере, одной полосы, расположенной вдоль паза, а внутренний слой силовой оболочки выполнен из теплозащитного материала.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению надежности работы пусковых труб с винтовыми прямоугольными пазами для закрутки ракет с надкалиберными штифтами без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
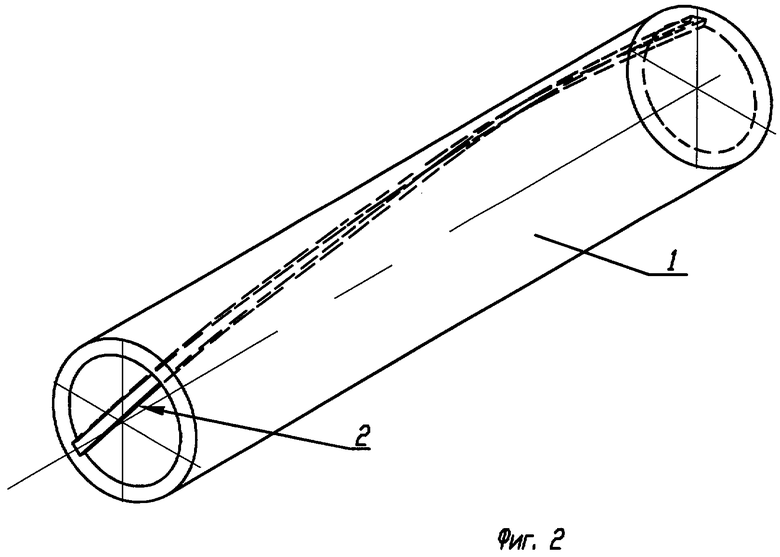
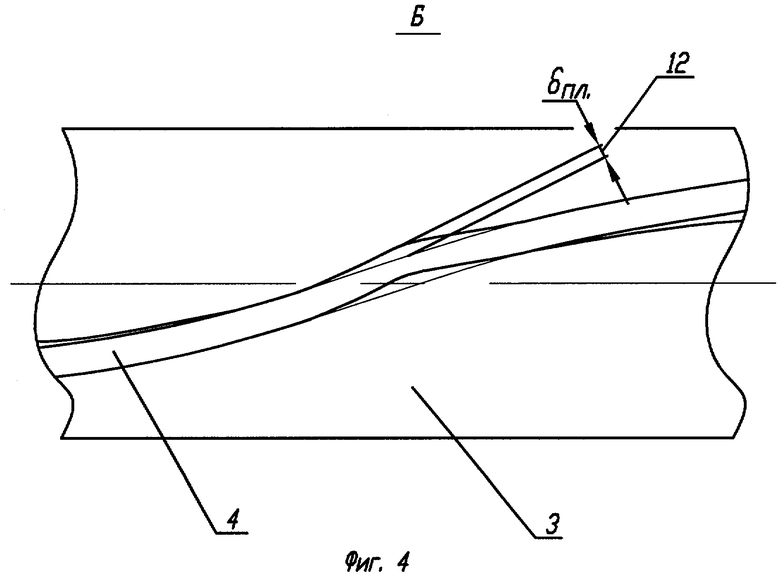
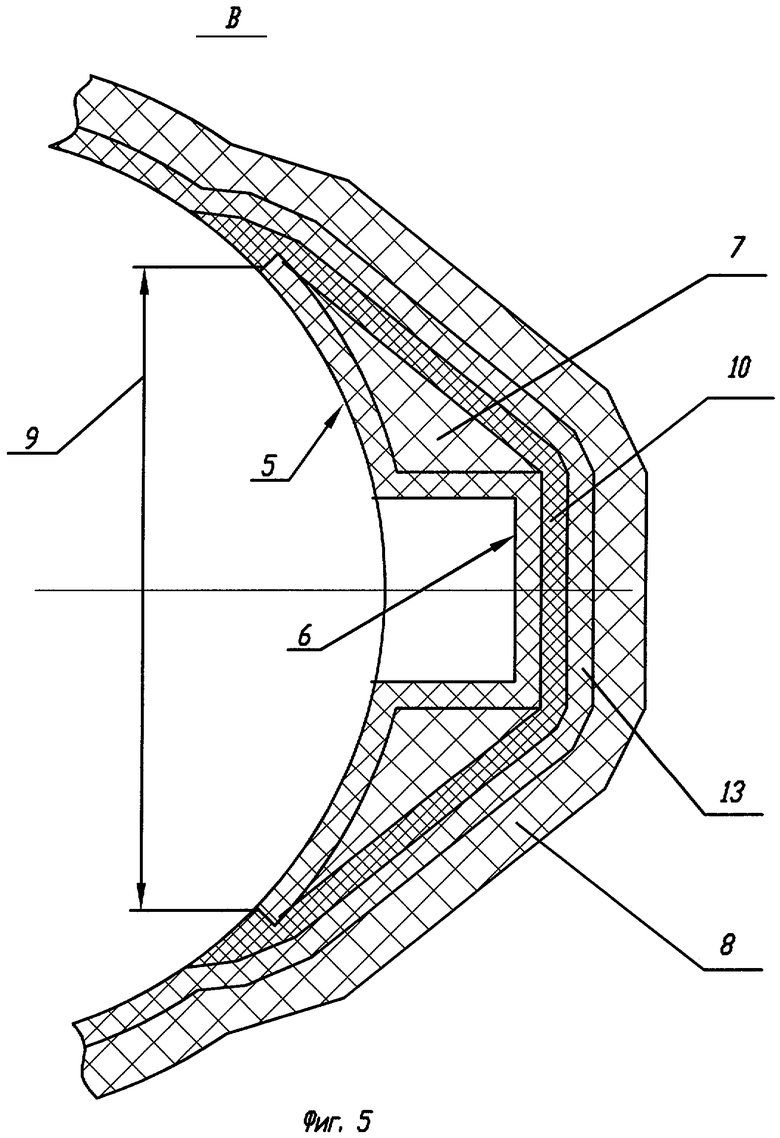
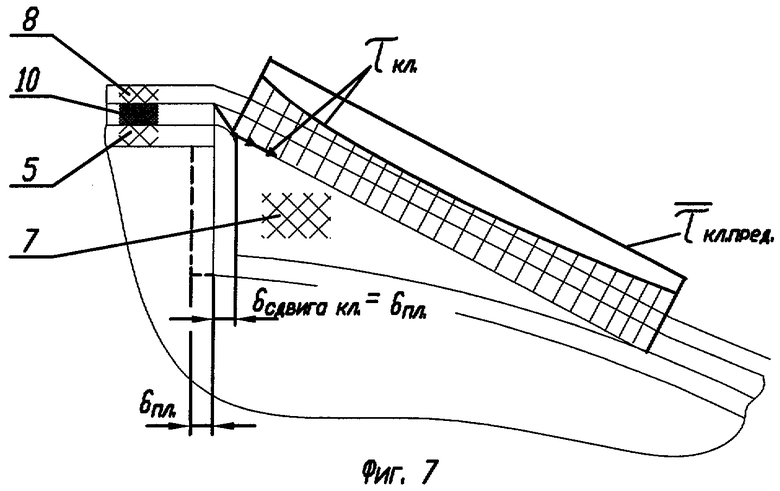
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид (в аксонометрии) трубы с оправкой, на фиг.2 - общий вид (в аксонометрии) трубы, на фиг.3 - сечение А - А, на фиг.4 - вид Б, на фиг.5 - выноска В, на фиг.6 - картина напряжений в известной трубе при съеме ее с оправки, на фиг.7 - картина напряжений в предлагаемой трубе при съеме ее с оправки.
Способ изготовления трубы 1 из слоистого композиционного материала с винтовым прямоугольным пазом 2, при котором на цилиндрическую оправку 3 с винтовой пластиной 4 прямоугольного сечения укладывают послойно внутренний несущий слой 5, образуя на нем прямоугольный гофр 6, предварительно сформованные рейки 7 треугольного сечения и многослойную