Изобретение относится к испытательной технике и может быть использовано для контроля герметичности космических аппаратов в вакуумной камере.
Известен способ соединения заправочной арматуры системы изделия с гермовводом вакуумной камеры, заключающийся в том, что устанавливают испытываемое изделие в вакуумной камере, подсоединяют трубопровод одним концом к заправочному клапану изделия, а другой конец через гермоввод вакуумной камеры соединяют с источником контрольного газа [1].
Наиболее близким по технической сущности и достигаемому результату к предлагаемому решению является способ соединения заправочной арматуры изделия с гермовводами вакуумной камеры при контроле герметичности, заключающийся в том, что устанавливают изделие в вакуумную камеру и соединяют через заправочную арматуру каждую систему изделия посредством трубопровода с соответствующим гермовводом внутри камеры [2] - прототип.
Недостатком известных способов является то, что после установки в вакуумную камеру крупногабаритного многополостного изделия с малым зазором между корпусом вакуумной камеры и изделием очень затруднительно, а часто и просто невозможно, подсоединение в малом зазоре трубопроводов к нескольким десяткам заправочных элементов арматуры изделия, которые расположены в различных точках на поверхности всего изделия.
Изготовление и сборка вакуумной камеры с большим диаметром (под испытания крупногабаритных космических аппаратов) крайне затруднены из-за ограничения размеров (до 8 метров) транспортабельного шпангоута фланца вакуумной камеры, который, кроме того, должен быть механически обработан с высокой точностью. Поэтому вакуумные камеры с большим диаметром, особенно часто используются по внутреннему диаметру полностью, то есть зазор между изделием (например, космическим аппаратом) и корпусом вакуумной камеры может составлять всего 100-150 мм. В такой зазор испытатель не может пройти и подсоединение трубопроводов к заправочной арматуре изделия в различных точках по высоте и диаметру изделия становится невозможным. Если предположить, что зазор между вакуумной камерой и изделием большой и испытатель, перемещаясь в последнем по площадкам обслуживания (например, стапелям), протаскивает трубопроводы в нужные точки испытываемого изделия и соединяет их с проверяемыми системами, но, однако при этом существует опасность повреждения трубопроводами хрупких элементов конструкции изделия, и сам процесс соединения является довольно сложным и длительным (до 24 ч.). А длительность работ в вакуумной камере является критичной в процессе подготовки, так как эти работы нельзя совместить с другими параллельно ведущимися испытаниями, например, с электроиспытаниями. На практике, иногда, применяется разновидность вышеописанного способа, когда изделие подвешивают на кране над вакуумной камерой и специально удлиненные трубопроводы, соединенные одним концом с гермовводами вакуумной камеры, подсоединяют другими концами к заправочной арматуре систем изделия, затем изделие опускают в вакуумную камеру, придерживая и укладывая трубопроводы в зазор между изделием и корпусом площадки обслуживания для обеспечения доступа к заправочной арматуре систем подвешенного изделия, но при опускании изделия в вакуумную камеру можно повредить конструктивные элементы изделия трубопроводами, которые складываются в зазор между изделием и корпусом вакуумной камеры.
Таким образом, использование известных способов соединения заправочной арматуры систем изделия с гермовводами вакуумной камеры могут привести к повреждению изделия, они сложны и длительны во времени.
Задачей предлагаемого изобретения является обеспечение возможности соединения заправочной арматуры систем изделия с гермовводами вакуумной камеры в условиях малого зазора между изделием и корпусом вакуумной камеры.
Техническим результатом предлагаемого изобретения является предохранение элементов конструкции изделия от повреждения, а также упрощение и ускорение процесса соединения трубопроводов при испытаниях многополостных крупногабаритных изделий.
