Изобретение относится к способам избирательной сварки встык для соединения деталей, изготовленных из пластмассы, и в особенности деталей, изготовленных из полиэтилена.
Сварка встык является известным технологическим процессом, который осуществляется путем прижимания друг к другу противоположно направленных торцовых поверхностей двух намеченных к соединению деталей, причем указанные прилегающие концы деталей предварительно нагревают до температуры размягчения или плавления так, что их контакт под давлением позволяет получить сразу после охлаждения сварной шов удовлетворительного качества.
Хотя в настоящее время существуют устройства, позволяющие, в частности, нагревать прилегающие концы, с другой стороны, на усмотрение и компетентность оператора остаются определение совместимости по размерам и качеству соединяемых деталей и выбор критериев сварки, которые необходимо соблюдать.
В результате на практике возможно появление определенного количества ошибок, отрицательно влияющих на надежность сетей и труб, качество сварных швов и зависящих от компетентности операторов и условий, при которых они возникают.
При постоянно растущем применении и в особенности при создании сетей для распределения текучих сред (газ, воздух или иные промышленные жидкости) было обнаружено, что все более частое применение находят трубы из пластмасс, которые в ряде случаев соединяют сваркой встык при нагреве способом, описанным выше.
Кроме того, существуют различные стандарты или критерии сварки, и изготовители или пользователи деталей должны их соблюдать, что еще более повышает вероятность ошибок при интерпретации.
Целью изобретения является снижение вероятности ошибок при обеспечении безопасности технологического процесса и надежности швов вне зависимости от практических условий работы.
С этой целью предлагается способ избирательной сварки встык двух трубчатых изделий из пластмасс с применением автоматизированной установки, причем этот процесс предусматривает
а) применение на каждой детали кода идентификации, который должен сканироваться сканирующим устройством установки;
б) в каждом коде по порядку и на определенных позициях вводятся данные, относящиеся по меньшей мере к части из следующих характеристик:
б1) толщина и/или наружный диаметр данной детали в том ее конце, который должен быть сварен по существу соосно с другой деталью;
б2) температура или диапазон температур, до которых следует нагреть электронагревательный элемент с тем, чтобы торцовый конец указанной детали достиг температуры размягчения, подходящей для сварки;
б3) период времени, в течение которого указанная деталь должна находиться в контакте с нагревательным элементом;
б4) период времени, в течение которого указанная деталь должна оставаться прижатой к другой детали;
б5) давление или диапазон давлений, соответствующие тем, которые должны быть приложены к детали в течение периода времени, соответствующего б1;
б6) тип пластмассы, из которой изготовлена деталь, и
б7) коэффициент или диапазон коэффициентов текучести указанного материала;
с) информация из указанных кодов считывается сканирующим устройством;
д) установка осуществляет сопоставление кодов по позициям;
е) если соответственно информация, полученная в отношении указанных характеристик от б1) до б7), в двух кодах хотя бы в некоторых случаях окажется согласующейся попарно, признается совместимость кодов и ряды значений, общих для двух деталей, определяют по меньшей мере в отношении следующих показателей:
температуры T, до которой следует нагреть нагревательный элемент с тем, чтобы торцовые концы достигли температуры размягчения, позволяющей сваривать их;
времени t1, в течение которого эти детали должны находиться в контакте с нагревательным элементом;
давления P, которое должно быть приложено по меньшей мере к одной из указанных деталей с тем, чтобы прижать одну из них к другой; и
времени t2, в течение которого должно сохраняться давление прижимания деталей друг к другу;
ж) эти ряды значений вводятся в программу сварки, загруженную в установку с тем, чтобы осуществлять сварку деталей в зависимости от по меньшей мере одного из указанных значений, определенных согласно e).
Таким путем можно соединить детали, практически не рискуя ошибиться относительно из совместимости и ключевых параметров сварки.
На практике "согласие", о котором упоминается в пункте е), может быть непосредственным (идентичность значений, соответствующих характеристикам в каждом коде) или "относительным" (совместимость признается, когда значения согласуются в определенных заранее установленных диапазонах допусков, или если диапазоны приписанных значений совпадают частично).
Если наличие такой "относительной" совместимости будет признано, то ряд указанных выше значений (T, P, t1, t2), необходимых для определения условной сварки, может быть, в частности, механически определен установкой с использованием входящего в ее состав компьютерного блока для расчета среднего значения параметров T, P, t1, t2 на основе данных, соответствующих допускам или диапазонам совпадающих значений, считанных сканированием из кодов.
В рамках сварочной операции как единого целого и области, к которой относится изобретение, можно далее отметить, что согласно другой отличительной особенности вместо того, чтобы вводить в каждый код "открытым текстом" значения (или диапазоны значений) рассматриваемых параметров от б1) до б5) (например, от 210 до 230 для допустимого диапазона температуры нагрева в градусах Цельсия, согласно б2, или даже 070 - 120 для периода времени в секундах согласно б3 ..., и т.п.), существует возможность перегруппировать в каждом коде по крайней мере некоторые из указанных показателей от б1 до б5 в соответствии с указаниями определенного стандарта на сварку (например: код 1 для стандарта Франции, код 2 для стандарта США ...). Одновременно с этим в установке будет предусмотрено специальное запоминающее устройство, в котором будут храниться шкалы значений, относящихся к этим перегруппированным данным. И на основании этих шкал значений каждому коду будут приписаны значения, соответствующие каждому из указанных показателей, перегруппированных согласно указаниям стандартов; затем на стадии е) приписанные значения будут сравниваться по кодам и, если эти значения согласуются, будут определяться общие для двух деталей указанные значения температуры, давления и времени (t1, t2, T, P), предпочтительно путем расчета средних значений или путем применения поправочного коэффициента как функции указаний стандарта, относящегося к кодам.