силовую оболочку 8. Как вариант внутренний несущий слой 5 с гофром 6 формируют полосой 9, укладывая последнюю вдоль пластины 4. Рейки 7 укладывают на внутренний несущий слой 5 вплотную к боковым поверхностям гофра 6. Силовую оболочку 8 укладывают на рейки 7 и внутренний несущий слой 5 через эластичный клеевой слой 10 для деформирования в пределах его упругих сдвиговых деформаций 11 гофра 6 с рейками 7 относительно силовой оболочки 8 на величину погрешностей 12 установки пластины 4 на оправку 3, при съеме трубы 1 с оправки 3 после ее окончательной термообработки.
Труба 1 из слоистого композиционного материала с винтовым прямоугольным пазом 2 содержит многослойную силовую оболочку 8 и внутренний несущий слой 5 с прямоугольным гофром 6, с расположенным в нем прямоугольным пазом 2, а также треугольные рейки 7, установленные на внутреннем несущем слое 5 по обе стороны от гофра 6, при этом внутренний несущий слой 5 с гофром 6 может быть выполнен в виде полосы 9, расположенной вдоль паза 2, причем полоса 9 и рейки 7 соединены с силовой оболочкой 8 эластичным клеевым слоем 10, а внутренний слой 13 силовой оболочки 8 выполнен из теплозащитного материала, например материала ТАСМ.
