Изобретения относятся к области машиностроения и могут быть использованы при создании пусковых труб с винтовыми пазами для ракет с закруткой надкалиберными штифтами.
Известно устройство по авторскому свидетельству SU №324167, 1972 г., МПК7 В29С 53/82, в котором реализован способ изготовления трубы из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом, при котором на цилиндрическую оправку устанавливают винтовую пластину прямоугольного сечения, укладывают предварительно сформованные рейки и наматывают слои, формируя многослойную силовую оболочку с внутренним слоем.
Известен способ по патенту RU №2112648 от 29.02.96 г. МПК7 В29С 53/82 изготовления трубы из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом и труба из слоистого композиционного материала.
Также известна труба из слоистого композиционного материала по патенту RU №2261800 от 30.01.04 г. МПК7 В29С 53/82 и известная из материалов патента оправка и способ ее изготовления.
В известном способе изготовления оправки для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом на цилиндрический корпус устанавливают и закрепляют винтовую пластину.
Известная оправка для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом содержит цилиндрический корпус и винтовую пластину.
Известная труба из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом содержит многослойную силовую оболочку и внутренний несущий слой с прямоугольным гофром, с расположенным в нем прямоугольным пазом, с возможностью деформирования гофра в окружном направлении относительно силовой оболочки на величину погрешностей установки пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки.
Недостатками известных технических решений являются низкая технологичность изготовления оправки, связанные с этим низкое качество оправки и трубы и, как следствие, низкая надежность работы трубы при пуске ракет.
Закрутка ракеты с надкалиберным штифтом в пусковой трубе с винтовым пазом происходит за счет взаимодействия надкалиберного штифта с опорной боковой поверхностью винтового паза, при этом постоянного равномерного контакта штифта и опорной поверхности с непрерывным скольжением не происходит из-за динамических процессов внутренней баллистики, обусловленных крутильными колебаниями ракеты, неравномерностью и эксцентриситетом силы тяги и т.д. Исследованиями установлено, что фактически происходит периодическое соударение штифта и обеих боковых поверхностей паза, причем период соударений зависит в основном от таких параметров ракеты, как калибр, масса, момент инерции, сила тяги и т.д.
В связи с этим требования по плавности кривизны, равномерности угла подъема винтовой поверхности боковых поверхностей паза и геометрическим параметрам сечения паза обусловлены условием съема с оправки трубы без повреждения последней, особенно в зоне паза. Исследованиями установлено, что наличие микротрещин и частичное отслоение реек, возникающие при съеме трубы с оправки, резко снижает надежность работы трубы.
Таким образом недостатком оправки и способа ее изготовления являются низкая технологичность изготовления и низкое качество оправки. Низкая технологичность оправки обусловлена сложностью обработки, требующей специального оборудования, длинномерной винтовой пластины с требуемыми геометрическими параметрами сечения и с высокими требованиями по шероховатости поверхностей, а также сложность контроля параметров установленной на корпус оправки винтовой пластины. Низкое качество обусловлено наличием уступов в местах стыковок дискретной пластины.
Известный способ изготовления оправки, известная оправка и известная труба как наиболее близкие по технической сущности и достигаемому результату выбраны в качестве прототипов.
Технической задачей, на решение которой направлены заявляемые изобретения, является разработка технологии, разработка и создание оснастки для изготовления труб с винтовым прямоугольным пазом повышенной надежности.
Технический результат, который может быть достигнут при решении технической задачи, заключается в повышении технологичности изготовления и качества оправки за счет обеспечения геометрических параметров сечения пластины и высоких требований по шероховатости ее поверхностей, а также упрощения контроля параметров установленной на корпус оправки винтовой пластины. Кроме того, повышение качества обеспечивается отсутствием уступов в местах стыковок дискретной пластины. Для трубы технический результат может быть достигнут повышением надежности работы за счет исключения повреждений трубы в зоне паза при съеме ее с оправки повышенного качества, а также обеспечением изготовления на более технологичной оправке с применением более технологичного способа.
Поставленная задача с достижением технического результата решается реализацией способа изготовления оправки для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом, при котором на цилиндрический корпус устанавливают и закрепляют винтовую пластину, при этом в соответствии с изобретением пластину выполняют из плоских полос фиксированной длины, устанавливая их встык, обеспечивая заданный угол подъема винтовой линии зажимами или шаблоном с косыми пазом или вкантовывая пластину в заранее выполненный винтовой паз, затем совместно в пластине и корпусе выполняют установочные отверстия, в корпусе - резьбовые отверстия, вкручивают, как минимум, два винта на каждую полосу, убирают зажимы или шаблон, окончательно прижимают пластину, деформируя ее до винтообразной, а уступы от несовпадения торцев полос зачищают, например шабрением, с постепенным уменьшением толщины и ширины снимаемого слоя на длине, не превышающей половины длины полосы, обеспечивая постепенное уменьшение кривизны боковых поверхностей полосы к ее середине и постоянство кривизны ее верхней поверхности.