Такая закодированная "перегруппировка" должна быть интересна в первую очередь, если приходится работать с несколькими стандартами на сварку (стандарт DVC, стандарт American ...).
На практике может оказаться очень удобно не вводить в запоминающее устройство установки все стандарты с соответствующими им параметрами, избегая таким образом перегрузки системы данных, которой со временем может оказаться трудно управлять.
Как бы то ни было, становится ясно, что в результате развития стандартов, вводимых в мире, изобретение в особенности позволяет работать на основании "общего" стандарта, если он существует (например, Европейский стандарт, если сварка осуществляется в Европе с деталями, изготовленными в Европе, или даже "мировой" стандарт, или стандарт МОС), или на основании двух упомянутых стандартов, к каждому из которых делается отсылка в коде одной из двух свариваемых деталей, таблицы совместимости и значений, подходящих для этих кодов, введенные в запоминающее устройство установки, делают возможным согласно или отказ от сварки и выполнение сварки, если совместимость деталей признана установкой.
На фиг. 1 приведено устройство для сварки встык, общий вид; на фиг. 2 - обобщенная схема средства автоматизации процесса сварки согласно изобретению; на фиг. 3 - 7 показаны основные операции, предшествующие стыковой сварке двух труб; на фиг. 8 - пример кривой взаимозависимости температуры и толщины, которая может быть загружена в запоминающее устройство установки.
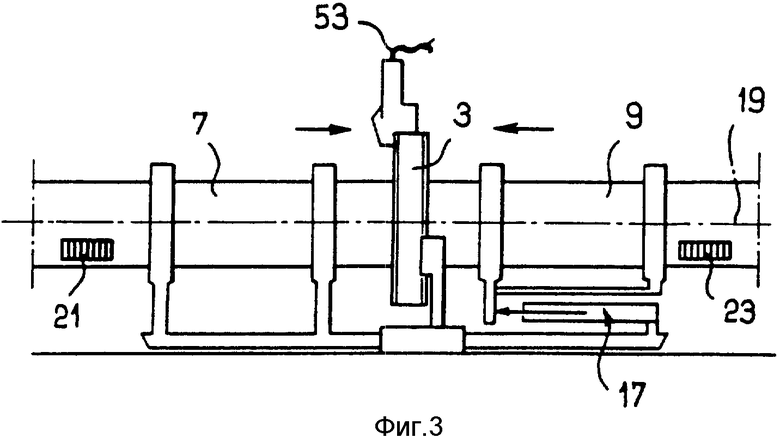
На фиг. 1 показана сварочная установка, состоящая из блока управления 1 с по меньшей мере тремя электрическими выводами для соединения с соответствующими кабелями, во-первых, с устройством 3, позволяющим выравнивать концы деталей, и с устройством 5, предназначенным для нагрева выровненных концов, причем указанное нагревательное устройство часто называют "нагревательным зеркалом", и наконец с подающим устройством 17, скрепленным с рамой, на которой соосно установлены трубы.
Для удержания деталей, в данном случае таких, как две трубы 7 и 9, в неподвижном положении установка состоит из рамы 11 с двумя петлевыми узлами 13, 15, оборудованными зажимными средствами, образующими тиски для удерживания труб (не показаны), причем петли, связанные с подающим устройством 17, позволяют перемещать две трубы по оси 19, вдоль которой они установлены.
За исключением части оборудования внутри корпуса 1, относящегося к автоматизации процесса сварки и описанного ниже, контролирующее устройство, кратко описанное выше, уже известно.
Установки такого типа в основном производит и поставляет компания "WIDOS" (SHILLER STRASSE 48, A-2 351 Wr. NEUDORF, в особенности под наименованием: установка 4400 CNC) или также "FUSION GROUP" (Великобритания - Chesterfilf Trading Estate-Sheepbridge CHESTERFIELD, обозначение: S 419pz).
Следует отметить, что такая установка дает также возможность обрезать торцы деталей под прямым углом к их оси, выровнять эти концы относительно друг друга и сдвигать или раздвигать указанные детали, сохраняя возможность вставлять между ними или выводить нагревательное зеркало и устройство для отделки торцов (см. также патент EP 196795 или публикацию "KUNSTOFF EN RUBBER", vol. 33, N 10, October 1990 - Rotterdam; p. 59-61; JC. MEIJERINK).
В соответствии с изобретением каждая из двух труб 7 и 9 на фиг. 1 снабжена кодом идентификации 21, 23, который может иметь форму значка или ярлыка, закрепленного на трубах или связанного с ними, и типа штрихового кода, возможно, магнитной полоски или электронной этикетки в особенности, или любой другой системы, связанной с развитием технологии кодирования.
Все данные, полезные для выполнения сварки, вводятся в эти коды идентификации, например, после их изготовления.
Когда это происходит, каждый код 21 или 23 состоит из последовательности различных зон, которые можно сканировать подходящими считывающими средствами. Эти зоны содержат данные (параметры или эталонные значения), на основании которых установка с программой данных по сварке может быть приведена в действие.
