Изобретение относится к технологии соединения металлов сваркой взрывом и может быть использовано в различных областях металлообрабатывающей промышленности и машиностроении при плакировании крупногабаритных металлических конструкций с криволинейной поверхностью.
Известны способы сварки взрывом цилиндрических заготовок [1, 2], при которых взрывчатое вещество (ВВ) располагают вокруг металлической втулки, контактирующей со свариваемым соединением, а толщина слоя взрывчатого вещества увеличивается от краев к центру указанной втулки.
Недостаток этих способов, связан с тем, что они ограничивают тип свариваемых деталей, т.е. указанными способами можно сваривать только цилиндрические детали.
Наиболее близким по технической сущности является способ сварки металлов взрывом [3], заключающийся в том, что свариваемые детали устанавливают с зазором, на поверхность привариваемой металлической детали помещают заряд ВВ, при подрыве которого обеспечивается сварка.
Недостатком известного способа является нестабильность качества сварного соединения криволинейной поверхности.
Задача, на решение которой направлено изобретение, заключается в создании способа, обеспечивающего качественное плакирование неплоских (криволинейных) поверхностей.
Технический результат, достигаемый при осуществлении способа, заключается в обеспечении возможности качественной сварки взрывом плоского листа с заготовкой, имеющей криволинейную поверхность.
Указанный технический результат обеспечивается тем, что в известном способе сварки взрывом, включающем установку плакирующего листа и плакируемой заготовки с зазором относительно друг друга и размещение на плакирующем листе заряда ВВ, который инициируют, новым является то, что заряд ВВ укладывают в виде слоя разной толщины в зависимости от профиля плакируемой поверхности, обеспечивая область сварки взрывом внутри зоны, ограниченной верхней и нижней границами области сварки (которые определяются по справочным данным [4]) подбором min и max соотношения массы ВВ к массе метаемой пластины на данном участке.
Изменяя толщину слоя ВВ, меняется профиль ударника, подлетающего к конкретным участкам, и изменяются параметры соударения, определяющие качество сварки.
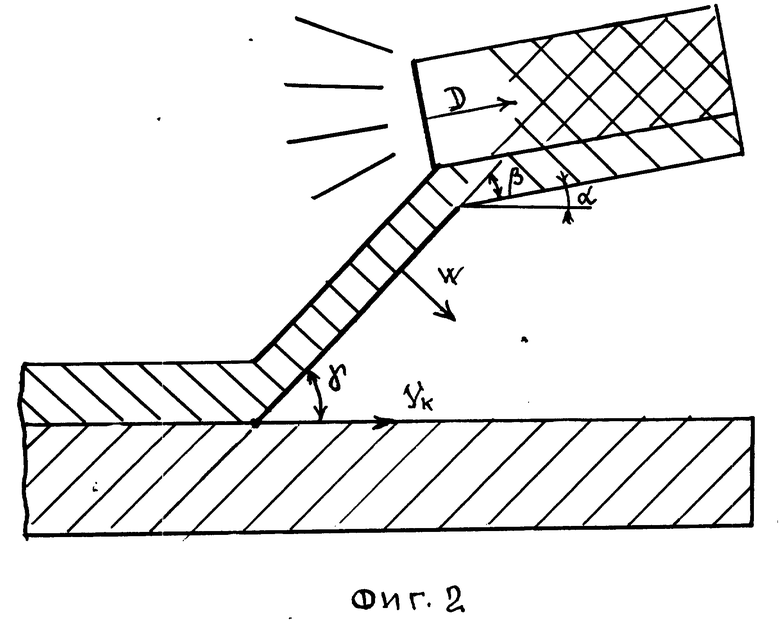
Чтобы осуществить сварку взрывом криволинейной и плоской поверхностей необходимо плавно перейти от исходных данных Vк-γ (постоянной величине в области плоского соударения) к переменной, причем меняющееся соотношение величин Vк-γ (в области сварки плоской и искривленной поверхностей) должно все время оставаться в зоне устойчивой сварки взрывом (фиг.1). Достигается это изменением толщины слоя ВВ над заданным участком, который должен подлетать к искривленной зоне, (где Vк - скорость точки контакта, γ - угол соударения пластины). Изменение толщины слоя ВВ приводит к изменению параметра R - (отношение массы ВВ к массе метаемой пластины) и, следовательно, параметров w (скорость полета метаемой пластины), Vк (скорость точки контакта), β (угол разворота метаемой пластины), γ (угол соударения пластины). Исходные параметры α (начальный угол наклона метаемой пластины) и D (скорость детонации слоя ВВ) (фиг.2).