Поставленная задача с достижением технического результата для оправки для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом, содержащей цилиндрический корпус и винтовую пластину, решается тем, что в соответствии с изобретением винтовая пластина выполнена дискретной, ее боковые поверхности выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всей пластины, а зона стыка участков - с большей, при этом каждый участок пластины закреплен с помощью, как минимум, двух установочных винтов.
Поставленная задача с достижением технического результата решается тем, что труба из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом содержит многослойную силовую оболочку и внутренний несущий слой с прямоугольным гофром, с расположенным в нем прямоугольным пазом, с возможностью деформирования гофра в окружном направлении относительно силовой оболочки на величину погрешностей установки пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки, а в соответствии с изобретением паз выполнен дискретным, боковые поверхности которого выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всего паза, а зона стыка участков - с большей, при этом отклонение радиуса кривизны боковых поверхностей паза от усредненного радиуса кривизны всего паза не превышает половину толщины внутреннего несущего слоя.
Отличительными признаками способа изготовления оправки являются следующие признаки:
- пластину выполняют из плоских полос фиксированной длины, устанавливая их встык - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оправки и ее качества за счет повышения технологичности мехобработки и шлифовки пластины;
- обеспечивая заданный угол подъема винтовой линии зажимами или шаблоном с косыми пазом или вкантовывая пластину в заранее выполненный винтовой паз - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оправки и ее качества за счет повышения точности угла подъема, а также обеспечения возможности контроля шаблоном, продвигая его по оправке во время установки пластин;
- совместно в пластине и корпусе выполняют установочные отверстия, в корпусе - резьбовые отверстия, вкручивают, как минимум, два винта на каждую полосу, убирают зажимы или шаблон, окончательно прижимают пластину, деформируя ее до винтообразной - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оправки и ее качества за счет повышения точности угла подъема;
- уступы от несовпадения торцев полос зачищают, например, шабрением с постепенным уменьшением толщины и ширины снимаемого слоя на длине, не превышающей половины длины полосы - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оправки и ее качества за счет обеспечения оптимальной точности установки пластины и повышения качества ее рабочих поверхностей;
- обеспечивая постепенное уменьшение кривизны боковых поверхностей полосы к ее середине и постоянство кривизны ее верхней поверхности - признаки существенные, предусматривают наличие новых операций, новую последовательность их выполнения и их новое исполнение, направлены на решение поставленной задачи с достижением технического результата, на повышение технологичности оправки и ее качества за счет обеспечения оптимальности формы и качества рабочих поверхностей пластины.
Отличительными признаками оправки являются следующие признаки:
- винтовая пластина выполнена дискретной - признак существенный, предусматривает новое расположение элементов и их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы оправки за счет повышения качества рабочих поверхностей пластины;
- ее боковые поверхности выполнены с переменной кривизной - признак существенный, предусматривает новую форму элементов, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет достижения оптимальных геометрических параметров винтовой пластины;
- середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всей пластины, а зона стыка участков - с большей - признак существенный, предусматривает новую форму элементов, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет достижения оптимальных геометрических параметров винтовой пластины;
- каждый участок пластины закреплен с помощью, как минимум, двух установочных винтов - признак существенный, предусматривает наличие новых элементов и их новую взаимосвязь, направлен на решение поставленной задачи с достижением технического результата, на повышение надежности работы за счет повышения надежности закрепления винтовой пластины на корпусе оправки.
Отличительными признаками трубы являются следующие признаки:
- паз выполнен дискретным, боковые поверхности которого выполнены с переменной кривизной - признак существенный, предусматривает новую форму элементов, направлен на решение поставленной задачи с достижением технического результата, на обеспечение изготовления на более технологичной оправке с применением более технологичного способа;
- середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всего паза, а зона стыка участков - с большей - признак существенный, предусматривает новую форму элементов и новое их взаимное расположение, направлен на решение поставленной задачи с достижением технического результата, на обеспечение изготовления на более технологичной оправке с применением более технологичного способа при оптимальности формы боковых поверхностей паза;
- отклонение радиуса кривизны боковых поверхностей паза от усредненного радиуса кривизны всего паза не превышает половину толщины внутреннего несущего слоя - признак существенный, предусматривает новую форму элементов, направлен на решение поставленной задачи с достижением технического результата, повышения надежности работы трубы за счет исключения повреждений трубы в зоне паза при съеме ее с оправки повышенного качества, так как исследованиями установлено, что заявленное отклонение обеспечивает деформации гофра паза при съеме трубы с оправки, не превышающие предельных упругих деформаций материалов трубы.
