Изобретение относится к проволочной конвейерной ленте, применяемой в качестве грузонесущего органа в термоагрегатах для транспортировки изделий при их термической обработке в высокотемпературных средах.
Конвейерная лента, представляющая собой собранные в одно полотно спирали, соединенные между собой стержнями, может быть использована в обжиговых печах, в сушильных аппаратах и в любом производстве с процессами обжига, сушки, термической закалки и т.п. в термоагрегатах как отечественного, так и зарубежного производства.
Известны конструкции конвейерных лент, выполненных из проволочных плоских одинарных спиралей чередующегося левого и правого направления плетения, соединенных между собой посредством стержней, вставленных во взаимно сочлененные между собой спирали. Концы спиралей подгибают. Концы стержней подгибают, связывая друг с другом.
При значительных нагрузках такие ленты разрушаются из-за ограниченной прочности на разрыв. Недостатком этих лент является большая трудоемкость их изготовления. Края конвейерной ленты быстро разрушаются, следовательно, уменьшается срок службы ленты. Лента при работе вытягивается в длину и сужается в ширину, изменяются геометрические размеры ленты, что резко сокращает срок ее службы и эффективность в работе.
Предлагаемые технические решения ставят своей целью: уменьшение трудоемкости изготовления проволочных конвейерных лент, увеличение прочностных данных лент, увеличение срока службы и расширение области использования лент.
Цель изобретения достигается конструктивными решениями.
Проволочная конвейерная лента представляет собой полотно, собранное из плоских двойных спиралей чередующегося левого и правого направления плетения, шарнирно соединенных между собой П-образными поперечными стержнями.
Для увеличения прочности конвейерной ленты и обеспечения прямолинейности ее движения лента собирается попеременно из плоских двойных спиралей левого и правого направления плетения.
Каждая двойная спираль ленты (звено ленты) представляет собой вплетенные друг в друга две спирали одного направления плетения: плоская двойная спираль левого направления плетения - из двух плоских спиралей левого направления плетения с навивкой их между собой; плоская двойная спираль правого направления плетения - из двух плоских спиралей правого направления плетения с навивкой их между собой, что одновременно уменьшает "прозрачность" ленты и позволяет транспортировать изделия любых размеров. Также можно уменьшить "прозрачность" ленты, доведя до минимума, за счет уменьшения шага навивки спиралей.
Чередование спиралей левого и правого направления плетения при работе конвейерной ленты исключает сход ленты в одну или другую сторону, а соответственно разрушение (смятие) краев ленты и быстрый ее износ за счет трения о реборды барабанов и роликов. Отсюда увеличение срока службы конвейерной ленты, ее прочностных данных и области использования ленты.
Плоские двойные спирали полотна конвейерной ленты при сборке соединяются в единую конструкцию П-образными поперечными стержнями, выступающими за спирали, что предохраняет спирали от разрушения при движении ленты по барабанам и роликам. П-образные поперечные стержни позволяют снизить трудоемкость изготовления ленты за счет подсоединения к полотну ленты за один прием более одной спирали (звена) ленты. Особенность конструкции при П-образных стержнях ленты в чередовании участков спиралей по продольным краям ленты, не связанных между собой концами поперечных стержней, что обеспечивает прямолинейность движения конвейерной ленты в работе, равномерное удлинение ленты при ее работе без изменения геометрических параметров ленты (без перекосов, без поперечного сужения под нагрузкой), а также увеличивает эластичность ленты, подвижность шарнирных соединений спиралей ленты, а соответственно увеличивает гибкость ленты, которая позволяет использовать ленту в конвейерах с барабанами любого диаметра.
Следовательно, образование по продольным краям ленты участков (звеньев) ленты, не связанных между собой концами поперечных стержней, увеличивает прочностные данные ленты, срок ее службы и область ее применения.
На фигурах показаны конструктивные особенности проволочной конвейерной ленты с плоскими двойными спиралями чередующегося левого и правого направления плетения с П-образными поперечными стержнями и способ ее изготовления.
