Станок может быть использован в деревообрабатывающей промышленности для изготовления паркетной планки.
Известен станок для изготовления паркетной планки, содержащий станину, режущие инструменты, привод, направляющие и устройство для транспортирования заготовок в виде двух качающихся рам и системы рычагов [1]. Ввиду конструктивной сложности и ненадежности в работе станок не нашел практического применения.
Широкое распространение в производстве штучной паркетной планки получили четырехсторонние строгальные станки модели ПАРК-7 и концеравнительный станок модели ПАРК-8 [2]. При высокой производительности и хорошем качестве обработки изделий эти станки трудоемки в обслуживании (по 1 человеку на каждый станок), требуют заготовки мерных по длине планок и механизмов формирования пачек заготовок перед каждым из станков, т.е. значительных производственных площадей.
В настоящее время является актуальной задача создания малогабаритного высокопроизводительного станка, обслуживаемого всего одним человеком. Станок может найти применение в производстве паркета на малых предприятиях и в индивидуальном строительстве.
Наиболее близким к предложенному из известных по совокупности существенных признаков является станок для обработки паркетных щеток по периметру, содержащий станину, продольные и поперечные направляющие с механизмами подачи и прижимными устройствами, фрезерные и пильные головки, установленные с возможностью настроечных перемещений, и приводы [3]. Недостатками станка являются его конструктивная сложность и невозможность изготовления на нем мерной паркетной планки.
Техническим результатом предложенного станка для изготовления паркетной планки является упрощение конструкции и снижение трудоемкости обслуживания станка при сохранении высокой производительности и качества получаемых изделий.
Достигается указанный технический результат тем, что в станке для изготовления паркетной планки, содержащем станину, механизмы продольной и поперечной подачи с опорными столами и направляющими устройствами, фрезерные и пильные головки, установленные с возможностью настроечных перемещений, и приводы, механизм поперечных перемещений выполнен в виде совмещенного с пильной головкой шагового толкателя, а прижимные устройства, установленные над опорным столом поперечной подачи, - в виде парных подпружиненных пластин с профильными выступами, расположенными в зоне пиления и над шипорезными головками. При этом ось пильной головки установлена относительно рабочей поверхности шагового толкателя на расстоянии, определенном из соотношения
a≥  -c , где R - радиус пилы;
-c , где R - радиус пилы;
b - расстояние от оси пилы до верхней поверхности паркетной планки;
t - толщина паркетной планки;
с - ширина паркетной планки.