Указанные отличительные признаки являются существенными, поскольку каждый в отдельности и все совместно направлены на решение поставленной задачи с достижением технического результата. Использование единой совокупности существенных отличительных признаков в известных решениях не обнаружено, что характеризует соответствие технического решения критерию «новизна».
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенные технические решения существенными отличиями по сравнению с известным уровнем техники и аналогами. Данные технические решения являются результатом научно-исследовательской и экспериментальной работы по повышению технологичности изготовления и надежности работы пусковых труб с винтовыми прямоугольными пазами для закрутки ракет с надкалиберными штифтами без использования известных проектировочных решений, рекомендаций, материалов и обладают неочевидностью, что свидетельствует об их соответствии критерию «изобретательский уровень».
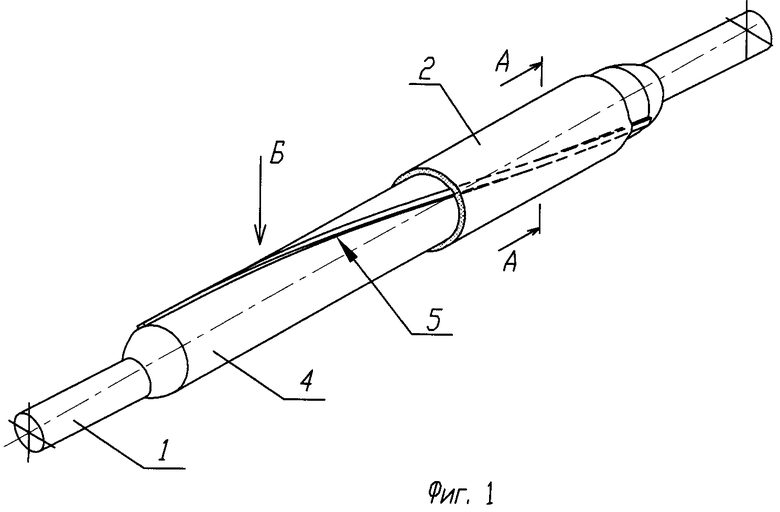
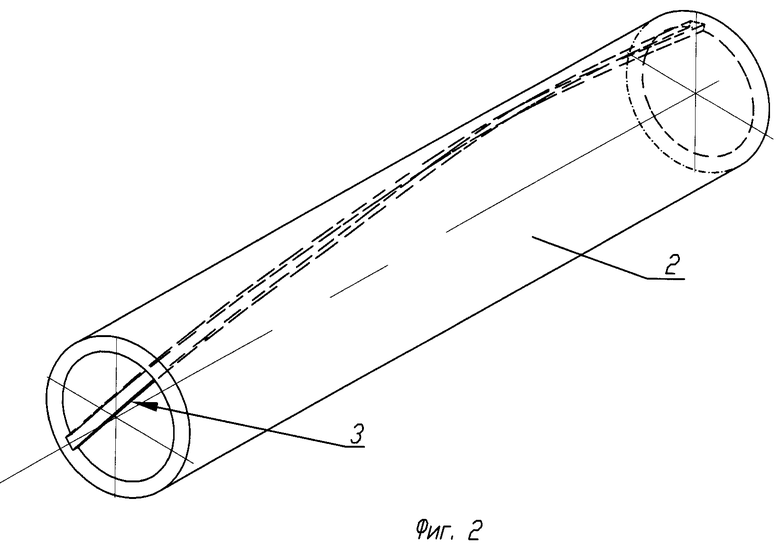
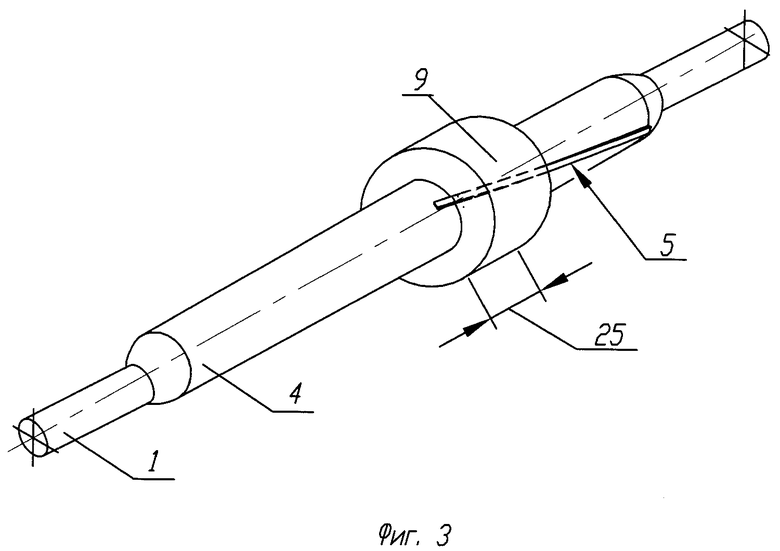
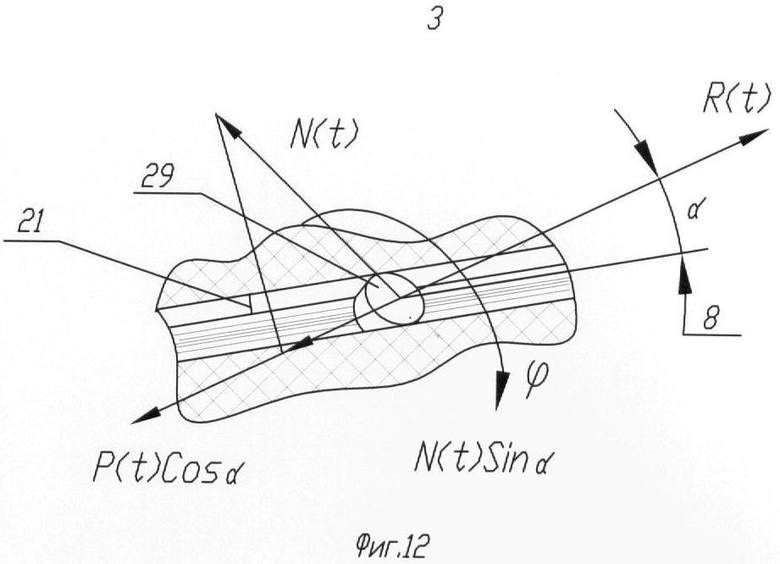
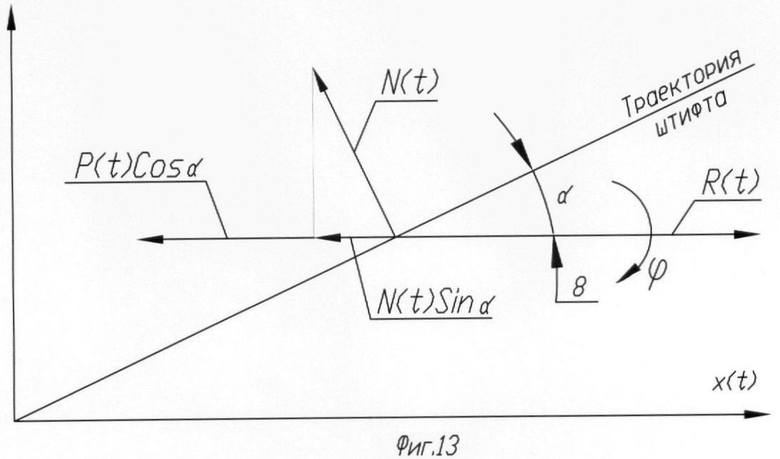