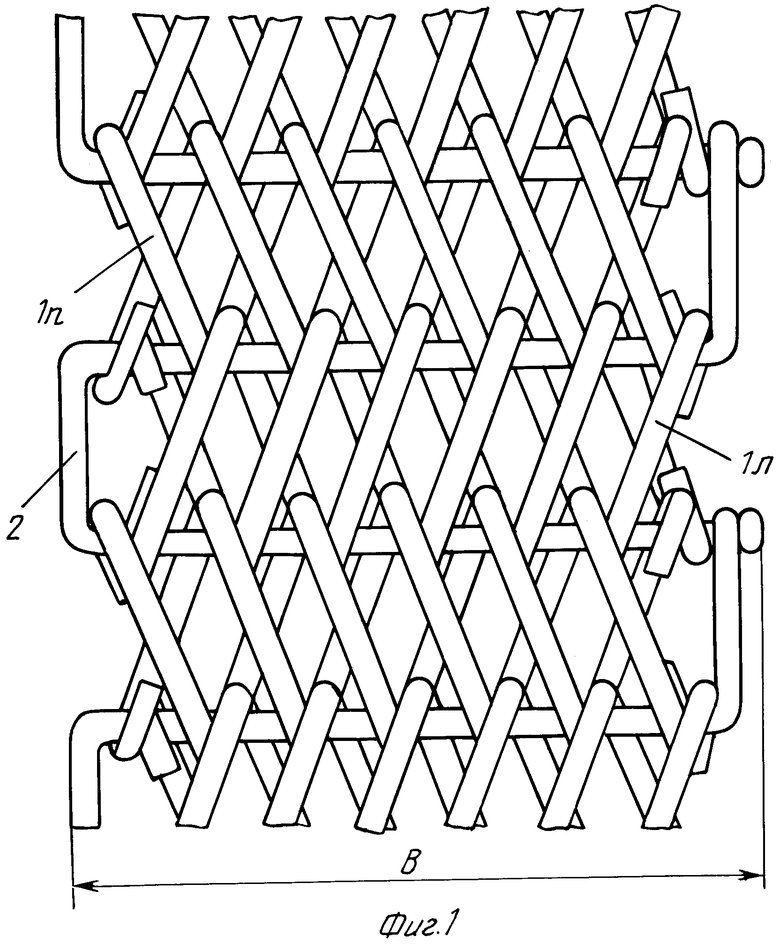
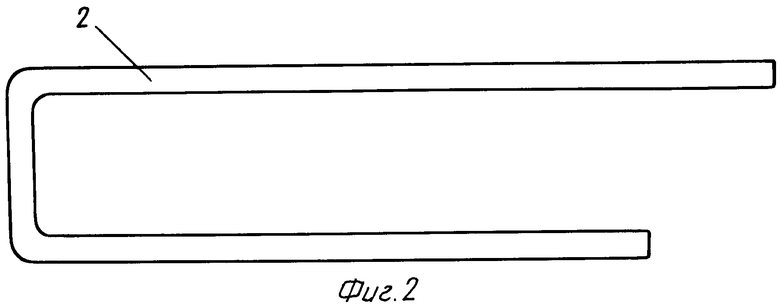
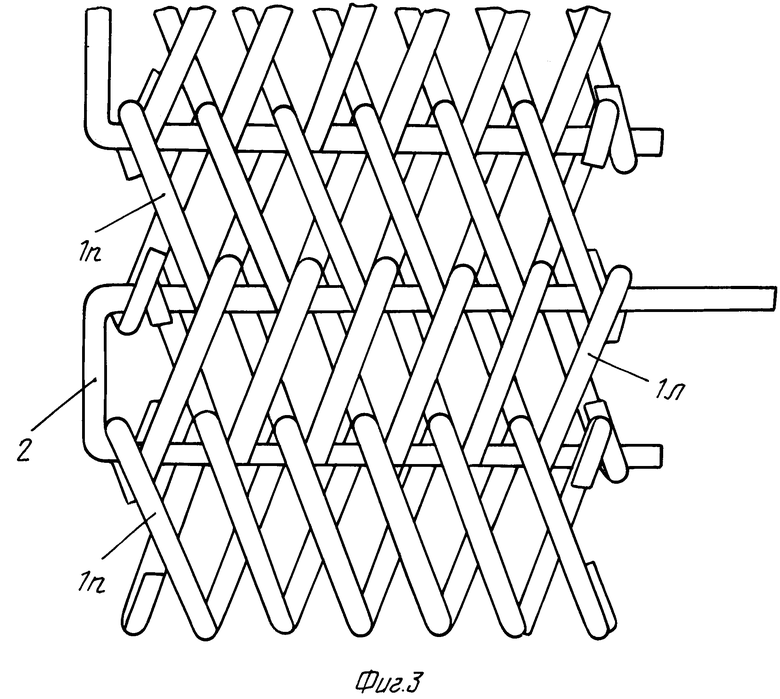
На фиг. 1 - общий вид конвейерной ленты в плане; на фиг. 2 - П-образный поперечный стержень; на фиг. 3 - стадия изготовления ленты.