Указанный технический результат достигается тем, что в известном способе соединения заправочной арматуры систем изделия с гермовводами вакуумной камеры при контроле герметичности, заключающемся в том, что устанавливают изделие в вакуумную камеру и соединяют каждую систему изделия через заправочную арматуру посредством трубопровода с соответствующим гермовводом внутри камеры, до установки изделия в камеру подсоединяют трубопроводы изделия одним концом к системам изделия, а другие концы выводят пучком в заданную зону изделия, одновременно подсоединяют соответствующие трубопроводы вакуумной камеры одним концом к гермовводам внутри камеры, а другие концы выводят пучком в заданную зону вакуумной камеры, устанавливают изделие в вакуумную камеру с совмещением по координатам зон вывода пучков трубопроводов и соединяют соответствующие трубопроводы между собой.
Предлагаемый способ поясняется чертежом, где приняты следующие обозначения: 1 - трубопроводы изделия, 2 - трубопроводы вакуумной камеры, 3 - гермовводы, 4 - корпус вакуумной камеры, 5 - изделие, 6 - заправочный клапан, 7 - пучок трубопроводов изделия, 8 - хомуты, 9 - крышка вакуумной камеры, 10 - пучок трубопроводов вакуумной камеры, 11 - стыки трубопроводов с гермовводами, 12 - зазор между корпусом и изделием, 13 - хомуты, 14 - зона стыков трубопроводов.
Способ осуществляется следующим образом:
- до установки изделия 5 в вакуумную камеру к заправочным клапанам 6 проверяемых систем изделия подсоединяют одним концом трубопроводы 1, а другие концы трубопроводов 1 собирают в пучок 7, который прокладывают по поверхности изделия и закрепляют на нем с помощью, например, хомутов 8;
- пучок 7 выводят в заданную зону изделия, которую определяют исходя из того, чтобы она после установки изделия в вакуумную камеру оказалась бы в удобном для доступа месте, например, по высоте выше уровня корпуса 4 вакуумной камеры, что позволяет при снятой крышке 9 вакуумной камеры проводить дальнейшую работу по соединению трубопроводов, а по периметру окружности изделия - в зоне, в которую будет выведен ответный пучок 10 трубопроводов 2;
- параллельно подготовке изделия проводят подготовку вакуумной камеры: подсоединяют трубопроводы 2 одним концом к гермовводам 3 по стыкам 11 и собирают другие концы трубопроводов 2 в пучок 10, который прокладывают по внутренней поверхности корпуса 4 вакуумной камеры (в зазоре 12 между корпусом 4 и изделием 5) и выводят пучком в заданную зону вакуумной камеры (которая определяется по тем же соображениям, что и заданная зона изделия), а затем закрепляют пучок 10 на корпусе 4, например, с помощью хомутов 13;
- изделие 5 с пучком 7 устанавливают в вакуумную камеру так, чтобы зоны выводов пучков трубопроводов 7 и 10 совместились по координатам (в зоне 14) и соединяют соответствующие концы трубопроводов 1 и 2 по стыкам в зоне 14 между собой.
После этого закрывают крышку 09 вакуумной камеры и проводят работы по контролю герметичности систем изделия.
Использование прелагаемого технического решения дает следующий положительный эффект:
- изделие предохраняется от повреждения трубопроводами при сборке системы заправочных трубопроводов внутри вакуумной камеры для подачи контрольного газа в системы изделия;
- упрощается процесс сборки системы заправочных трубопроводов после установки изделия в вакуумную камеру;
- сокращается на 10-12 ч. продолжительность сборки системы заправочных трубопроводов после установки изделия в вакуумную камеру.
Способ достаточно прост в эксплуатации и не требует дополнительной разработки или доработки существующего оборудования, выпускаемого отечественной промышленностью.
Источники информации:
1. А.С. N 832379, кл. G 01 M 3/02, заявка N 2796786/25-28, 1979.
1. А.С. N 1772638, кл. G 01 M 3/00, заявка N 2209432/28, 1976.