По изменению R можно рассчитать, в конечном итоге Vк и γ в каждой заданной точке.
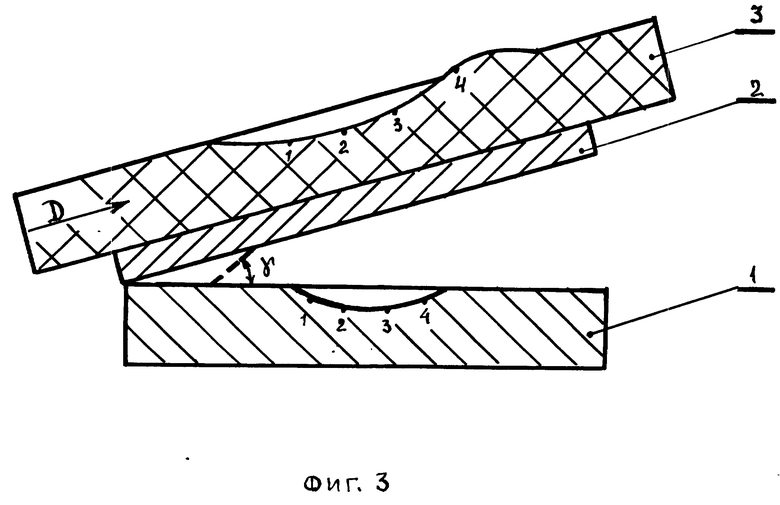
На фиг.3 изображена схема для осуществления предлагаемого способа сварки взрывом, где 1 - плакируемая деталь; 2 - плакирующая деталь; 3 - слой ВВ.
Предлагаемый способ может быть реализован следующим образом. Стальной диск диаметром 120 мм и толщиной 20 мм имеет в центре лунку (часть сферы). На его поверхность метается стальной лист толщиной 3,5 мм. Для соединения стальных образцов (из условий существования сварных соединений) выбираются параметры Vк = 2,5 мм/мкс, γ примерно равен 20o. В качестве ВВ используется аммонит (6ЖВ) со скоростью детонации D = 3,33 мм/мкс, удельной плотностью ρ = 0,715 г/см3. Толщина слоя ВВ h = 62 мм, начальный угол α = 5o (при данном значении обеспечивается надежная сварка слоев и стали). Профиль лунки разбивается на четыре характерных участка. При исходных условиях нагружения в т.1 (фиг.3) соударение происходит под углом
γ1 = γ + ϕ1= 20 + 17= 37o;
в т.2 γ2 = 20 + 5 = 25o;
в т.3 γ3 = 20 - 5 = 15o;
в т.4 γ4 = 20 - 17 = 3o.
Видно, что в зоне 1-2 следует понизить γ , в зоне 3-4, наоборот, повысить. Достигается это изменением профиля ударника, подлетающего к конкретным зонам, чего можно добиваться, меняя толщину слоя ВВ над конкретным участком. Из соотношений для косого соударения и фиг.1 следует, что для т.2 при уменьшении толщины слоя ВВ на 12 мм имеем γ2 примерно 36o Vк примерно 1,4 мм/мкс (параметры Vк-γ лежат внутри области сварки взрывом). Для т.4 при увеличении толщины слоя ВВ на 7 мм реализуется соотношение параметров Vк-γ, лежащих внутри области сварки взрывом. Выполнить искривленную геометрию поверхности ВВ можно при помощи шаблона (из глины, древесины и т.п.), с которого изготавливают облицовку из жести. Облицовку погружают в насыпное ВВ и выполняют углубление. Подрыв осуществляют при наличии облицовки.
Наличие начального наклона ударника под углом α можно исключить, если применять ВВ со скоростью детонации 2 мм/мкс ≤ D≤ 2,5 мм/мкс (50% аммонита + 50% селитры).
Применение предложенного способа по сравнению с известными позволило получить надежное соединение плоской и искривленной поверхностей металлических деталей.