В частности, если сварка может осуществляться на основании обычных стандартов, каждый код идентификации будет предпочтительно включать закодированные данные, относящиеся по крайней мере к толщине и диаметру (или поперечному сечению) детали в ее торцевом конце; к температуре или диапазону температур, соответствующим той, до которой необходимо нагреть элемент 5, чтобы обеспечить должным образом локализованное размягчение указанной детали; к длительности периода времени, в течение которого указанная деталь должна находиться в соприкосновении с одной из двух нагревательных поверхностей элемента 5; к периоду времени, в течение которого эта же деталь должна подвергаться давлению при контакте торцевой поверхности с другой деталью; к давлению или диапазону давлений, соответствующим тому, воздействию которого деталь должна подвергаться в течение указанного выше периода времени, но аналогичным образом полезно указание типа материала (полиэтилен низкой плотности: PEBD; PEHD; PEMD; PMMA ...), из которого изготовлена деталь, и коэффициента или диапазона коэффициента текучести указанного материала, обозначая таким образом его динамическую вязкость, тем более, что вместо труб возможно в первую очередь осуществлять сварку встык трубы и соединительной детали (такой как тройник, V-образное соединение или колено ...), или же двух соединительных деталей, таких, как тройник, за которым следует колено. Поэтому необходимо иметь возможность распознавать их, чтобы не допустить их сваривания в случае отсутствия совместимости, например, по диаметру или материалу.
Кроме того, коды могут включать предпочтительно в другой зоне данные, касающиеся длины деталей (если они являются трубами) и/или их внутреннего диаметра. Аналогичным образом может быть полезным указание даты изготовления деталей (или даты, до которой допустимо выполнение сварки) и обозначение изготовителя.
В качестве примера можно указать следующее распределение данных, которые содержатся в коде.
В штриховом коде могут быть выделены семь зон, из которых шесть последовательно расположенных зон предназначены для кодирования информации и седьмая - для целей контроля.
Первая зона может состоять из трех знаков, предназначенных, например, для обозначения изготовителя. Первая цифра может служить для обозначения страны (1-9), вторая и третья цифры указывают серийный номер.
Во второй зоне, состоящей из двух знаков, первый знак может быть зарезервирован для обозначения материала (1 - для полиэтилена высокой плотности, 2 - для полипропилена ... и так далее до 9), второй знак позволяет ввести важный параметр, такой, как коэффициент текучести (конечно, может потребоваться более одного знака, если намечено ввести ряд коэффициентов текучести; может потребоваться четыре знака).
Третья зона может быть зарезервирована для указания толщины стенок, наружного и внутреннего диаметров данной детали, в этом случае, например, более шести знаков с подразделением размеров в миллиметрах (международная система мер) и в дюймах (система CTS или IPS).
В зоне 4 с пятью знаками можно указать дату изготовления данной детали (пять знаков), а также дату истечения срока годности продукции (два знака).
Зона 5 из четырех знаков может включать длину трубы, если деталью является именно она. Если это соединительная деталь (V-образное соединение или тройник), запись может читаться: 0000.
Наконец, зона 6, состоящая, например, из 26 знаков, может, в частности, показывать последовательно:
а) температуру или диапазон температур, соответствующие тем, до которых нужно нагреть нагревательный элемент 5 с тем, чтобы соединяемый конец соответствующей детали достиг температуры размягчения, при которой его можно было бы сваривать. Для этой цели могут быть выделены семь знаков. Так, например, в эту первую часть зоны 6 может быть введено закодированное значение от 220 до 240, если принят диапазон температур 220 - 240oC;
б) период времени, в течение которого данная деталь должна находиться в контакте с нагревательным элементом 5. Для этого могут быть выделены семь знаков. Например, если данный период времени ограничивается 50-80 с, в код должны быть введены следующие закодированные данные: 050-080. Возможно также ввести величину 0000045, если максимально допустимое время составляет 45 с;
в) период времени, в течение которого данная деталь должна прижиматься под давлением к другой детали. И в этом случае можно зарезервировать семь знаков для ввода соответствующего периода, который на основе известных примеров обычно составляет 4-5 мин и более 30 мин для наиболее толстых деталей;
г) давление или диапазон давлений, соответствующие тем, воздействию которых должна быть подвергнута деталь в течение указанного выше периода времени. Это давление может быть выражено, например, в сотых долях H/мм2. Возможно использование пяти знаков. Так, возможно ввести 12-17, чтобы показать, что допустимый диапазон давлений составляет 0,12-0,17 Н/мм2; и даже 00014, если нужно поддерживать давление величиной 0,14 Н/мм2.
Возможно также резервирование дополнительных знаков, если нужно обеспечить определенные допуски и если количество уже имеющихся знаков окажется недостаточным.
И, наконец, с этими 47 активными знаками в зоне 7 можно объединить заключительный "уравновешенный" знак для проверки удовлетворительности сбора указанных выше знаков, два знака "начала" и "конца", охватывающих все для того, чтобы иметь возможность сканирования в двух направлениях.
Может быть предусмотрена также дополнительная зона. В этой зоне, которая может охватывать восемь знаков, могут быть введены коды, соответствующие температурам, времени и значениям давлений, которые необходимо соблюдать с последующим "замыканием" на данные в зоне 6 и переводом установки на "ручной" режим управления, при котором оператор самостоятельно будет определять значения указанных параметров, которые должны быть применены в процессе сварки.
Относительно любой дополнительной информации, касающейся примеров, в особенности в связи со штриховыми кодами, следует обратиться к патентам EP-A-0 272 978 или US-A-4 837 424, содержание которых включено в данное описание в качестве аналога.
