Изобретение относится к пластичным смазкам, основным назначением которых является обеспечение работоспособности подшипников качения локомотивов.
Известная отечественная пластичная смазка, предназначенная для обеспечения работоспособности подшипников качения буксовых узлов локомотивов - ЖРО, обеспечивает надежную работу между ремонтами с полной ревизией буксового узла не менее 360 тыс.км [1, 2].
Этот результат обеспечивается только при скоростях движения, не превышающих 120 км/ч, и температуре окружающего воздуха до -50oC.
В настоящее время актуальной задачей ряда железнодорожных магистралей является обеспечение скоростного движения до 200 км/ч. Известная смазка ЖРО, используемая для смазывания буксового узла локомотива, не обеспечивает бесперебойную работу подшипника буксового узла локомотива в условиях скоростного движения: после определенного пробега локомотива буксовый узел нагревается до 70oC (по терминологии эксплуатационников происходит "грение" буксового узла), что недопустимо по нормам безопасности движения. На практике это приводит к следующему: при "грении" состав автоматически останавливается для охлаждения буксового узла. Коммерческая скорость движения в результате снижается и эксплуатация скоростной магистрали оказывается убыточной. Отечественная смазка ЕЖС [2] в принципе способна обеспечить требуемую величину межремонтного пробега в условиях скоростного движения, но ей присущ другой существенный недостаток. Наличие в ее рецептуре значительных количеств химически активных веществ приводит к повышенному усталостному износу деталей подшипника. Усталостный изной практически не диагностируется при осмотре подшипника при ремонте, но по достижении пробега 400-500 тыс.км подшипник разрушается, создавая аварийную ситуацию, что и явилось одной из основных причин отказа от использования ЕЖС на отечественном железнодорожном транспорте. Смазки, используемые для обеспечения скоростного движения за рубежом, решают эту проблему применительно к зарубежной технике и условиям ее эксплуатации [3], а также Кулиев А.М. Химия и технология присадок к маслам и топливам, с. 100-129-Л.: Химия, 1985; Raiff R.P. "Rail/Wheil lubricabion studes at FAST", Lubr. Eng, V.45, p.501-506, 1989; Mc. Cluster S, "Lubricate for bearing life", NLGY Spot, v.56, p.9-15, 1982).
Эти смазки, однако, не могут быть использованы на отечественном транспорте в силу двух по меньшей мере причин. Во-первых, конструктивные особенности отечественных буксовых узлов требует применения смазочного материала, характеризующегося иными реологическими свойствами, что более подробно пояснено в тексте данной заявки ниже.
Во-вторых, эти смазки применимы лишь при температурах не ниже -30oC и, следовательно, неприменимы в зимний период на территории РФ.
В силу изложенных причин в качестве ближайшего аналога заявленной пластичной смазки принята смазка ЕЖС [2], содержащая нефтяное масло с температурой застывания не выше -40oC, литиевое мыло 12-оксистеариновой кислоты и функциональные присадки (антиокислительную, противозадирную и антикоррозионную).
Для решения задачи обеспечения скоростного движения поездов (до 200 км/ч) на железнодорожных магистралях Р.Ф. (при температурах до -50oC) предлагается в соответствии с изобретением пластичная смазка, содержащая, мас.%: литиевое мыло 12-оксистеариновой кислоты 8 - 12; литиевое мыло олеиновой кислоты 1,5 - 3,0; диалкилдитиофосфат цинка 4 - 8; присадка на основе нитрованного масла 1 - 1,5; нефтяное масло, застывающее при температуре не выше -40oC - остальное до 100.
В отличие от ближайшего аналога смазка в соответствии с изобретением дополнительно содержит литиевое мыло олеиновой кислоты, диалкилдитиофосфат цинка и присадку на основе нитрованного масла в указанных выше количествах.
Исследования заявителей показали, что смазка, предназначенная для решения указанной выше задачи, должна соответствовать следующим техническим требованиям.
1. Смазывающие свойства на четырехшариковой машине трения (ГОСТ - 9490):
Критическая нагрузка - Не менее 800Н
Диаметр пятна износа - Не более 0,6 мм
2. Механическая стабильность (ГОСТ 19295).
Исходный предел прочности на разрыв 1300 - 2500 Па.
Предел прочности после разрушения 350-650 ПА. Индекс тиксотропного восстановления, % ± 10.
3. Предел прочности на сдвиг при +50oC (ГОСТ - 7443) - 350 - 600 Па
4. Коррозионное воздействие на металлы (сталь, латунь) (ГОСТ - 9080) - Выдерживает.
5. Пусковой момент при -50oC. Определяют следующим образом: измеряют величину сопротивления, оказываемого началу вращения подшипника при указанной температуре. Смазка считается прошедшей испытания, если пусковой момент не превышает 7000 Н • см.
