Изобретение относится к деревообрабатывающей промышленности и может быть использовано на предприятиях, выпускающих паркет, при резании мозаичного художественного паркета из твердых пород древесины.
Известные в науке и технике деревообрабатывающей отрасли традиционные механические способы изготовления паркета связаны с большими потерями древесины, низкой точностью пропила, высокой стоимостью ухода за режущими инструментами и высоким уровнем шума.
Известен способ изготовления мозаичного паркета, в котором раскрой заготовок на мозаичные элементы осуществляется вручную или с использованием ручных электрических пил (см. Соловьев К.А. Русский художественный паркет. М.: Госстройиздат, 1953).
Недостатком способа является чрезвычайно высокая трудоемкость изготовления паркета, в особенности при достижении необходимого уровня точности и качества изготовления мозаичных элементов паркета.
Наиболее близким аналогом к предлагаемому по технической сущности и принятым за прототип является способ резания древесины и древесных материалов лазерным излучением с длиной волны около 10,6 мкм, мощностью лазера примерно 1000 Вт при небольшой ширине реза древесины 0,3-0,4 мм, скорости резания 0,7-2,0 м/мин и точности слежения 0,01 мм.
Недостатком известного способа является невысокое качество реза древесины из твердых пород.
Задача изобретения - повышение качества получаемого реза мозаичных элементов художественного паркета из заготовок твердых пород древесины.
Для решения этой технической задачи в предлагаемом способе наряду с признаками, совпадающими с признаками прототипа, это лазерное резание древесины со скоростью 0,7-2,0 м/мин, имеются новые, отличительные от прототипа признаки, это резание паркетной заготовки при ее толщине 8-10 мм сфокусированным лазерным лучом, длину линейной волны которого устанавливают 12-13 мм, а лазерный луч направляют под углом 1-2o к плоскости, перпендикулярной к поверхности заготовки, таким образом, присущая изобретению совокупность существенных признаков обеспечивает получение качественного реза мозаичных элементов фигурного паркета с ровной верхней кромкой без завалов сколов и шероховатостей граней среза.
Наличие в предлагаемом способе новой совокупности существующих признаков по сравнению с аналогом-прототипом позволяет сделать вывод о соответствии способа лазерного резания мозаичного художественного паркета условию его патентоспособности - новизны.
Анализ предлагаемого способа в сравнении с другими известными техническими решениями в области резания паркета, по действиям и совокупности действий, условию осуществления действий, в частности режимов фокусирования лазерного луча в заданном направлении, позволяет сделать вывод об отсутствии в них признаков, присущих предлагаемому способу, в связи с чем способ лазерного резания мозаичного художественного паркета соответствует условию его патентоспособности - изобретательского уровня.
Реализация способа может быть осуществлена на деревообрабатывающих предприятиях, фирмах, выпускающих паркет, в связи с чем способ лазерного резания мозаичного художественного паркета является промышленно применимым.
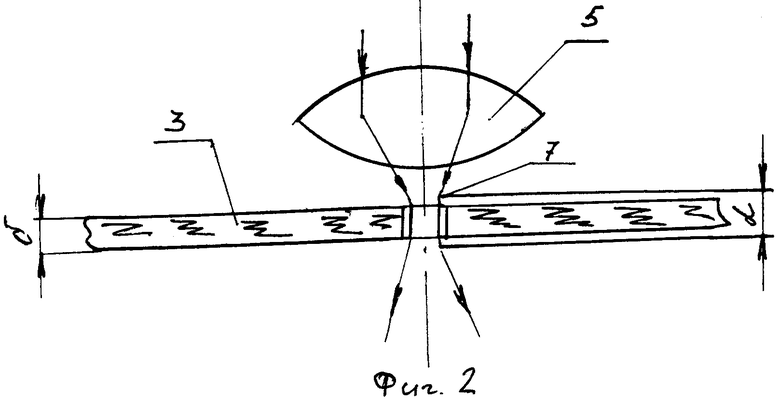
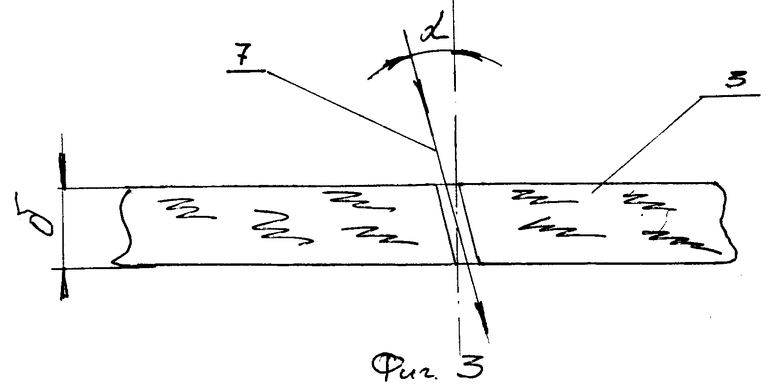
На фиг. 1 схематично изображена известная по прототипу лазерная установка для реализации предлагаемого способа; на фиг. 2 - фокусировка лазерного луча по заданной толщине заготовки; на фиг. 3 - угол наклона к поверхности заготовки лазерного луча.