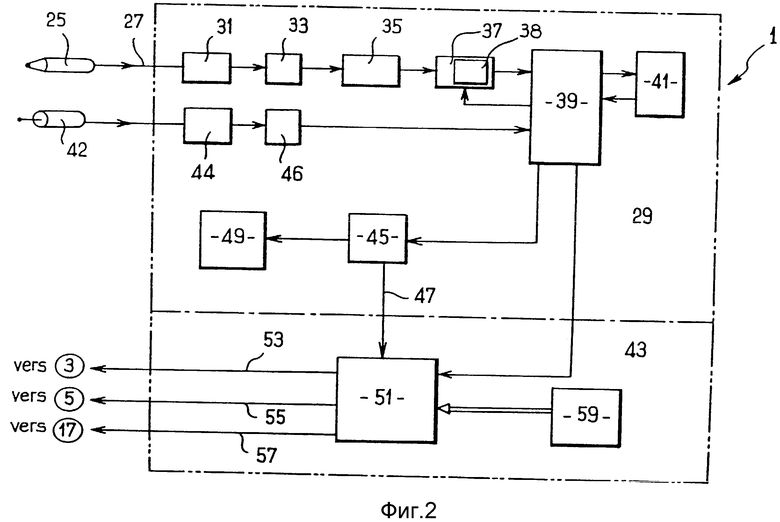
Позицией 25 на фиг. 2 обозначено сканирующее устройство, которое может быть использовано для считывания кодов 21, 23. В случае применения штрихового кода, это будет оптический карандаш или лазерный сканер. В случае магнитного кода возможно также применение магнитной головки.
Карандаш 25 соединен своим проводом 27 с аналого-логическим блоком 29 в корпусе 1, что позволяет вводить в машину операционные данные, считываемые последовательно с каждого кода деталей.
В аналого-логическом блоке 29 передаваемые сканирующим устройством 25 сигналы будут последовательно поступать на усилитель 31, схему формирования усиленных сигналов 33, декодер 35, схему проверки/сканирования 37, включающую компаратор 38 и схему обработки данных 39, управляемую компьютером с встроенным микропроцессором и связанную с запоминающим устройством 41.
Данные, полученные и относящиеся к характеристикам, сканируемым в особенности в зонах 2, 3 и 6, будут сравниваться в компараторе 38.
Если данные, введенные в коды для каждого их этих критериев, согласуются между кодами, то есть, если данные совпадают непосредственно или если допустимые диапазоны частично взаимно перекрываются, предпочтительно предполагается, что в этих двух случаях должно быть признано наличие совместимости между кодами.
В процессе обработки данных будет происходить обращение к схеме 39, с которой связано запоминающее устройство 41.
В случае признания наличия совместимости, в любом случае в компьютерный блок схемы 39 будет направлен логический сигнал, так что появится возможность определения значений, представляющих следующие ключевые параметры, которые будут затем рассматриваться как общие для двух деталей, предназначенных к сварке.
На практике этими параметрами являются по меньшей мере
температура нагрева T, до которой должен быть нагрет нагревательный элемент 5 с тем, чтобы соединяемые между собой концы деталей 7, 9 достигли температуры размягчения (или плавления), при которой они могут быть сварены;
время t1, на которое эти детали должны быть введены в соприкосновение с элементом 5;
давление P, которое должно быть приложено по меньшей мере к одной из этих деталей, чтобы ввести их в контакт друг с другом;
время t2, в течение которого должно поддерживаться это давление контакта P между деталями 7 и 9.
Этот расчет параметров может в особенности быть выполнен путем расчета средних значений каждого параметра на основе взаимно перекрывающих значений или диапазонов значений, которые в кодах соответствуют относительным характеристикам, представляющим давление, температуру и время.
Например, в случае температуры нагрева T, если код первой детали имеет в своих первых семи знаках в зоне 6 запись от 200 до 230 и если второй код такой же детали имеет в той же самой зоне запись 190-220, компьютерный блок 39 может, например, на основании величины взаимного перекрытия (от 200 до 220) рассчитывать среднее значение этой температуры нагрева T, которое должно составить 210oC.
Можно таким же образом выполнять определение параметров t1, t2 и P.
Хотя совместимость может быть установлена установкой для всех перечисленных параметров, можно обнаружить, несмотря ни на что, что компаратор 38 выявляет различия между закодированными данными, соответствующими, например, типу пластмассового материала, из которого изготовлены детали и/или коэффициентами или диапазонами коэффициентов текучести.
Для того, чтобы избежать ситуации, при которой установка систематически не допускала бы осуществления сварки, изобретение предусматривает ввод в запоминающее устройство 41 по меньшей мере двух таблиц совместимости, относящихся соответственно к различным типам материалов и известным коэффициентам текучести (или диапазонам коэффициентов).
Таким образом, после включения компаратора 38 он может получить из запоминающего устройства 41 данные о совместимости, введенные в эти таблицы, и согласно этим заранее установленным критериям признать, несмотря ни на что, факт наличия определенной совместимости деталей.
Возможно, что в другие части запоминающего устройства 41 могут быть введены другие дополнительные таблицы для согласования упоминавшихся выше общих значений T, P, t1 и t2, чтобы учесть отклонения в типах материала или коэффициентах текучести, обнаруженные в кодах.
Сразу после установления путем сканирования кодов параметров температуры T, давления P . .. и времени t1, t2 ... предварительно введенная в машину программа направляет в блок питания 43 команды на подачу напряжения и силы тока, соответствующих этим параметрам.
Если, несмотря на это компаратор 37 выявит несовместимость между определенными частями двух кодов, считанных сканером 25, то для этого предусмотрено управляющее устройство 45, связанное с блоком 39 и предназначенное для передачи по линии 47 команды на остановку процесса сварки с параллельным отображением ошибочных или послуживших основанием для остановки данных на дисплее 49.
