Изобретение относится к станкостроению и может быть использовано, в частности для обработки наружных поверхностей поршней двигателей внутреннего сгорания.
Известно копировальное устройство для обработки наружных поверхностей поршней двигателей внутреннего сгорания, в котором обрабатываемое изделие устанавливается на планшайбе и поджимается центром задней бабки параллельно оси копира, который установлен с возможностью согласованного вращения со шпинделем станка и задает поперечное перемещение инструмента (SU, патент N 1819190, B 23 B 5/24, 30.05.93).
Известное устройство громоздко, требует специального приспособления для закрепления на станке, не обеспечивает получение поперечного сечения поршня по высоте овальной формы с различной овальностью, что ухудшает работоспособность поршня, содержит в себе точную и сложную деталь - копир.
Наиболее близким аналогом по всей технической сути является известный станок для обработки фасонных деталей, а именно, поршней двигателей, который включает средство для образования фасонной поверхности, выполненное в виде копира, размещенного в инструментальном шпинделе станка и воздействующего на резец через следящий палец (SU, авт. св. N 304060, B 23 B 5/24, 1971).
Указанное устройство обладает теми же недостатками.
Технической задачей изобретения является точное изготовление в поперечном сечении поршня по высоте различной овальности при помощи компактного и простого в изготовлении устройства.
Указанная задача решается в результате того, что средство для образования овальности выполнено в виде цилиндра и размещенного в нем с возможностью перемещения технологического поршня, в который ввернут силовой винт, взаимодействующий с днищем цилиндра. Указанное средство предназначено для размещения и фиксации в обрабатываемом поршне между бобышками под поршневой палец.
Сущность изобретения поясняется чертежом, на котором устройство изображено в рабочем положении.
Устройство содержит средство для образования овальности при обработке поршней, выполненное в виде цилиндра 1 с днищем 2 и фиксирующим цилиндрическим буртом 3. В цилиндре 1 подвижно установлен технологический поршень 4, в который по оси ввернут силовой винт 5. Технологический поршень 4 также выполнен с фиксирующим цилиндрическим буртом 6. При размещении указанного средства в обрабатываемом поршне 7 торцевые поверхности цилиндра 1 и технологического поршня 4 упираются в бобышки 8 и 9 под поршневой палец поршня 7.
Устройство работает следующим образом.
В собранном виде при монтаже торец поршня 4 расположен на днище 2 цилиндра 1, так, что зазор Б равен в этом случае нулю, а общий размер устройства A2 меньше размера A1 между торцами бобышек 8 и 9, что позволяет установить устройство в обрабатываемый поршень 7. В технологический поршень 4 заворачивается силовой винт 5 до достижения своим торцом днища 2 цилиндра 1.
Для получения переменной овальности, величина которой контролируется индикатором 10, максимальное значение "К" определяется по оси силового винта 5, последний заворачивают в технологический поршень 4.
Усилие от винта 5 передается через днище 2 цилиндра 1 и далее бобышке 8, а также технологическому поршню 4 и далее торцу бобышки 9 - в противоположную сторону.
Под воздействием этих противоположно направленных сил поршень 7 по высоте деформируется, приобретая овальную форму. Овализация поршня 7 по высоте переменна: в зоне бобышек 8 и 9 она максимальна "К", у головки поршня и на юбке - меньше.
Поэтому, при движении режущего инструмента параллельно оси поршня, по его длине срезается слой металла разной толщины, пропорциональный степени овализации, отчего поршень приобретает цилиндрическую форму.
После обработки поршня 7 и удаления средства для образования овальности поршень 7 приобретает переменную по высоте овальность за счет сил упругости.