В уровне техники уже описаны смазки, характеризующиеся теми или иными признаками, отличающими данное изобретение от ближайшего аналога. Например, известны смазки, загущенные олеатом лития (К.Дж Бонер Производство и применение консистентных смазок, с. 346-347,-М.: Гостоптехиздат, 1958) или смазки, содержащие указанные присадки [2], однако использование изобретения, характеризующегося указанной выше совокупностью признаков, приводит к новому результату - созданию смазки, соответствующей указанным выше техническим требованиям и обеспечивающей решение поставленной задачи, что является новым техническим результатом.
Пластичная смазка в соответствии с изобретением может быть приготовлена по общепринятой технологии, различные варианты воплощения которой описаны в указанном источнике, с. 324-334.
Пример. В реактор-мешалку с внешним обогревом загружают расчетное количество олеиновой кислоты (ТУ 16-04-02-82-91), расчетное количество окиси лития (ГОСТ 1595), требующегося для омыления олеиновой кислоты, и половину основы (масло веретенное АУ ТУ38, 101586-75 или его смеси с индустриальными маслами И-40, И-50), в расчете на смазку. При нагревании омыляют олеиновую кислоту. После омыления добавляют расчетное количество 12-оксистеариновой кислоты (ТУ 38 10172-78) и оксид лития.
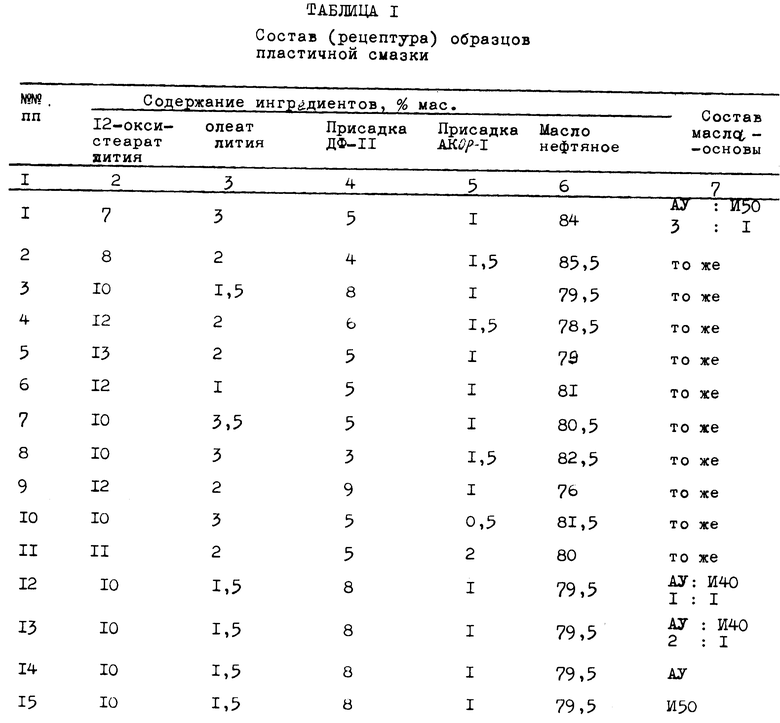
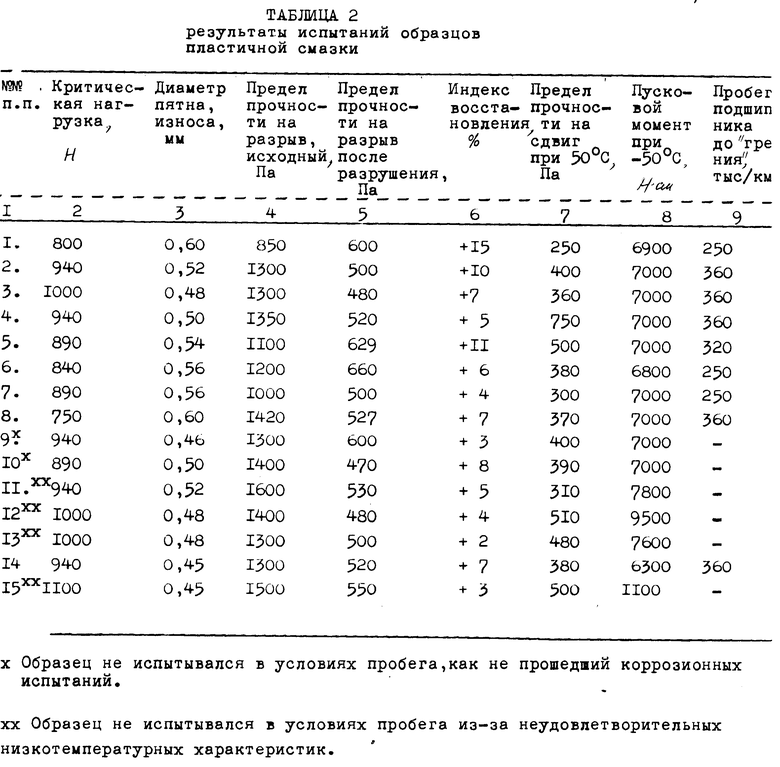
Омыляют 12-оксистеариновую кислоту. После выпарки воды поднимают температуру до расплавления мыл, добавляют оставшуюся половину масляной основы, снижают температуру до 180 ± 5oC, выдерживают при этой температуре 1 ч, охлаждают реакционную смесь до 120-125oC и вводят при этой температуре расчетное количество присадок: диоктилдитиофосфата цинка (присадка ДФ-11 по ТУ 24216-80) и присадку на основе нитрованного масла (Акор-1 по ГОСТ 15171), выдерживают при указанной температуре в течение 0,5 ч и гомогенизируют. Состав (рецептура) полученных образцов пластичных смазок приведен в табл. 1. Полученные образцы смазки подвергаются исследованию для определения соответствия приведенным выше техническим требованиям. Кроме того, проводят натурные испытания ряда образцов на экспериментальном кольце ВНИИЖТ. Образец считается прошедшим испытания, если пробег буксового подшипника до "горения" (подъема температуры выше +70oC) при скорости 200 км/ч составляет не менее 360 тыс.км. Результаты испытания образцов смазок приведены в табл. 2.