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид (в аксонометрии) оправки с трубой, на фиг.2 - общий вид (в аксонометрии) трубы, на фиг.3 - общий вид способа изготовления оправки, на фиг.4 - сечение оправки с трубой, на фиг.5 - расположение винтовой пластины на оправке, на фиг.6 - сечение трубы в зоне паза, на фиг.7 - сечение оправки по винту крепления пластины, на фиг.8 - сечение оправки по отверстию для винта крепления пластины на фиг.9 - вид на зону стыка полос пластины, на фиг.10 - сечение по месту стыка полос пластины, на фиг.11 - общий вид трубы при пуске ракеты, на фиг.12 - вид на зону взаимодействия штифта ракеты с винтовой поверхностью паза, на фиг.13 - проекция сил взаимодействия штифта и паза на развертку траектории штифта.
Способ изготовления оправки 1 для намотки трубы 2 с, по меньшей мере, одним винтовым прямоугольным пазом 3, при котором на цилиндрический корпус 4 устанавливают и закрепляют винтовую пластину 5. Пластину 5 выполняют из плоских полос 6 фиксированной длины 7, устанавливая их встык, обеспечивая заданный угол 8 подъема винтовой линии зажимами или шаблоном 9 с косыми пазом или вкантовывая пластину 5 в заранее выполненный винтовой паз 10.