Сразу после того, как блок 37 подтвердит совместимость кодов, а процессор 39 выдаст эксплуатационные данные в форме напряжения(ний) и/или силы тока и периода(ов) времени, устройство регулирования питания 51 блока 43 сможет обеспечить подачу требуемой мощности в течение определенного периода времени, используя для этого один из трех кабелей 53, 55, 57, соединенных соответственно с обрезным устройством 3, нагревательным зеркалом 5 и подающим устройством 17, причем указанная электроэнергия может поступать из внешнего источника 59, такого, например, как сети электроснабжения общего пользования или же от местного генератора (априорно постоянный ток).
На фиг. 2 можно также видеть, что на машине установлен датчик температуры 42, предназначенный для регистрации температуры деталей в начале вмешательства и позволяющий изменять данные программы сварки в случае заметного отклонения температуры относительно заранее установленной температуры окружающей среды. Для этого датчик 42 соединяют через усилитель 44 и измерительный блок 45 с упоминавшимся выше процессом 39.
Как уже было описано выше, вместо того, чтобы вводить в зону 6 цифровые значения определяющих совместимость параметров (давление, время, температура ...), в рамках изобретения существует возможность "перегруппировки" всех этих данных в каждом коде в форме записи сигналов, соответствующей стандартному режиму сварки, что может оказаться очень полезным в особенности в случае, если потребуется деталь 7, которая согласно установленному для нее коду должна свариваться по стандарту (I), сваривать с деталью 9 согласно стандарту (II).
Иными словами и в особенности, если существуют проблемы расхождения стандартов, изобретение предусматривает для каждого кода сокращение зоны 6, например, до двух знаков, обозначая ими только стандартные показатели, и с соблюдением которых должна осуществляться сварка.
В этом случае с уменьшенной таким образом зоной 6 возникает необходимость ввода во внутренней запоминающее устройство 41 шкал значений, относящихся к параметрам сварки (время, температура(ы), давление(я)). Именно из них предварительно загруженная программа будет извлекать информацию согласно закодированным данным, передаваемым сканером 25, для того, чтобы направить в блок питания 43 соответствующие управляющие сигналы о подаче на подающее устройство 17 питания с нужным напряжением и силой тока.
По поводу любой информации, касающейся, например, стандарта, применяемого к сварке встык двух полиэтиленовых деталей во Франции, следует обратиться к изданию стандарта "Полиэтилен" Института сварки, документа, изданного и опубликованного "Autogenous Publication" (документация D.V.S. 2207, озаглавленная "Welding of Thermoplastic Polyethylene Parts, p. 1-14, May, 1984). Содержание включено в данное описание в качестве аналога.
Однако, если требуется обойтись без ввода в запоминающее устройство всех таблиц значений, относящихся к выбранным параметрам, одним из возможных решений является представление этих данных в формуле средних значений параметров из множества существующих стандартов для того, чтобы выйти таким образом на средний сварочный показатель.
Другим решением могло бы быть обозначение или ввод в запоминающее устройство коэффициента или таблицы поправочных коэффициентов как функции закодированных стандартов, что делает возможным сделать несколько стандартов совместимыми.
Со ссылкой на фиг. 1-7 предлагается вариант реализации сварки встык двух труб 7 и 9 (фиг. 1), когда трубы правильно размещены и выровнены в зажимах рамы 11.
При установленных таким образом двух деталях на первой стадии сканером 25 последовательно считывают каждый из двух кодов 21, 23 на деталях так, что в блок 39 поступают их данные.
Предполагается, что в данном случае мы имеем дело со вторым вариантом, предусмотренным изобретением, иными словами с сокращенной зоной 6, содержащей ссылку на Стандарт, и сканер 25 передаст в машину по каждому коду и каждой трубе данную ссылку и в выбранном примере физический характер материала, из которого изготовлена деталь, тип данной детали, толщину трубы, ее поперечное сечение, длину, дату изготовления, код, указывающий ее годность (в отношении последней даты возможного использования) и обозначение изготовителя.
После этого блоком 37 установки будет выполнено сопоставление двух кодов с целью проверки совместимости двух труб для подтверждения возможности выполнения последующих операций.
Если два кода идентичны или совместимы, блок 39 обратится к параметрам, находящимся в запоминающем устройстве 41, так, что на основании только что полученных данных будут затем установлены параметры "стандарта сварки", которые следует соблюдать в отношении длительности периода времени и подачи электроэнергии.
Следует отметить, что, если в запоминающемся устройстве хранятся таблицы совместимости, то появится, например, возможность для сварки двух конструкционно идентичных труб (одинаковые размеры (наружный диаметр, толщина ...), одинаковые материалы), однако коды которых содержат различные стандарты на сварку (поскольку они изготовлены в разных странах).
Благодаря этой (этим) таблице(цам) совместимости условия сварки, принятые в месте выполнения работ, могут определяться установкой и операция может осуществляться при оптимальных условиях.
После этого следует последовательность механических операций с электрическим управлением.
Сразу после того, как между разведенными на нужное расстояние концами двух труб будет введено обрезное устройство 3 (см. фиг. 3), блок питания 51 осуществит через посредство линии 55 перемещение подающего устройства 17, и трубы будут должным образом прижаты.