Способ позволяет предохранять элементы конструкции изделий от повреждения, упростить и ускорить процесс соединения трубопроводов при испытаниях многополостного крупногабаритного изделия в вакуумной камере. До установки изделия в камеру подсоединяют трубопроводы изделия одним концом к системам изделия, а другие концы выводят пучком в заданную зону изделия, одновременно подсоединяют соответствующие трубопроводы вакуумной камеры одним концом к гермовводам внутри камеры, а другие концы выводят пучком в заданную зону вакуумной камеры, устанавливают изделие в вакуумную камеру с совмещением по координатам зон вывода пучков трубопроводов и соединяют соответствующие трубопроводы между собой. 1 ил.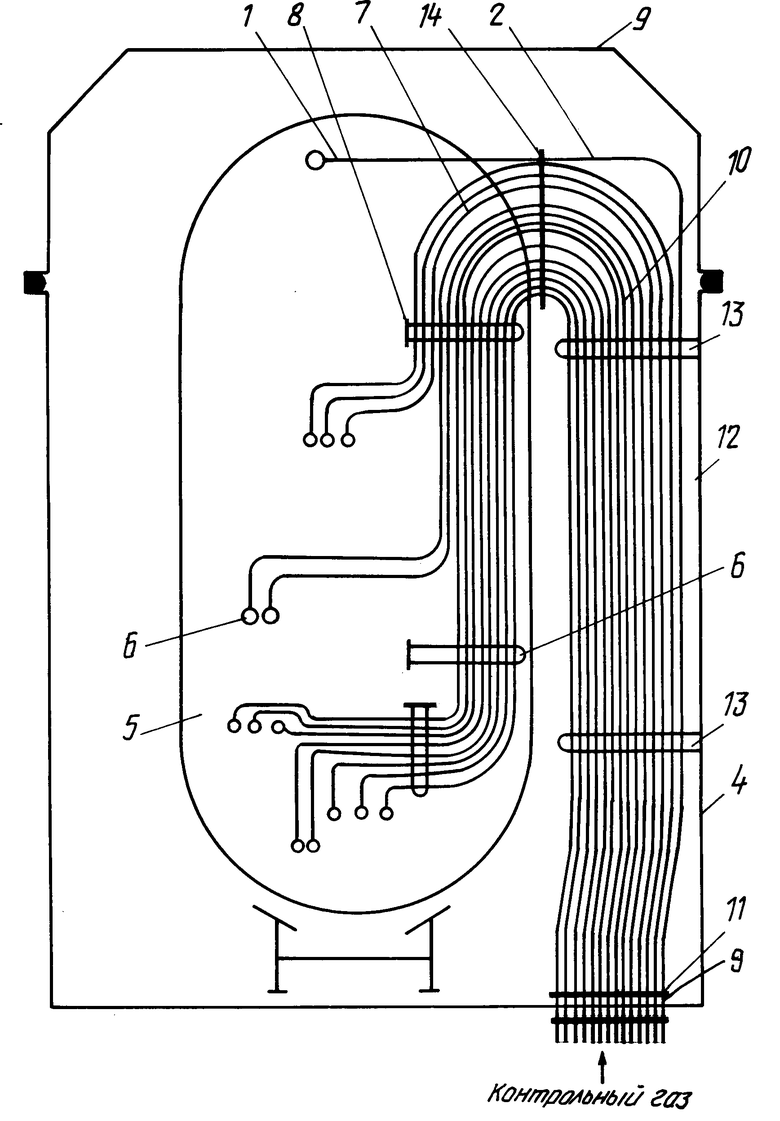
Способ соединения заправочной арматуры систем изделия с гермовводами вакуумной камеры при контроле герметичности, заключающийся в том, что устанавливают изделие в вакуумную камеру и соединяют каждую систему изделия через заправочную арматуру посредством трубопровода с соответствующим гермовводом внутри камеры, отличающийся тем, что до установки изделия в камеру подсоединяют трубопроводы изделия одним концом к системам изделия, а другие концы выводят пучком в заданную зону изделия, одновременно подсоединяют соответствующие трубопроводы вакуумной камеры одним концом к гермовводам внутри камеры, а другие концы выводят пучком в заданную зону вакуумной камеры, устанавливают изделие в вакуумную камеру с совмещением по координатам зон вывода пучков трубопроводов и соединяют соответствующие трубопроводы между собой.