Предложенная совокупность существенных признаков станка для изготовления паркетной планки обладает новизной и обеспечивает достижение вышеуказанного технического результата, который не следует явным образом из известного уровня техники, т. е. предложенное техническое решение соответствует критерию "изобретательский уровень".
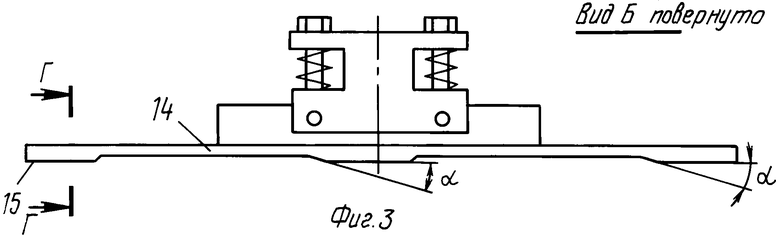
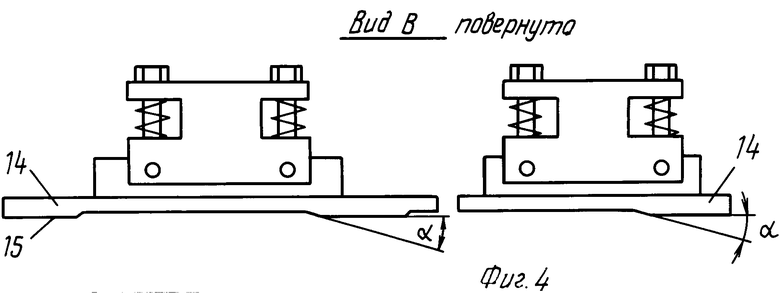
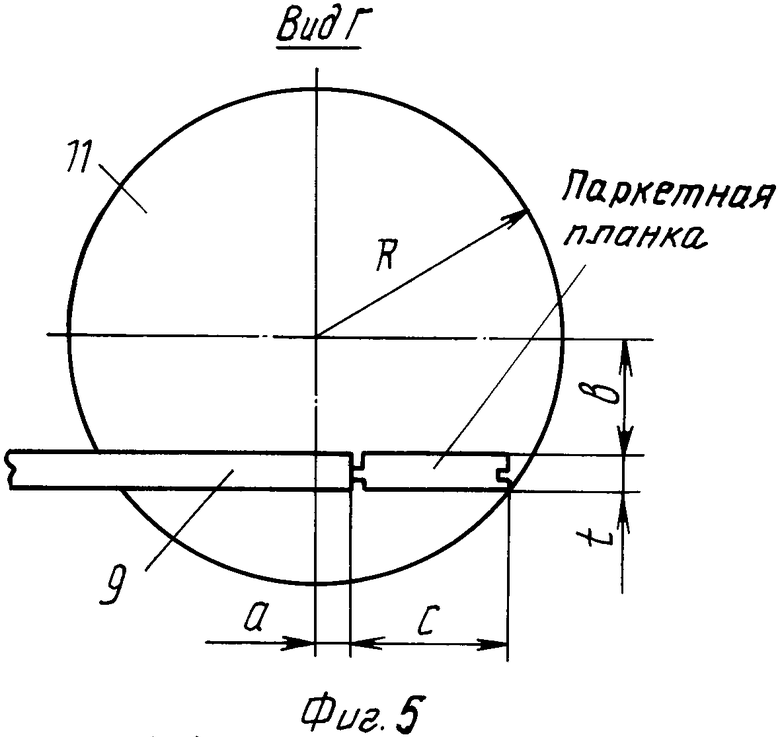
Изобретение поясняется чертежами, где на фиг.1 схематически изображен предложенный станок, вид в плане; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид по стрелке Б на фиг.1; на фиг.4 - вид по стрелке В на фиг.1; на фиг.5 - вид по стрелке Г на фиг.1; на фиг.6 - разрез Д-Д на фиг.3.
Станок для изготовления паркетной планки содержит станину 1, на которой монтированы продольный и поперечный опорные столы 2 с роликовым механизмом 3 продольной подачи рейки, нижняя 4 и верхняя 5 фрезерные головки, прижимные устройства 6, левая 7 и правая 8 шипорезные фрезерные головки, механизм поперечной подачи в виде шагового толкателя 9 с приводом 10, совмещенного с пильной головкой 11, правая 12 и левая 13 торцевые шипорезные головки с прижимными устройствами в виде парных подпружиненных пластин 14 с продольными выступами 15, расположенными в зоне прилегания и над шипорезными головками 12 и 13.
Все рабочие головки снабжены приводами 16, механизмами настроечных перемещений (на чертеже не показаны) и коробками 17 системы вакуумного отсоса снаружи. Для автоматизации работы станка на нем установлены конечные выключатели 18 и 19.
Изготовление паркетной планки на станке осуществляется следующим образом.
Рейки мерной длины укладывают на опорный стол 2, где они захватываются рифлеными роликами механизма 3 продольной подачи рейки. В процессе движения рейка обрабатывается снизу и сверху фрезерными головками 4 и 5 и в ней выполняется паз и гребень с помощью шипорезных головок 7 и 8. Когда рейка доходит до упора, срабатывает конечный выключатель 18, отключается роликовый механизм 3 продольной подачи рейки и включается привод 10, приводящий в поперечное движение шаговый толкатель 9 и совмещенную с ним пильную головку 11. Происходит отрезание паркетной планки и ее проталкивание на участок поперечного движения. Для обеспечения обрезания и последовательного проталкивания необходимо, чтобы расстояние "а" между рабочей поверхностью толкателя 9 и осью пилы 11 соответствовало следующему соотношению (см. фиг.6)
a≥  -c , где R - радиус пилы;
-c , где R - радиус пилы;
b - расстояние от оси пилы до верхней поверхности паркетной планки;
t - толщина паркетной планки;
с - ширина паркетной планки.
При возвращении толкателя с пильной головкой 11 в исходное положение срабатывает конечный выключатель 19, толкатель 9 останавливается, включатся механизм 3 продольной подачи и рейка проталкивается на освободившееся место до упора. Срабатывает конечный выключатель 18 и цикл повторяется.