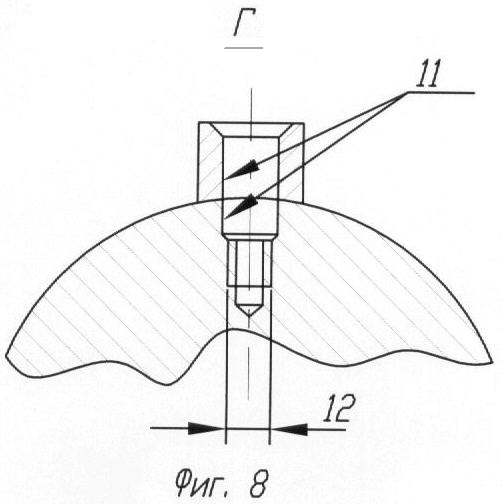
Совместно в пластине 5 и корпусе 4 выполняют установочные отверстия 11, в корпусе - резьбовые отверстия 12. Вкручивают, как минимум, два винта 13 на каждую полосу 6, убирают зажимы или шаблон 9, окончательно прижимают пластину 5, деформируя ее до винтообразной.
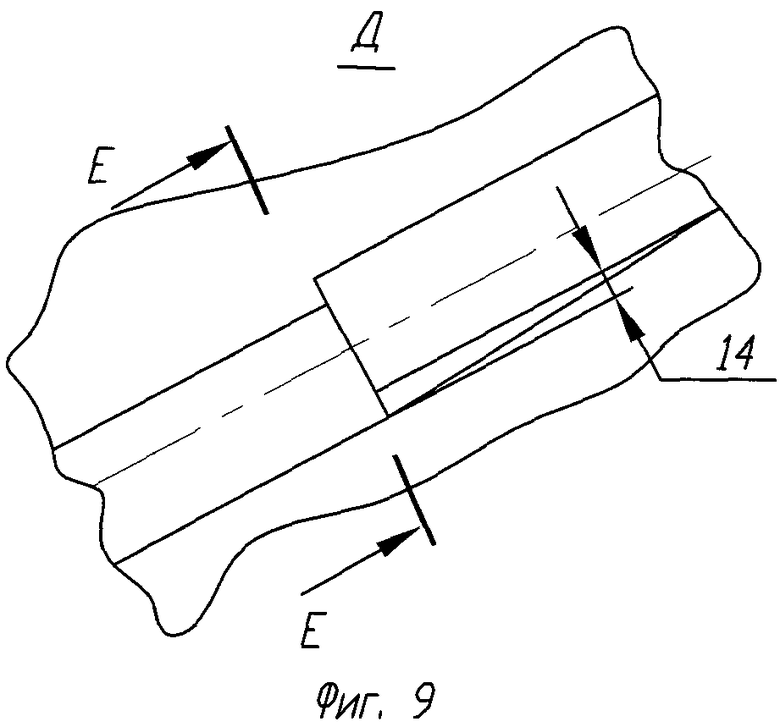
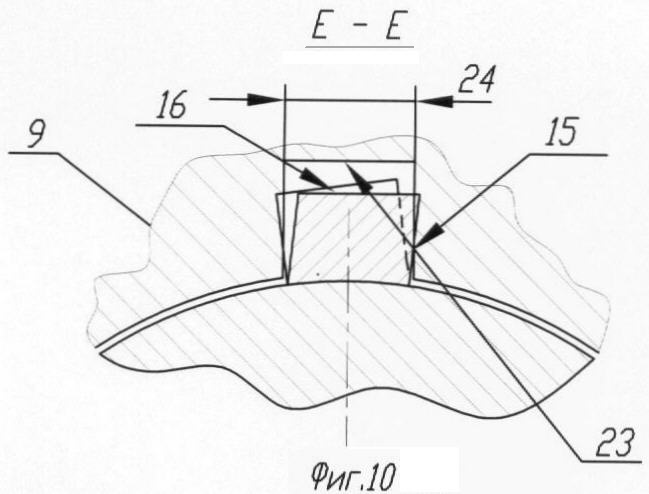
Уступы 14 от несовпадения торцов полос 6 зачищают, например, шабрением, с постепенным уменьшением толщины и ширины снимаемого слоя на длине, не превышающей половины длины полосы 6, обеспечивая постепенное уменьшение кривизны боковых поверхностей 15 полосы 6 к ее середине и постоянство кривизны ее верхней поверхности 16.
Оправка 1 для намотки трубы 2 с, по меньшей мере, одним винтовым прямоугольным пазом 3, содержащая цилиндрический корпус 4 и винтовую пластину 5.
Винтовая пластина 5 выполнена дискретной, ее боковые поверхности 15 выполнены с переменной кривизной, причем середина участка 7 дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всей пластины 5, а зона стыка участков - с большей, при этом каждый участок 7 пластины закреплен с помощью, как минимум, двух установочных винтов.