В зоне бобышек 8 и 9 овальность минимальна, что благоприятно с точки зрения исключения задиров поршня в этой зоне, и максимальна - в зоне юбки поршня, что также благоприятно при работе двигателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2056518C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1995 |
|
RU2182244C2 |
| Поршневая машина | 1988 |
|
SU1523700A1 |
| Поршень | 1990 |
|
SU1754995A1 |
| ПОРШЕНЬ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ И ПОДОГРЕВОМ | 2007 |
|
RU2373414C2 |
| Составной поршень двигателя внутреннего сгорания | 1989 |
|
SU1698469A1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2020 |
|
RU2750829C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2101531C1 |
| КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ ДВС | 2012 |
|
RU2500909C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1994 |
|
RU2182242C2 |
Изобретение предназначено для обработки наружных поверхностей поршней двигателей внутреннего сгорания. Средство для образования овальной в поперечном сечении поверхности поршня 7 выполнено в виде цилиндра 1 и размещенного в нем технологического поршня 4 с ввернутым в него силовым винтом 5. После размещения указанного средства между бобышками 8 и 9 под поршневой палец поршня 7 силовой винт 5 ввертывают в технологический поршень 4. Цилиндр 1 и технологический поршень 4 воздействуют соответственно на бобышки 8 и 9 поршня 7 и деформируют его на высоте, в результате чего образуется овальная форма поршня 7. Производят обработку поршня 7. Средство для образования овальной поверхности удаляют, а поршень 7 приобретает переменную по высоте овальность за счет сил упругости. Компактность и простота устройства достигается наименьшим количеством деталей. 1 ил.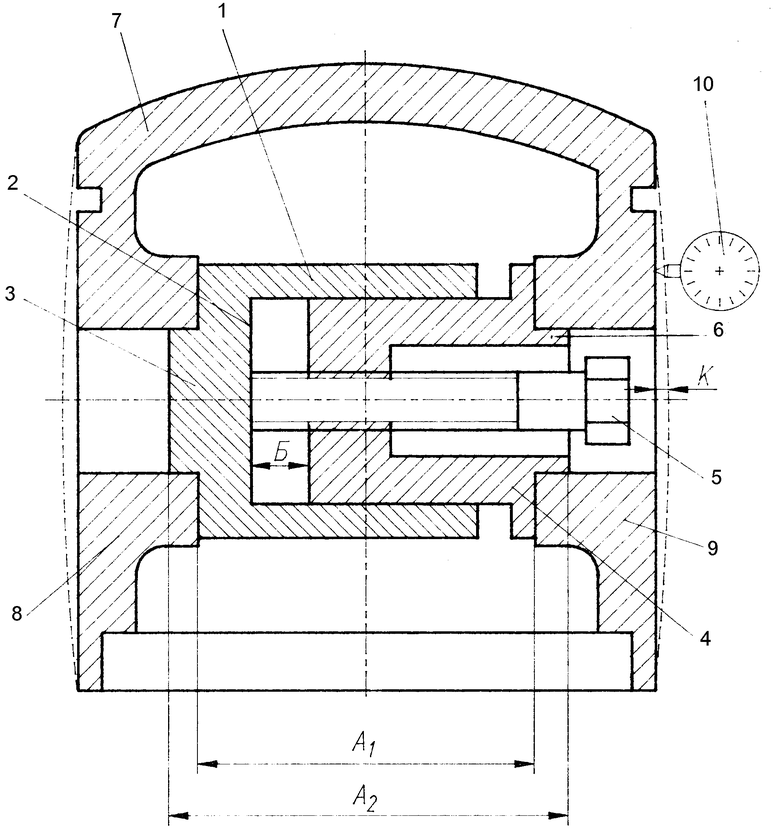
Устройство для обработки поршней, имеющих овальность в поперечном сечении, содержащее средство для образования указанной овальности при обработке, отличающееся тем, что указанное средство выполнено в виде цилиндра и размещенного в нем с возможностью перемещения технологического поршня, в который ввернут силовой винт с возможностью взаимодействия с днищем цилиндра, причем указанное средство предназначено для размещения и фиксации в обрабатываемом поршне между бобышками под поршневой палец.
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 0 |
|
SU304060A1 |
| Копировальное устройство | 1991 |
|
SU1819190A3 |
| Роликовый путь для повозок, снабженных в качестве ходовых частей полозьями | 1933 |
|
SU36439A1 |
| Способ обточки эллипсно-бочкообразных поршней | 1986 |
|
SU1348067A1 |
| US 4852437 А, 01.08.89 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