Работает труба 1 следующим образом. При пуске ракеты ее надкалиберный штифт воздействует через рабочую поверхность паза 2 внутреннего несущего слоя 5 на рейку 7, в результате благодаря наличию эластичного клеевого слоя 10 рейка 7 с гофром 6 деформируется относительно силовой оболочки 8. Нагрузка воспринимается всей площадью клеевого слоя 10. Напряжения τкл возникают на всей площади клеевого слоя 10, отслоений в нем не происходит.
Таким образом, использование изобретения позволит создать трубу с винтовым прямоугольным пазом с повышенной надежностью работы и требуемой прямолинейности. В связи с этим новое техническое решение затребовано промышленностью, что соответствует и критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВКИ ДЛЯ НАМОТКИ ТРУБЫ С, ПО МЕНЬШЕЙ МЕРЕ, ОДНИМ ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ, ОПРАВКА ДЛЯ НАМОТКИ ТРУБЫ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2375184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 1996 |
|
RU2112648C1 |
| ТРУБА ДЛЯ ПУСКА РЕАКТИВНЫХ СНАРЯДОВ | 2014 |
|
RU2568522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2006 |
|
RU2333103C2 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ПУСКОВАЯ ТРУБА МНОГОУГОЛЬНОГО СЕЧЕНИЯ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2334932C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЛАГОЗАЩИЩЁННОГО КОНТЕЙНЕРА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ВЛАГОЗАЩИЩЁННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2544905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2390414C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННОЙ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И МНОГОГРАННАЯ ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2425754C2 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |

Изобретение относится к области машиностроения и может быть использовано при создании пусковых труб с винтовыми пазами для ракет с закруткой надкалиберными штифтами. В способе изготовления трубы из слоистого композиционного материала с по меньшей мере одним винтовым прямоугольным пазом на цилиндрическую оправку с винтовой пластиной прямоугольного сечения укладывают послойно внутренний несущий слой, образуя на нем прямоугольный гофр, предварительно сформованные рейки треугольного сечения и многослойную силовую оболочку. Между внутренним несущим слоем с рейками и силовой оболочкой располагают эластичный клеевой слой с относительным удлинением при разрыве не менее 40% для деформирования в пределах его упругих сдвиговых деформаций гофра с рейками относительно силовой оболочки. Деформирование осуществляют на величину погрешностей установки винтовой пластины на оправку при съеме трубы с оправки после ее окончательной термообработки. Изобретение предусматривает выполнение трубы из слоистого композиционного материала с винтовым прямоугольным пазом. Изобретение обеспечивает создание труб повышенной надежности за счет снижения действующих сдвиговых напряжений в соединении реек с силовой оболочкой при съеме трубы с оправки после окончательной термообработки, а также при воздействии ведущих штифтов ракеты при пуске. 2 н. и 3 з.п. ф-лы, 7 ил.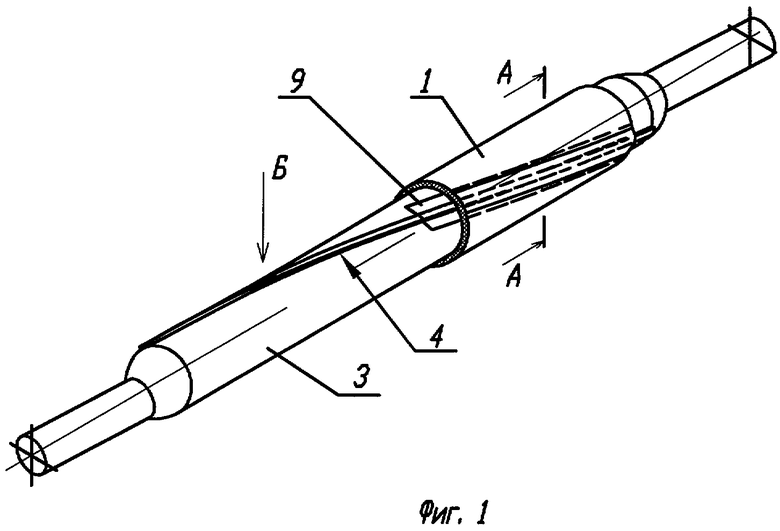
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 1996 |
|
RU2112648C1 |
| ТРУБА-ОБОЛОЧКА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2005948C1 |
| ТРУБА ДЛЯ ТРАНСПОРТИРОВАНИЯ АГРЕССИВНОЙ СРЕДЫ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 1997 |
|
RU2117206C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИК ТРУБ СО ШПОНОЧНЫМ ПАЗОЛ\I ..j^^ET-iLxw;. iv,,-yf;?7>&M,v: | 0 |
|
SU324167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ СО ШПОНОЧНЫМ ПАЗОМ | 0 |
|
SU345012A1 |
| Способ изготовления труб-оболочек с опорными кольцевыми поясками | 1976 |
|
SU643360A1 |
| RU 2002101668 А, 27.08.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ И ЕЕ КОНСТРУКЦИЯ | 1999 |
|
RU2174467C2 |