Труба 2 из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом 3 содержит многослойную силовую оболочку 17 и внутренний несущий слой 18 с прямоугольным гофром 19, с расположенным в нем прямоугольным пазом 3, с возможностью деформирования гофра 19 в окружном направлении относительно силовой оболочки 17 на величину погрешностей установки пластины 5 на оправку 1 при съеме трубы 2 с оправки 1 после ее окончательной термообработки.
Паз 3 выполнен дискретным, боковые поверхности 20 которого выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всего паза, а зона стыка 21 участков - с большей.
Отклонение радиуса кривизны боковых поверхностей паза от усредненного радиуса кривизны всего паза не превышает половину толщины 22 внутреннего несущего слоя 18.
Вариант исполнения способа заключается в том, что предварительно изготавливают шаблон 9 с, по меньшей мере, одним косым пазом 23. Для повышения технологичности изготовления шаблона 9 боковые поверхности паза выполняют плоскими под углом к оси шаблона, равным углу подъема винтовой пластины 5. Косой паз 23 выполняют с минимальным зазором по ширине 24 относительно ширины полосы 6 винтовой пластины 5, для чего косой паз 23 выполняют шириной 24, не превышающей ширины полосы 6 вместе с уступами 14. Для обеспечения оптимальных параметров винтовой пластины 5 шаблон 9 изготавливают минимальной длиной 25 равной 0,33d, где d - калибр трубы.
На краю корпуса 4 оправки 1 устанавливают полосу 6, совместно в полосе 6 и корпусе 4 выполняют установочные отверстия 11 и в корпусе 4 резьбовое отверстие 12. Предварительно закрепляют полосу 6 винтом 13. Устанавливают шаблон 9, продвигая его на расстояние, не превышающее его длины 25. Аналогично выполняют отверстия 11, 12 и устанавливают винт 13. Аналогично устанавливают следующие винты 13. Предыдущие винты 13 окончательно затягивают по мере освобождения за шаблоном 9. Стыкуют полосы 6 под шаблоном 9, устанавливая сначала последующий винт 13, затем - предыдущий. Для обеспечения равномерного усилия прохождения шаблона 9 уступы 14 в зоне стыковки полос 6 зачищают, например шабрением. Контроль геометрических параметров винтовых поверхностей пластины 5 осуществляют по мере продвижения шаблона 9 по корпусу 4 оправки 1 равномерностью регламентированного усилия прохождения шаблона 9, дополнительных мероприятий по контролю этих параметров не требуется.
Вариант исполнения оправки заключается в том, что винтовая пластина 5 выполнена дискретной из полос 6 с минимальным участком 7 дискретности (минимальной длиной полосы 6), равным 0,33d, где d - калибр трубы.
Вариант исполнения трубы 2 из слоистого композиционного материала с, по меньшей мере, одним винтовым прямоугольным пазом 3 заключается в том, что она содержит многослойную силовую оболочку 17 и внутренний несущий слой 18 с прямоугольным гофром 19, с расположенным в нем прямоугольным пазом 3, с возможностью деформирования гофра 19 в окружном направлении относительно силовой оболочки 17 на величину, не превышающую половины толщины 22 внутреннего несущего слоя 18 (величину погрешностей установки пластины 5 на оправку 1). Деформирование гофра 19 достигается тем, что по обе его стороны вплотную к нему установлены треугольные рейки 26, закрепленные с помощью упругоэластичного клеевого соединения 27.
Работает оправка 1 следующим образом. При термообработке трубы 2 за счет термоусадки материала внутреннего несущего слоя 18 гофр 19 плотно обжимает боковыми поверхностями винтового паза 3 боковые поверхности 15 винтовой пластины 5 с абсолютным копированием их геометрии с ее периодически переменной кривизной. При съеме трубы 2 с оправки 1 боковые поверхности паза 3 трубы 2 скользят по боковым поверхностям 15 винтовой пластины 5, деформируясь из-за этой переменности кривизны. Так как эти деформации не превышают упругих, разрушений внутреннего несущего слоя 18 и силовой оболочки 17 в зоне гофра 19 не происходит.