Использованная литература:
1. Заявка Франции 2221230, кл. B 23 P 3/09 Взрывной заряд для сварки.
2. Патент ФРГ PS 2403437, кл. B 23 K 20/08 Способ и устройство для сварки цилиндрических металлических заготовок взрывом.
3. Патент РФ 2056987, кл. B 23 K, 20/08, 1996.
4. Дерибас А.А. Физика упрочнения и сварки взрывом, -Новосибирск: Наука, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 2000 |
|
RU2197367C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 2004 |
|
RU2270741C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ АНТИФРИКЦИОННОГО СПЛАВА СО СТАЛЬЮ СВАРКОЙ ВЗРЫВОМ | 2017 |
|
RU2692009C1 |
| ВЗРЫВНОЕ МЕТАТЕЛЬНОЕ ТРЕХКАСКАДНОЕ УСТРОЙСТВО | 1996 |
|
RU2106590C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| СПОСОБ МОДЕЛИРОВАНИЯ НЕСТАЦИОНАРНОГО ТЕЧЕНИЯ ВЕЩЕСТВА | 1996 |
|
RU2107329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕСЕВОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА ДЛЯ СВАРКИ ВЗРЫВОМ И СМЕСЕВОЕ ВЗРЫВЧАТОЕ ВЕЩЕСТВО | 2012 |
|
RU2487108C1 |
| ДЕТОНИРУЮЩЕЕ УСТРОЙСТВО, СРАБАТЫВАЮЩЕЕ ОТ ВОЗДЕЙСТВИЯ УДАРНОЙ ВОЛНЫ | 1997 |
|
RU2123657C1 |
Сущность изобретения: плакирующий лист устанавливают с зазором относительно плакируемой заготовки, на плакирующем листе размещают заряд ВВ, который выполнен в виде слоя с разной толщиной в зависимости от профиля плакируемой поверхности, минимальное и максимальное соотношение массы ВВ к массе метаемой пластины на данном участке обеспечивает область сварки взрывом путем ограничения верхней и нижней границ области сварки. Технический результат заключается в создании способа, обеспечивающего качественное плакирование неплоских поверхностей. 3 ил.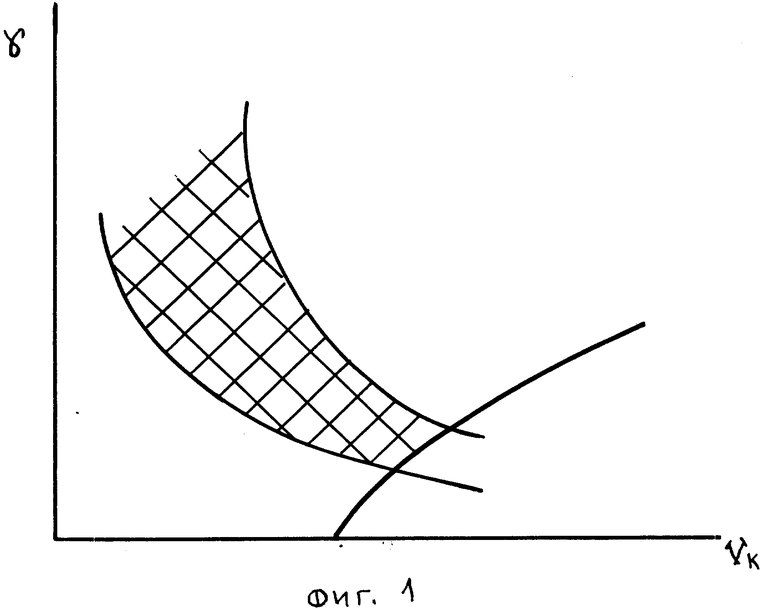
Способ плакирования взрывом, при котором с зазором относительно плакируемой заготовки устанавливают плакирующий лист и инициируют расположенный на нем заряд ВВ, отличающийся тем, что используют заряд в виде слоя ВВ с разной толщиной в зависимости от профиля плакируемой поверхности, при этом min и max соотношение массы ВВ к массе метаемой пластины на данном участке должно обеспечивать область плакирования взрывом путем ограничения верхней и нижней границ области сварки.
| RU, патент, 2056987, B 23 K 20/08, 1996. |