Отрезанные планки движутся в поперечном направлении по столу 2, толкая друг друга, при этом они проходят через зоны резания правой 12 и левой 13 торцевых шипорезных головок, которые прорезают паз и гребень в торцах паркетной планки, которая далее поступает на приемный стол (на чертеже не показан).
Для обеспечения фиксированного положения планок в процессе обработки и повышения качества обработки парные подпружиненные прижимы 14 имеют профильные выступы 15, причем каждый выступ соответствует определенной зоне резания. В направлении движения паркетной планки каждый выступ 14 имеет заходную фаску, выполненную под угломα . На фиг.5 показана заходная фаска на входе рейки в зону действия пилы. Фаски, показанные на фиг.3 и 4, выполнены перед выступами, соответствующими зонам резания правой и левой шипорезных торцевых головок 12 и 13. Значение углаα колеблется в интервале 12 - 20о и зависит от вида обрабатываемой древесины и ее механических характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОБРЕЗНЫХ ПИЛОМАТЕРИАЛОВ ИЗ ГОРБЫЛЯ И СТАНОК ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2313446C2 |
| МНОГОЦЕЛЕВОЙ СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ | 1995 |
|
RU2099179C1 |
| СТАНОК КРУГЛОПИЛЬНЫЙ ОБРЕЗНОЙ С ВАЛЬЦЕВОЙ ПОДАЧЕЙ | 2012 |
|
RU2573300C2 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 2008 |
|
RU2372188C1 |
| УНИВЕРСАЛЬНЫЙ ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2324590C2 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК | 1996 |
|
RU2109625C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Станок для обработки щитов по периметру | 1979 |
|
SU763086A1 |
| Станок для обработки щитов по периметру | 1986 |
|
SU1393639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |


Использование: для изготовления паркетной планки. Сущность изобретения: станок содержит станину 1, опорные столы 2, роликовый механизм 3 продольной подачи рейки, нижнюю 4 и верхнюю 5 фрезерные головки, левую 7 и правую 8 шипорезные фрезерные головки, механизм поперечной подачи паркетной планки в виде шагового толкателя 9, совмещенного с пильной головкой 11, правая 12 и левая 13 торцевые шипорезные головки и прижимные устройства в виде парных подпружиненных пластин 14 с профильными выступами, расположенными в зоне пиления и над головками 12 и 13. Прошедшие продольную обработку рейки достигают упора, после чего толкатель 9 перемещается одновременно с пильной головкой 11, отрезая паркетную планку и перемещая ее в поперечном направлении к торцевым шипорезным головкам 12 и 13. Работа станка осуществляется в автоматическом режиме. 2 з.п. ф. 6 ил.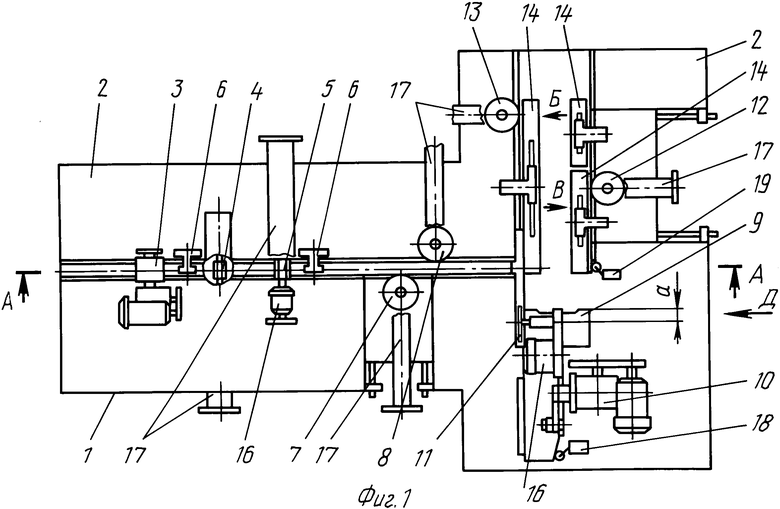
a≥  ,
,
где R - радиус пилы;
b - расстояние от оси пилы до верхней поверхности паркетной планки;
t - толщина паркетной планки;
c - ширина паркетной планки.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Разбрасыватель сыпучих материалов | 1986 |
|
SU1393339A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