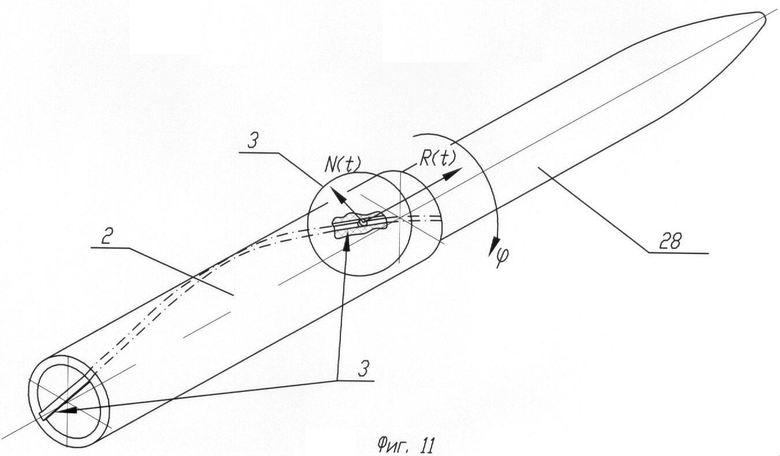
Работает труба 2 следующим образом. При пуске ракеты 28 она движется по трубе 2 поступательно по координате x(t) с вращением по углу φ(t). Движение ракеты 28 в трубе 2 при ее пуске описано системой дифференциальных уравнений (см. фиг.12, 13).
mрс·x(t)”=R(t)-N(t)Sinα-P(t)Cosα;
Jpc·φ(t)"=rN(t)Cosα-rP(t)Sinα,
 , где
, где
mpc - масса ракеты;
x(t) - текущая линейная координата центра масс ракеты;
R(t) - сила тяги;
N(t) - тангенциальная сила, приложенная к штифту 29, или сила воздействия штифта 29 на рабочую винтовую поверхность винтового паза 3;
α - угол подъема винтового паза 3;
φ(t) - текущий угол закрутки ракеты 28 в трубе 2;
Jpc - полярный момент инерции ракеты 28;
r - расстояние от оси вращения ракеты 28 до центра давления штифта 29 на рабочую винтовую поверхность винтового паза 3, принимается
 , где d - калибр ракеты 28;
, где d - калибр ракеты 28;
P(t) - сила сопротивления движению ракеты 28 в трубе 2, обусловленная трением штифта 29 о поверхности паза 3 с упругой деформацией его элементов (внутреннего несущего слоя 18, реек 26, клеевого соединения 27).
В реальных условиях пуска ракеты зависимости R(t), P(t), в том числе и N(t), зависимости не плавные, а являются пульсирующими из-за процесса реализации силы тяги, ее эксцентриситета, неравномерности зазоров между обтюрирующими утолщениями ракеты и несущей поверхностью трубы, непрямолинейностью ее образующей, неравномерностью механических свойств контактирующих элементов и т.д. В связи с этим штифт 29 при движении совершает колебания в пределах зазора между боковыми поверхностями 15 винтового паза 3, причем, как подтверждено исследованиями, с периодом, соответствующим участку паза (0,3…0,4)d.
Таким образом, заявленная периодичность кривизны боковых поверхностей винтового паза не ухудшает параметров схода ракеты, а технологичность процесса производства пусковых труб и надежность их работы значительно повышается.
В связи с этим новое техническое решение затребовано промышленностью, что соответствует и критерию «промышленная применимость».
Использование по назначению подтверждается положительными результатами испытаний пусковых труб, разработанных и изготовленных с применением оснастки в точном соответствии с настоящим описанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 2004 |
|
RU2261800C1 |
| ПУСКОВАЯ ТРУБА С КАК МИНИМУМ ОДНИМ ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСКОВОЙ ТРУБЫ | 2008 |
|
RU2376546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 1996 |
|
RU2112648C1 |
| ОПРАВКА ТРУБОГИБОЧНОЙ МАШИНЫ | 2008 |
|
RU2371270C2 |
| Способ изготовления криволинейной трубы из композиционных материалов, оправка и стапель для осуществления этого способа и криволинейная труба из композиционных материалов | 2022 |
|
RU2808014C2 |
| ФЛАНЕЦ ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ФЛАНЦА ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2434160C1 |
| ГОФРИРОВАННАЯ КОМПОЗИТНАЯ ТРУБА И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2804423C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| МНОГОСЛОЙНЫЙ КОРПУС ТРАНСПОРТНО-ПУСКОВОГО КОНТЕЙНЕРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2012 |
|
RU2507469C2 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
Группа изобретений относится к способу изготовления оправки для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом, оправке, изготовленной по данному способу, и трубе из слоистого композиционного материала, изготовленной с применением данной оправки. Способ заключается в том, что на цилиндрический корпус устанавливают и закрепляют винтовую пластину. Пластину выполняют из плоских полос фиксированной длины, устанавливая их встык, обеспечивая заданный угол подъема винтовой линии зажимами или шаблоном с косыми пазом или вкантовывая пластину в заранее выполненный винтовой паз. Затем совместно в пластине и корпусе выполняют установочные отверстия, при этом в корпусе - резьбовые отверстия. В отверстия вкручивают, как минимум, два винта на каждую полосу, убирают зажимы или шаблон и окончательно прижимают пластину, деформируя ее до винтообразной. Уступы от несовпадения торцов полос зачищают, например шабрением, с постепенным уменьшением толщины и ширины снимаемого слоя на длине, не превышающей половины длины полосы, обеспечивая