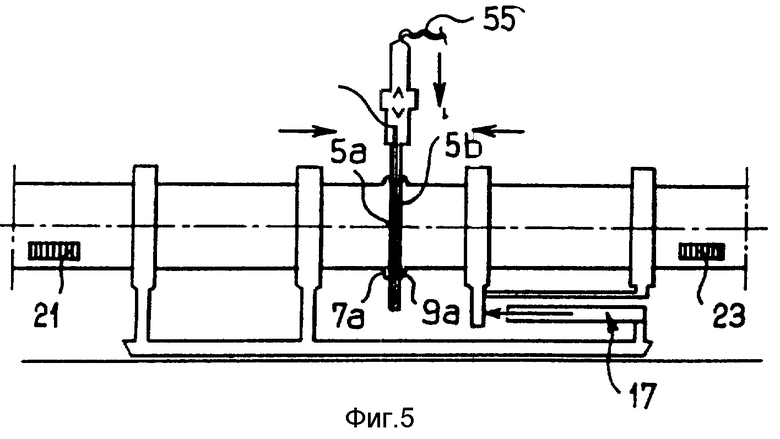
По завершении операции обрезки и зачистки и после того, как соединения все еще выровненных труб будут проверены на чистоту и параллельность, установка отведет их друг от друга, чтобы можно было отвести устройство 3 и заменить его нагревательным зеркалом 5, как показано на фиг. 5. По мере выполнения программы автоматизированного управления включается фаза нагрева и после того, как на двух противоположных контактных поверхностях 5a, 5b зеркала 5 будет достигнута регулируемая температура (обычно порядка 200-250oC), установка прижмет под заданным давлением трубы к этим поверхностям, корректируя параметры, содержащиеся в запоминающем устройстве 41 с рабочей информацией, считанной из кодов на трубах.
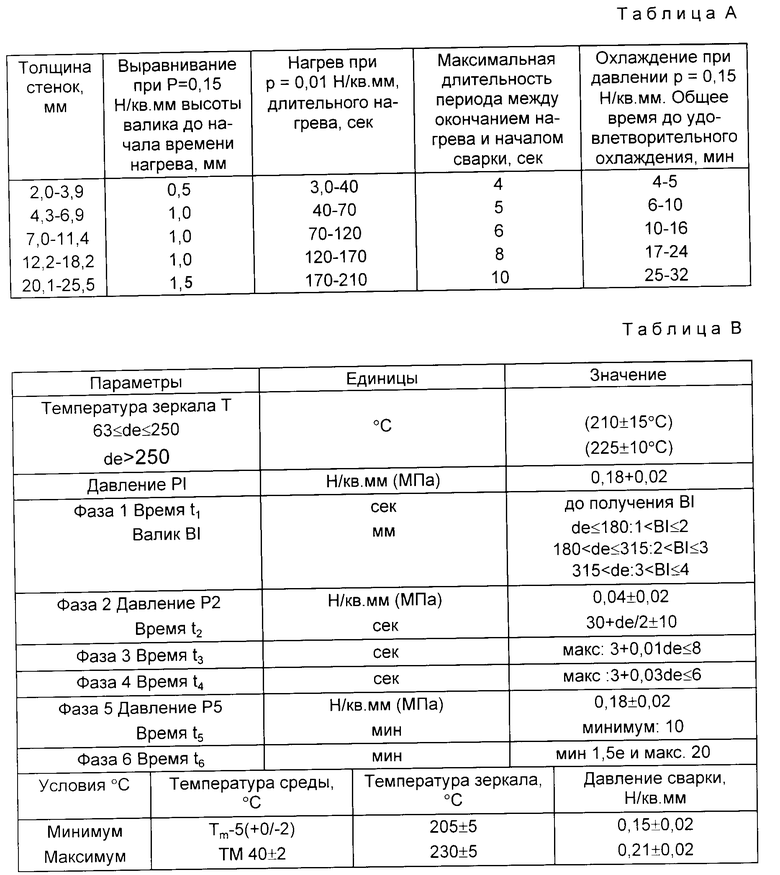
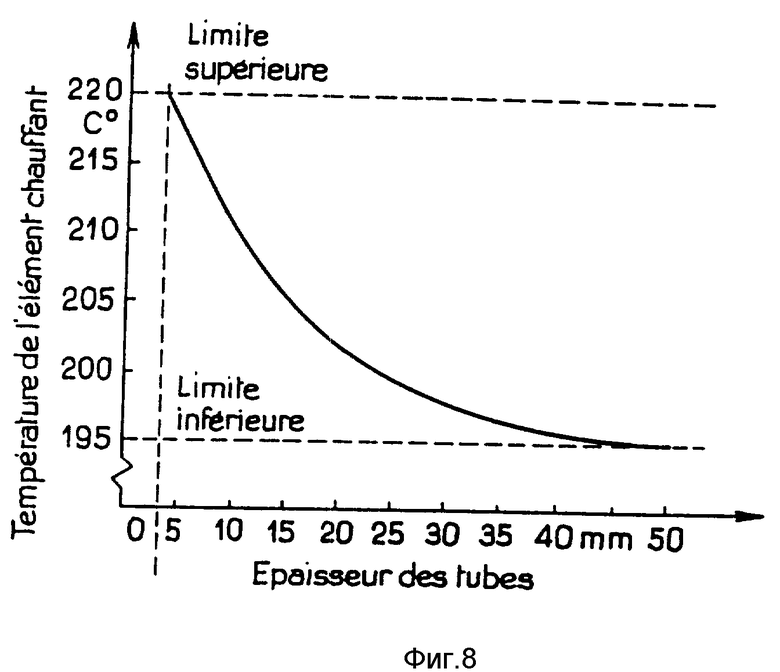
Существует возможность хранения в запоминающем устройстве установки, например, таблицы, эквивалентной таблице A, приведенной ниже, и фиг. 8, что дает возможность определить путем расчета в блоке 39 на основании данных о толщине стенок труб и их поперечном сечении в месте соединения, и даже о типе материала и/или коэффициенте текучести (не рассматривается в данном случае), обязательные для соблюдения значения таких параметров сварки, как температура, время и давление (или усилие). Следует отметить, что в выбранном примере (в отношении стандарта DVS) усилие или давление, необходимое для выравнивания и сварки, может быть определено и загружено в память на основании давления p = 0,15 Н/мм2 с учетом усилия или давления, необходимых для перемещения одной из труб (другая, как предполагается, закреплена неподвижно).
