Изобретение относится к плакированию (сварке) взрывом и может быть использовано при плакировании тонколистовыми материалами, преимущественно фольгой, деталей, имеющих цилиндрическую поверхность, а также заготовок, свернутых в трубу. Известен способ сварки взрывом тонких листов различных металлов, заключающийся в том, что плакируемая деталь устанавливается на массивном основании, а плакирующая фольга, закрепленная через мягкую упругую прокладку с вспомогательной пластиной из твердого материала, несущей на себе с противоположной стороны заряд взрывчатого вещества (ВВ), расположена с зазором по отношению к плакируемой детали (Швеция, заявка 458908 МПК В 23 К 20/08, заявлено 07.11.86, опубл. 22.05.89. "Способ плакирования взрывом тонкой металлической пленки к подложке").
К недостаткам этого способа относятся:
- сложность в обеспечении требуемого зазора между (плакирующей и плакируемой) деталями при плакировании на большей площади;
- необходимость увеличения в этом случае толщины пластины из твердого материала (для обеспечения необходимой жесткой конструкции) по сравнению с толщиной такой пластины, используемой при сварке деталей малых размеров.
Наиболее близким к изобретению по технической сущности является способ плакирования взрывом, при котором размещают с зазором металлическую фольгу относительно плакируемой детали и последовательно размещают промежуточный элемент и заряд взрывчатого вещества. Плакирование осуществляют при подрыве заряда взрывчатого вещества (RU 2024374 C1, МПК 7 В 23 К 20/08, 15.12.1994).
К недостаткам этого способа относится небольшая площадь плакирования.
Задача, решаемая настоящим изобретением, заключается в разработке способа, позволяющего производить плакирование на больших площадях.
Технический результат, достигаемый при использовании предлагаемого изобретения, заключается в возможности осуществления плакирования на площадях значительно превышающих (≈ 20 раз и более) площадь плакирования, получаемого по известному способу.
Для решения поставленной задачи и достижения указанного технического результата в известном способе плакирования взрывом, заключающемся в установке с зазором плакируемой детали с металлической фольгой и последовательного размещения промежуточного элемента и заряда взрывчатого вещества, при подрыве которого осуществляют плакирование, согласно предлагаемому изобретению плакируемую деталь и металлическую фольгу предварительно сворачивают в виде обечайки, размещают их соосно с промежуточным элементом в виде трубы, а полученную заготовку разворачивают.
При осуществлении взрывного плакирования без применения промежуточного элемента продукты детонации заряда ВВ (используемого при плакировании), имеющие высокие температуру и давление, при контакте с поверхностью плакирующей детали вызывают ее повреждение (особенно деталей из цветных металлов и их сплавов), а в случае использования при плакировании тонколистовых материалов или фольг разрушают плакирующую деталь. Промежуточный элемент, расположенный между разрядом ВВ и плакирующей деталью, исключает непосредственный контакт продуктов детонации и плакирующей детали, вследствие чего предотвращается повреждение поверхности при применении тонколистовых материалов или фольг. В этом случае избыток энергии высвобождается при детонации заряда ВВ, приводящей к разрушению плакирующей детали, расходуется на деформирование промежуточного элемента. Осуществляя плакирование по предложенной схеме, а именно, сворачивая плакируемую деталь и металлическую фольгу в виде обечайки, размещая их соосно с промежуточным элементом в виде трубы, обеспечивают таким образом жесткость схемы. При таком размещении не происходит провисания пластины, что влияет на качество соединения при плакировании.
На чертеже показана схема плакирования взрывом цилиндрических деталей, где: 1 - электродетонатор, 2 - заряд ВВ, 3 - оправка, 4 - плакируемая деталь, 5 - плакирующая деталь (тонколистовой материал, фольга), 6 - промежуточный элемент, 7 - конус, 8 - основание, 9, 10 - торцевые крышки, 11 - оболочка.
Заявленный способ осуществляется следующим образом.
Цилиндрическая плакируемая деталь 4, труба или предварительно изготовленная обечайка, помещенная на оправку 3, устанавливается на основание 8. Плакирующую деталь 5 (тонколистовой материал, фольгу), свернутую в обечайку располагают соосно по отношению к плакируемой детали и защищают со стороны, обращенной к заряду ВВ, промежуточным элементом 6. Для центрирования деталей относительно друг друга и фиксации зазора используют металлические конус 7 и основание 8. Заряд 2 располагают снаружи промежуточного элемента 6 в оболочке, закрытой с обоих торцов крышками 9, 10, и инициируют с одного конца электродетонатором 1. В результате получают требуемую биметаллическую деталь, которую извлекают из под промежуточного элемента после его разрезки.