постепенное уменьшение кривизны боковых поверхностей полосы к ее середине и постоянство кривизны ее верхней поверхности. Оправка содержит цилиндрический корпус и винтовую пластину. Винтовая пластина выполнена дискретной. Боковые поверхности пластины выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всей пластины, а зона стыка участков - с большей. При этом каждый участок пластины закреплен с помощью, как минимум, двух установочных винтов. Труба содержит многослойную силовую оболочку и внутренний несущий слой с прямоугольным гофром, с расположенным в нем прямоугольным пазом, с возможностью деформирования гофра в окружном направлении относительно силовой оболочки на величину погрешностей установки пластины на оправку при съеме трубы с оправки после ее окончательной термообработки. Паз выполнен дискретным, боковые поверхности которого выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всего паза, а зона стыка участков - с большей. Достигаемый при этом технический результат заключается в повышении технологичности изготовления и качества оправки, упрощении контроля параметров установленной на корпус оправки винтовой пластины, а также повышении надежности работы получаемой трубы за счет исключения повреждений трубы в зоне паза при съеме ее с оправки повышенного качества. 3 н.з. и 1 з.п. ф-лы, 13 ил.
1. Способ изготовления оправки для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом, при котором на цилиндрический корпус устанавливают и закрепляют винтовую пластину, отличающийся тем, что пластину выполняют из плоских полос фиксированной длины, устанавливая их встык, обеспечивая заданный угол подъема винтовой линии зажимами или шаблоном с косым пазом, или, вкантовывая пластину в заранее выполненный винтовой паз, затем совместно в пластине и корпусе выполняют установочные отверстия, в корпусе - резьбовые отверстия, вкручивают, как минимум, два винта на каждую полосу, убирают зажимы или шаблон, окончательно прижимают пластину, деформируя ее до винтообразной, а уступы от несовпадения торцов полос зачищают, например, шабрением, с постепенным уменьшением толщины и ширины снимаемого слоя на длине, не превышающей половины длины полосы, обеспечивая постепенное уменьшение кривизны боковых поверхностей полосы к ее середине и постоянство кривизны ее верхней поверхности.
2. Оправка для намотки трубы с, по меньшей мере, одним винтовым прямоугольным пазом, изготовленная способом по п.1, содержащая цилиндрический корпус и винтовую пластину, отличающаяся тем, что винтовая пластина выполнена дискретной, ее боковые поверхности выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всей пластины, а зона стыка участков - с большей, при этом каждый участок пластины закреплен с помощью, как минимум, двух установочных винтов.
3. Труба из слоистого композиционного материала, с, по меньшей мере, одним винтовым прямоугольным пазом, содержащая многослойную силовую оболочку и внутренний несущий слой с прямоугольным гофром, с расположенным в нем прямоугольным пазом, с возможностью деформирования гофра в окружном направлении относительно силовой оболочки на величину погрешностей установки пластины на оправку, при съеме трубы с оправки после ее окончательной термообработки, отличающаяся тем, что паз выполнен дискретным, боковые поверхности которого выполнены с переменной кривизной, причем середина участка дискретности выполнена с кривизной меньшей, чем усредненная кривизна для всего паза, а зона стыка участков - с большей.
4. Труба по п.5, отличающаяся тем, что отклонение радиуса кривизны боковых поверхностей паза от усредненного радиуса кривизны всего паза не превышает половину толщины внутреннего несущего слоя.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 2004 |
|
RU2261800C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ И ТРУБА ИЗ СЛОИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА С ВИНТОВЫМ ПРЯМОУГОЛЬНЫМ ПАЗОМ | 1996 |
|
RU2112648C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИК ТРУБ СО ШПОНОЧНЫМ ПАЗОЛ\I ..j^^ET-iLxw;. iv,,-yf;?7>&M,v: | 0 |
|
SU324167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВЫХ ТРУБ СО ШПОНОЧНЫМ ПАЗОМ | 0 |
|
SU345012A1 |
| US 5213275 A, 25.05.1993 | |||
| RU 94036856 A1, 27.07.1996 | |||
| US 5814386 A, 29.09.1998 | |||
| JP 2002254506 A, 11.09.2002. | |||