На практике обрезанные концы двух труб будут прижаты к поверхностям зеркала под давлением и на время, достаточное для того, чтобы материал, из которого они изготовлены, нагрелся до температуры текучести и после того, как в результате плавления образуются два валика 7a, 9a, давление в течение периода нагревания может быть снижено, после размягчения, приблизительно, до 0,01 Н/мм2 (стандарт DVS).
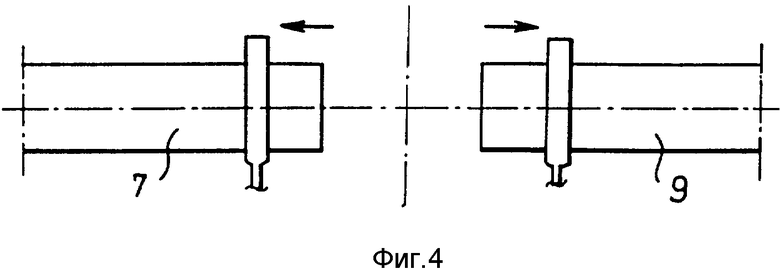
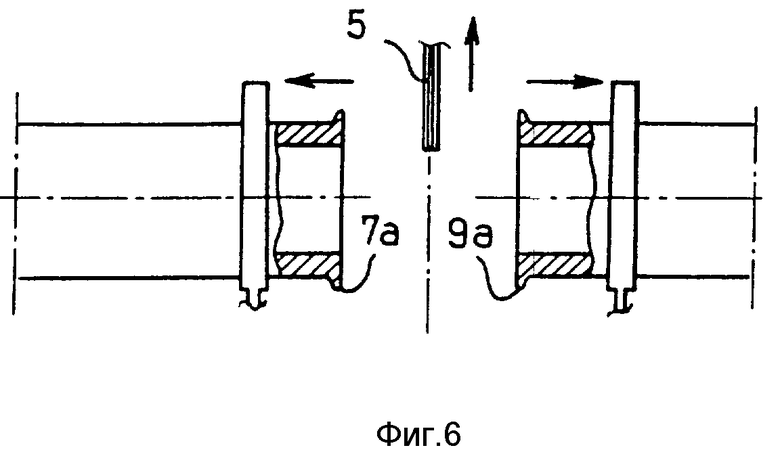
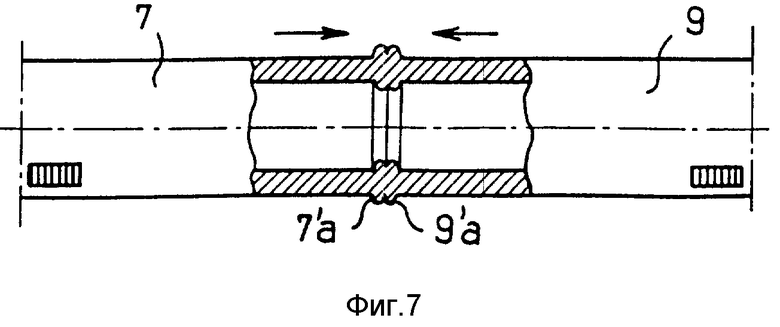
В заключение установка, все еще работающая посредством подающего устройства 17, разведет трубы и выведет из пространства между ними нагревательное зеркало 5 (см. фиг. 6), затем сдвинет их по направлению друг к другу, сохраняя давление до тех пор, пока швы не охладятся (см. фиг. 7). В течение этого времени два валика 7'a, 9'a завершает свое образование.
Очевидно, что, если климатические условия на момент сварки, даже до отделочных операций, влияют, по мнению оператора, на качество сварного шва (ветер, дождь ...), возможность определения первоначальной температуры свариваемых деталей с помощью датчика температуры 42 позволяет внести исправление в характеристики электрического тока, выдаваемого установкой в случае, если измерения температуры действительно покажут достаточно большое отклонение от предварительно заданной номинальной температуры, которая обычно для применяемых в настоящее время пластических смол составляет около 23oC.
Что касается показанного случая, в котором зона 6 каждого кода выражает числовые значения, относящиеся к критериям совместимости, которые могут быть использованы, то ниже следует приведенная в качестве примера таблица B возможных значений этих параметров, в основе которой лежит предположение о необходимости осуществить сварку встык двух труб из полиэтилена высокой плотности (PEHD) с четко определенным коэффициентом текучести: IF 5 = 0,45 (индекс "5" указывает, что обычное испытание выполняется с весом 5 кг, с объемной массой смолы 946 мг/м3 при 23oC.
В таблице B
P - давление сварки, приложенное к торцу трубы, например, для осуществления сварки;
t - длительность каждой фазы цикла сварки;
d - номинальная толщина стенок трубы;
de - номинальный наружный диаметр трубы;
TR - эталонная температура 23oC + 2oC;
TM - максимальная температура окружающей среды;
Tm - минимальная температура окружающей среды.
"Зеркалом" является нагревательный элемент 5.
Температурой окружающей среды является температура, при которой выполняется сборка. Она может варьировать в пределах между минимальной температурой Tm и максимальной температурой TM.