Установка, реализующая предлагаемый способ, содержит рабочий стол 1 с зубчатой, оптически прозрачной поверхностью 2 для размещения на его поверхности паркетной заготовки 3, лазерный излучатель 4, оптическую систему 5 и систему автоматизированного управления 6.
Способ осуществляется следующим образом.
Паркетную заготовку 3 толщиной h = 8-10 мм (реализация 9 мм) размещают на зубчатой, оптически прозрачной поверхности 2 рабочего стола 1 и с помощью автоматизированной системы управления 6 перемещают вдоль осей X, Y по заданной траектории (программе). При этом лазерному лучу 7 мощностью 1-2 кВт с помощью специальной оптической системы 5 придают (фокусируют) форму "кинжального типа" с длиной линейной зоны L = 12-13 мм (реализация 13 мм), т. е. на 1/3 и более превышающей толщину паркетной заготовки, и фиксируют сфокусированный лазерный луч 7 под углом 12-o (реализация 2o) к плоскости, перпендикулярной к поверхности паркетной заготовки, в результате из перемещаемой заготовки вырезают со скоростью реза 0,7-2,0 мм (реализация 1,5 м/мин) мозаичные элементы 8 художественного паркета.
По сравнению с прототипом предлагаемый способ лазерного резания мозаичного художественного паркета обеспечивает высокое качество реза паркета из заготовок твердых пород древесины за счет исключения завалов, поджига, различных повреждений и сколов верхней кромки мозаичных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНОГО ХУДОЖЕСТВЕННОГО ПАРКЕТА С ТЕКСТУРОЙ СМЕШАННЫХ ПОРОД ДРЕВЕСИНЫ | 1996 |
|
RU2120371C1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ДРЕВЕСИНЫ | 1992 |
|
RU2108920C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНОЙ ПЛАНКИ | 1992 |
|
RU2015884C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОЙ ДОСКИ С НАТУРАЛЬНЫМ РЕЛЬЕФОМ | 2013 |
|
RU2527305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСАДНЫХ ПОВЕРХНОСТЕЙ КОРПУСНОЙ МЕБЕЛИ | 1995 |
|
RU2092319C1 |
| СПОСОБ "НАДЕЖДА" ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННОГО ПАРКЕТА | 2008 |
|
RU2370604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038964C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТУЧНОГО ПАРКЕТА | 1995 |
|
RU2078685C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при резании сложных профилей из твердых пород древесины. Для получения мозаичных элементов высокого качества резание паркетной заготовки при ее толщине 8-10 мм осуществляют сфокусированным лазерным лучом. Длину волны при этом устанавливают 12-13 мм, сам лазерный луч направляют под углом 1-2o к плоскости, перпендикулярной к поверхности заготовки. 3 ил.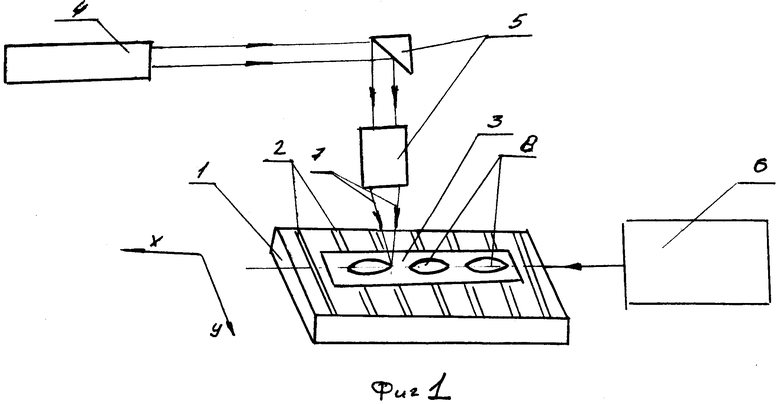
Способ лазерного резания мозаичного художественного паркета путем резания заготовок лазерным излучением со скоростью 0,7 - 2,0 м/мин, отличающийся тем, что резание паркетной заготовки при ее толщине 8 - 10 мм осуществляют сфокусированным лазерным лучом, длину линейной зоны которого устанавливают 12 - 13 мм, а лазерный луч направляют под углом 1 - 2o к плоскости, перпендикулярной к поверхности заготовки.
| Обзорная информация | |||
| Механическая обработка древесины, вып.3 | |||
| Применение лазеров в деревообрабатывающей промышленности | |||
| - М.: ВНИИПИЭМ, 1988, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