Приведенные результаты показывают, что образцы смазок NN 2, 3, 4, 14, содержащие все ингредиенты в соответствии с изобретением, обеспечивают достижение декларированного выше нового результата.
Образцы NN 1, 5, 6, 7, содержащие "запредельные" количества мыл, не соответствуют требуемому уровню реологических свойств и не обеспечивают заданный пробег подшипника до "грения".
Образцы NN 9, 10, 11, содержащие присадки в количествах, не предусмотренных изобретением, не соответствуют предъявляемым требованиям: образцы NN 9, 10 коррозионноактивны (коррозионные повреждения латунных сепараторов подшипников), образец N 11, содержащий повышенное количество нитрованного масла, характеризуется ухудшенными низкотемпературными свойствами, образец N 8 с недостаточным содержанием ДФ-11 обладает неудовлетворительными смазывающими характеристиками.
Образцы NN 12, 13, 15 характеризуются неудовлетворительными низкотемпературными свойствами. Так, температура застывания основы образца N 12 составляет (-30oC), образца N 13 (-35oC), а образца N 15(-25oC). Температура же застывания основы образцов NN 1-11 составляет -40oC, образца N 14(-46oC).
Специалисту понятно, что приведенные примеры иллюстрируют лишь некоторые формы воплощения изобретения, но не ограничивают его объем. Так, смазка в соответствии с изобретением может содержать иные марки используемых ингредиентов и дополнительно содержать целевые добавки, не изменяющие основных характеристик смазки, речь о которых шла выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИЧНАЯ СМАЗКА | 1997 |
|
RU2114161C1 |
| ПЛАСТИЧНАЯ СМАЗКА | 1996 |
|
RU2118340C1 |
| ПЛАСТИЧНАЯ СМАЗКА ДЛЯ ТЯЖЕЛОНАГРУЖЕННЫХ УЗЛОВ ТРЕНИЯ | 1993 |
|
RU2102442C1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ СМАЗКА | 2006 |
|
RU2311447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧНОЙ СМАЗКИ | 2009 |
|
RU2400535C1 |
| ПЛАСТИЧНАЯ СМАЗКА | 2002 |
|
RU2217483C1 |
| Пластичная смазка для роликовых подшипников | 1969 |
|
SU329781A1 |
| ПЛАСТИЧНАЯ СМАЗКА | 2009 |
|
RU2412235C1 |
| Смазка многоцелевая универсальная высокотемпературная | 2016 |
|
RU2627766C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТИЧНОЙ СМАЗКИ | 2010 |
|
RU2435832C1 |
Антифрикционная пластичная смазка содержит, мас. %: 12-оксистеарат лития 8 - 12, олеат лития 1,5 - 3,0; диалкилдитиофосфат цинка 4 - 8; присадка на основе нитрованного масла 1,0 - 1,5, нефтяное масло с температурой застывания не выше - 40°С до 100. Смазка обеспечивает работоспособность буксовых узлов локомотивов при скоростях движения до 200 км/ч, температуре окружающего воздуха до - 50oC. 2 табл.
Пластичная смазка, содержащая нефтяное масло, застывающее при температуре не выше минус 40oC, и литиевое мыло 12-оксистеариновой кислоты, отличающаяся тем, что она дополнительно содержит литиевое мыло олеиновой кислоты, диалкилдитиофосфат цинка и присадку на основе нитрованного масла при следующем соотношении ингредиентов, мас.%:
Литиевое мыло 12-оксистеариновой кислоты - 8 - 12
Литиевое мыло олеиновой кислоты - 1,5 - 3,0
Диалкилдитиофосфат цинка - 4 - 8
Присадка на основе нитрованного масла - 1,0 - 1,5
Нефтяное масло - Остальное до 1000
| SU, авторское свидетельство, 329781, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Синицын В.В | |||
| Пластичные смазки в СССР | |||
| Справочник | |||
| - М.: Химия, 1984, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Син ицын В.В | |||
| Пластичные смазки за рубежом | |||
| - М.: Химия, 1983, с | |||
| Ведущий наконечник для обсадной трубы, употребляемой при изготовлении бетонных свай в грунте | 1916 |
|
SU258A1 |