Согласно принятым параметрам сварки
- температурой зеркала 5 (T) является температура, замеренная на поверхности зеркала, в зоне, соприкасающейся с предназначенными для сварки стенками;
- давлением P1 в течение фазы нагрева трубы является давление (в Н/мм2), которое может быть приложено в зоне контакта трубы и зеркала;
- значением валика B1 является размер (толщина) валика (мм), который образуется на торце трубы под воздействием нагрева и "давления" контакта P1;
- длительностью нагрева t1 является время (с), необходимое для получения валика B1;
- временем t3 является время, которое может пройти между отделением трубы от зеркала и моментом, когда трубы будут введены в непосредственное соприкосновение;
- временем t4 является время, которое требуется для того, чтобы довести давление на трубы до уровня, необходимого для установления давления сварки P5;
- P5 - давление контакта между трубами;
- t5 - время, соответствующее периоду, в течение которого поддерживается давление P5;
- t6 - период охлаждения, в течение которого сваренные детали оставляют неподвижными перед тем, как их снять;
- B2 - толщина валика, которая должна быть достигнута в конце t6.
В первую очередь именно эти параметры могут быть согласно изобретению полностью или частично приняты в качестве показателей совместимости.
Изобретение относится к способам избирательной сварки встык для соединения деталей, изготовленных из пластмассы, и в особенности деталей, изготовленных из полиэтилена. Изобретение позволяет снизить вероятность ошибок, обеспечить безопасность технологического процесса и надежность швов вне зависимости от практических условий работы. Для этого а) каждую деталь предварительно снабжают кодом идентификации, причем b) в каждый код по порядку и на определенных позициях вводят данные, включающие, по меньшей мере, часть следующих характеристик: толщину стенок и/или наружный диаметр данной детали в том ее конце, который должен быть сварен по существу соосно с другой деталью (б1), температуру или диапазон температур, до которых следует нагреть нагревательный элемент для того, чтобы торец детали достиг температуры сварки (б2), период времени, в течение которого деталь должна находиться в контакте с нагревательным элементом (б3), период времени, в течение которого деталь должна быть прижата к другой детали (б4), давление или диапазон давлений, которое должно быть приложено к детали в течение периода времени, соответствующего б4 (б5), тип пластмассы, из которой изготовлена деталь (б6), и коэффициент или диапазон коэффициентов текучести материала детали (б7). Затем с) информацию из указанных кодов считывают сканирующим средством и д) осуществляют сопоставление кодов по позициям. При этом е) если информация, полученная в отношении указанных характеристик от (б1) до (б7) в двух кодах окажется согласующейся попарно, хотя бы в некоторых случаях, признается совместимость кодов и ряды значений, общих для двух деталей, определяют и ж ) вводят ряд значений в программу сварки, загруженную в установку, управляемую компьютером, для обработки этих значений с тем, чтобы осуществлять сварку деталей нагревательным элементом в зависимости от указанных значений. При сварке осуществляют размещение между зачищенными торцами деталей нагревательного элемента, предварительно нагретого до заданной температуры, прижатие деталей к нагревательному элементу и нагрев соединяемых торцев деталей до температуры сварки. Затем нагревательный элемент удаляют, прижимают нагретые торцы друг к другу с приложением давления сварки, выдерживают детали под давлением и охлаждают. 2 с. и 7 з.п.ф-лы, 2 табл., 8 ил.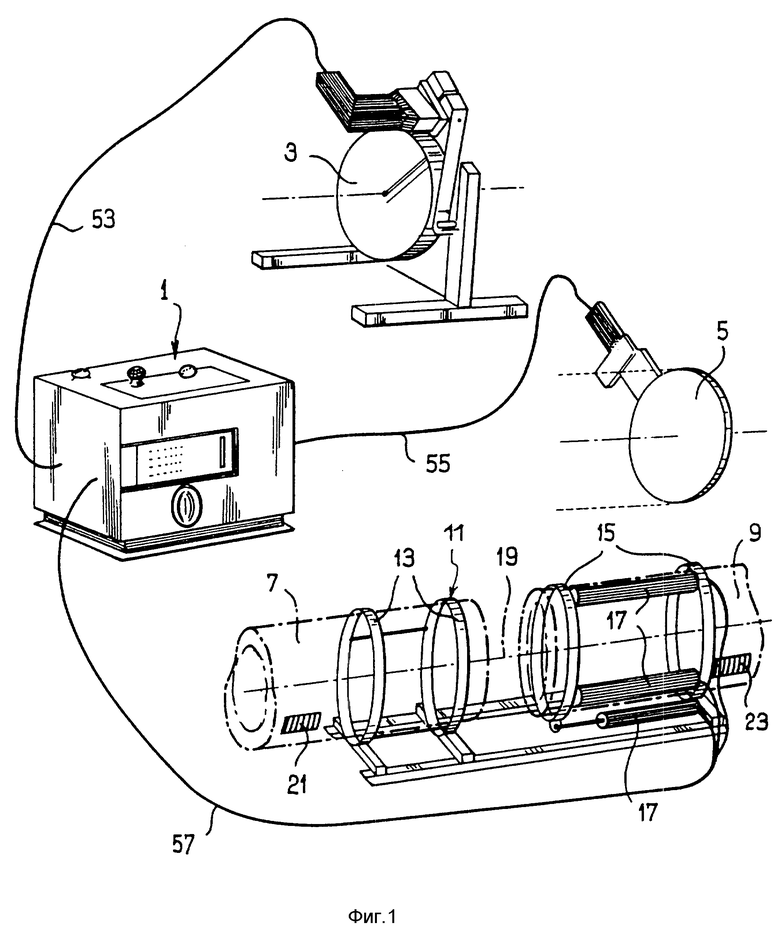
| GB, заявка, 2172845, кл | |||
| Солесос | 1922 |
|
SU29A1 |