Промышленная применимость подтверждается следующим примером: из стали 12Х18Н10Т толщиной 0,4 мм изготавливали обечайку размерами ⊘100•100,8•180 мм и сваривали по образующей. Полученную деталь помещали на оправку ⊘100•180 мм. Затем из никелевой заготовки толщиной 90 мкм изготавливали обечайку размерами ⊘103,82•104•180 мм и помещали ее в трубу ⊘104•180 мм, служащую промежуточным элементом между никелевой фольгой и зарядом ВВ. Инициирование заряда ВВ осуществлялось электродетонатором. В результате высокоскоростного соударения осуществлялось плакирование детали из стали 12Х18Н10Т с деталью из никеля без разрушения плакирующей детали. Результаты металлографического анализа и проверки адгезионной прочности (отсутствие непроваров и расслоений после испытаний) говорят об удовлетворительном качестве плакирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАКИРОВАНИЯ ВЗРЫВОМ | 1997 |
|
RU2113955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| ДЕТОНИРУЮЩЕЕ УСТРОЙСТВО НА ОСНОВЕ БРИЗАНТНОГО ВЗРЫВЧАТОГО ВЕЩЕСТВА | 1994 |
|
RU2120101C1 |
| ПРОСТРЕЛОЧНО-ВЗРЫВНОЕ УСТРОЙСТВО | 1995 |
|
RU2106472C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДЕТОНАЦИОННОЙ ВОЛНЫ В ЗАРЯДЕ ВЗРЫВЧАТОГО ВЕЩЕСТВА | 1994 |
|
RU2090830C1 |
| СПОСОБ РЕГИСТРАЦИИ ЧИСЛА СРАБОТАВШИХ ЗАРЯДОВ ПРИ МНОЖЕСТВЕННЫХ ВЗРЫВАХ | 1995 |
|
RU2115883C1 |
| КУМУЛЯТИВНАЯ БОЕВАЯ ЧАСТЬ | 1998 |
|
RU2142110C1 |
| ДЕТОНИРУЮЩЕЕ УСТРОЙСТВО, СРАБАТЫВАЮЩЕЕ ОТ ВОЗДЕЙСТВИЯ УДАРНОЙ ВОЛНЫ | 1997 |
|
RU2123657C1 |
| СОТОВАЯ ВЗРЫВНАЯ КАМЕРА | 2000 |
|
RU2185623C2 |
| СПОСОБ СОДЕРЖАНИЯ ВЗРЫВЧАТЫХ МАТЕРИАЛОВ | 1993 |
|
RU2072508C1 |
Изобретение может быть использовано при плакировании тонколистовыми материалами, преимущественно фольгой, деталей, имеющих цилиндрическую поверхность. Плакирующую деталь (тонколистовой материал, металлическая фольга) сворачивают в обечайку и располагают соосно по отношению к плакируемой детали. Со стороны, обращенной к заряду взрывчатого вещества (ВВ), защищают промежуточным элементом в виде трубы. Соосность плакирующей и плакируемой деталей и фиксирование зазора между ними осуществляется конусом и основанием. Вокруг промежуточного элемента располагают заряд ВВ и осуществляют плакирование посредством его подрыва. Полученную заготовку разворачивают. Способ позволяет осуществить плакирование на больших площадях. 1 ил.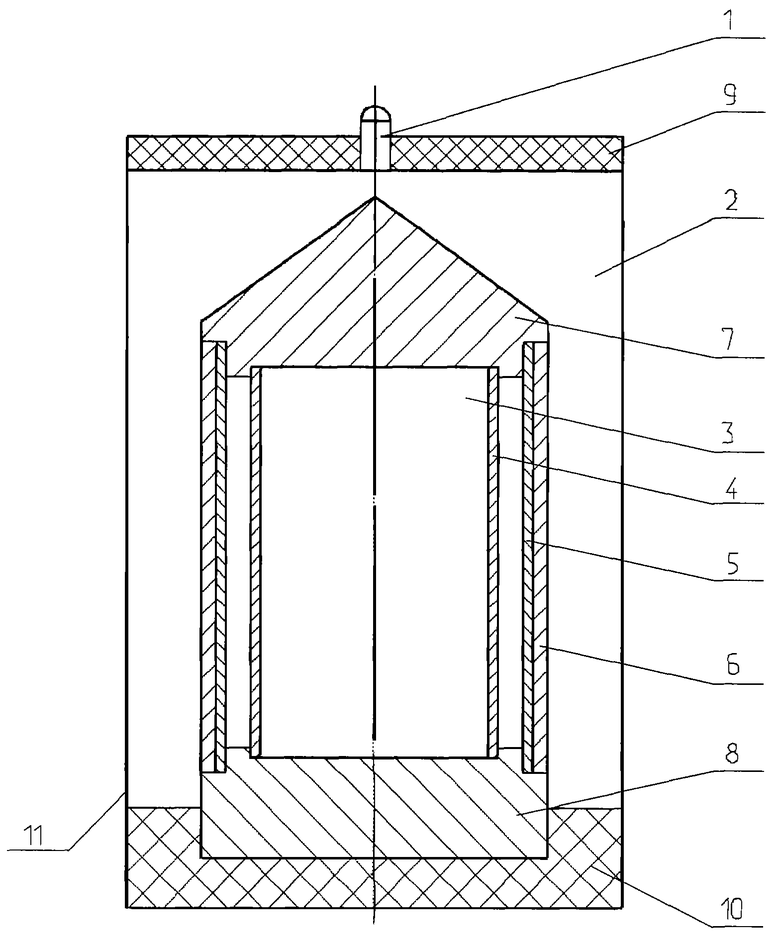
Способ плакирования взрывом, при котором с зазором относительно плакируемой детали размещают металлическую фольгу, затем последовательно промежуточный элемент и заряд взрывчатого вещества, при подрыве которого осуществляют плакирование, отличающийся тем, что плакируемую деталь и металлическую фольгу предварительно сворачивают в виде обечайки, размещают их соосно с промежуточным элементом в виде трубы, а полученную заготовку разворачивают.
| СПОСОБ СВАРКИ ВЗРЫВОМ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ ФОЛЬГ | 1991 |
|
RU2024374C1 |
| RU 2003446 C1, 30.11.1993 | |||
| Способ плакирования цилиндрических изделий | 1971 |
|
SU345742A1 |
| Способ изготовления сварных полотнищ | 1976 |
|
SU656710A1 |
| US 4867369, 19.09.1989 | |||
| КРУПИН А.В | |||
| и др | |||
| Обработка металлов взрывом | |||
| - М.: Металлургия, 1991, с.496. | |||