Проволочная конвейерная лента (фиг. 1) из плоских двойных спиралей 1 и стержней 2. Плоские двойные спирали левого 1л и правого 1п направления плетения Концы крайних витков спиралей подогнуты на стержнях 2.
П-образный поперечный стержень (фиг. 2) конвейерной ленты имеет различную длину своих ветвей. Одна ветвь имеет длину, равную ширине изготовляемой ленты с учетом образования шаровой сварочной наплавки при обработке концов стержней в процессе изготовления ленты. Другая ветвь имеет длину, позволяющую в процессе обработки краев ленты при изготовлении отогнуть конец стержня в сторону предыдущего стержня с шаровой сварочной наплавкой сваркой. Шаровая сварочная наплавка препятствует сходу спиралей и последующих стержней.
На фиг. 3 показана стадия изготовления проволочной конвейерной ленты. К спирали правого направления плетения 1п подводят спираль левого направления плетения 1л и спираль правого направления плетения 1п. П-образным поперечным стержнем 2 соединяют спирали, вставляя одновременно обе ветви стержня в переплеты спиралей левого и правого направления плетения. Подводя новые спирали 1л и 1п и соединяя их между собой П-образными стержнями, образуют полотно проволочной конвейерной ленты (фиг. 1). После изготовления полотна всей конвейерной ленты производят обработку продольных краев ленты: на концах коротких ветвей поперечных стержней выполняют шаровую сварочную наплавку, длинные ветви загибают вокруг предыдущих стержней и закрепляют сваркой.
Проволочные конвейерные ленты работает следующим образом.
Собранная в бесконечную замкнутую ленту и установленная на барабаны и ролики конвейера при движении под нагрузкой и в высокотемпературной среде, конвейерная лента сгибается в шарнирных сочленениях, образованных спиралями 1 и стержнями 2. При работе ленты движется прямолинейно благодаря чередующимся спиралям левого и правого направления плетения 1п и 1л, без изменения геометрии ленты (без перекосов, сужения ленты в поперечном направлении) благодаря участкам по продольным краям ленты, не связанным между собой концами поперечных стержней. Спирали двойной навивки увеличивают грузоподъемность ленты, уменьшают "прозрачность" ленты.
Изобретение предназначено для транспортировки изделий при их термической обработке в высокотемпературных средах. Проволочная конвейерная лента содержит расположенные поперек продольной оси конвейерной ленты и параллельно друг другу звенья ленты в виде плоских спиралей с чередующимися правым и левым направлениями плетения, которые шарнирно соединены поперечными стержнями. Звенья ленты выполнены в виде двойных спиралей. Каждый поперечный стержень ленты имеет П-образную форму с отогнутым концом у одной из ветвей для закрепления на предыдущем стержне. Способ изготовления проволочной конвейерной ленты включает последовательную раскладку располагаемых поперек продольной оси ленты плоских спиралей с чередующимся левым и правым направлением плетения, соединение их поперечными стержнями путем введения последних в просвет, образованный сочлененными спиралями и последующей подгибки. При сборке конвейерной ленты соединяют П-образным стержнем с разными по длине ветвями одновременно три двойных спирали, отгибают длинную ветвь П-образного стержня и закрепляют ее на короткой ветви предыдущего стержня, на которой выполняют сваркой шаровую наплавку. Изобретение позволяет уменьшить трудоемкость изготовления лент, увеличить их прочностные данные, увеличить их срок службы и расширить область применения. 2 с.п.ф-лы, 3 ил.