Изобретение относится к литейному производству, а именно к литью по выплавляемым моделям.
При литье по выплавляемым моделям существенное влияние на размерную точность моделей оказывают ее физико-химические и теплофизические свойства. Увеличение температуры, массы и конструктивной сложности модели приводит к ее короблению, снижению размерной точности и ограничению размеров отливки.
Прототипом по технической сущности к предлагаемому является способ получения комбинированной выплавляемой модели (Pat. 950636 Canada). Он заключается в том, что в полость пресс-формы запрессовывают модельную композицию, выдерживают ее до образования корочки на стенках пресс-формы толщиной (1,5-3)•10-3м, остатки модельной композиции удаляют и вводят гранулы пенополистирола со вспенивающим реагентом. Вспенивающий реагент окончательно вспенивает гранулы пенополистирола и приводит к образованию пористой пенополистироловой промвставки в комбинированной выплавляемой модели. Недостатками этого технологического процесса получения модели являются различная толщина слоя композиции на поверхностях модели, а также то, что пенополистироловая промвставка, полученная методом химического вспенивания, не обладает высокими физико-механическими свойствами (т.е. не является армирующим элементом модели) и, в конечном итоге, выполняет роль компенсатора усадки модельной композиции. При вспенивании пенополистирола, сопровождающимся увеличением объема его гранул, возникает давление, действующее на затвердевший слой модельной композиции, что в конечном итоге приводит к возникновению в комбинированной модели остаточных напряжений. Релаксация этих напряжений после извлечения комбинированной модели из пресс-формы приводит к ее короблению и вызывает растрескивание облицовочного слоя модельной композиции, что ухудшает качество поверхности комбинированной модели.
Задачей заявляемого способа является повышение качества поверхности и исключение коробления комбинированной выплавляемой модели. В процессе решения поставленной задачи достигается технический результат, заключающийся в повышении размерной и геометрической точности комбинированной модели.
Заявляемый способ характеризуется существенными признаками.
Ограничительные: запрессовывание модельной композиции в полость пресс-формы; изготовление пенополистироловой промвставки; охлаждение и извлечение комбинированной модели.
Отличительные: предварительно изготавливается и устанавливается в полость пресс-формы пенополистироловая промвставка.
Причино-следственная связь между совокупностью существенных признаков и достигаемым техническим результатам заключается в том, что предварительно изготовленная пенополистироловая промвставка, полученная методом высокотемпературного вспенивания пенополистирола, по сравнению с пенополистироловой промвставкой, изготовленной по прототипу, где использован метод химического вспенивания пенополистирола, обладает большими физико-механическими свойствами, что позволяет исключить коробление модели.
Заявляемый способ осуществляется следующим образом.
Предварительно изготавливается пенополистироловая промвставка, причем размеры пенополистироловой промвставки по всем поверхностям меньше размеров полости пресс-формы для получения комбинированной выплавляемой модели. Затем пенополистироловая промвставка устанавливается и фиксируется в пресс-форме. В зазор между поверхностью пенополистироловой промвставки и внутренней поверхностью пресс-формы запрессовывается модельная композиция. Комбинированная модель охлаждается и извлекается из пресс-формы.
На чертеже представлена блок-схема технологического процесса изготовления комбинированной выплавляемой модели.
Запрессовка модельной композиции осуществляется в предварительно нагретую до 35-40oC пресс-форму на известном оборудовании, обеспечивающем давление прессования не менее 0,25 МПа при температуре запрессовки, на 3-5oC превышающей температуру, рекомендуемую техническими условиями.
Пресс-форму охлаждают в холодной проточной воде или с использованием других хладагентов до 18-22oC, после чего модель извлекают.
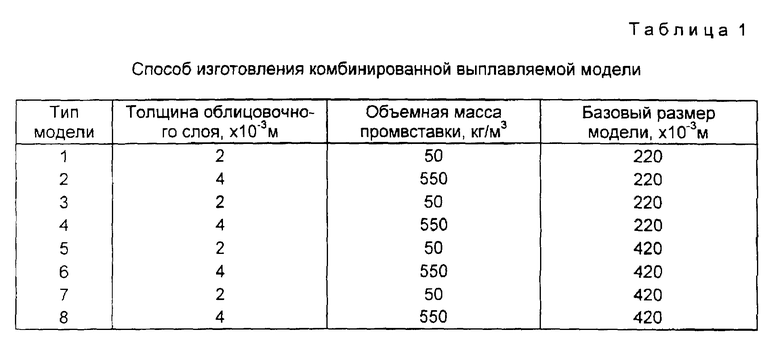
В качестве объектов исследования было выбрано восемь типов комбинированных моделей с промвставками (основой) из пенополистирола марки ПСВ-Л (ОСТ 6-05-202-83) объемной массой 50 и 550 кг/м3 и облицовкой из модельной композиции ПС1: 1 с толщиной облицовки 2•10-3 и 4•10-3м (табл.1), представляющих собой пластины шириной 0,1м, толщиной 0,015м и базовым размером L.
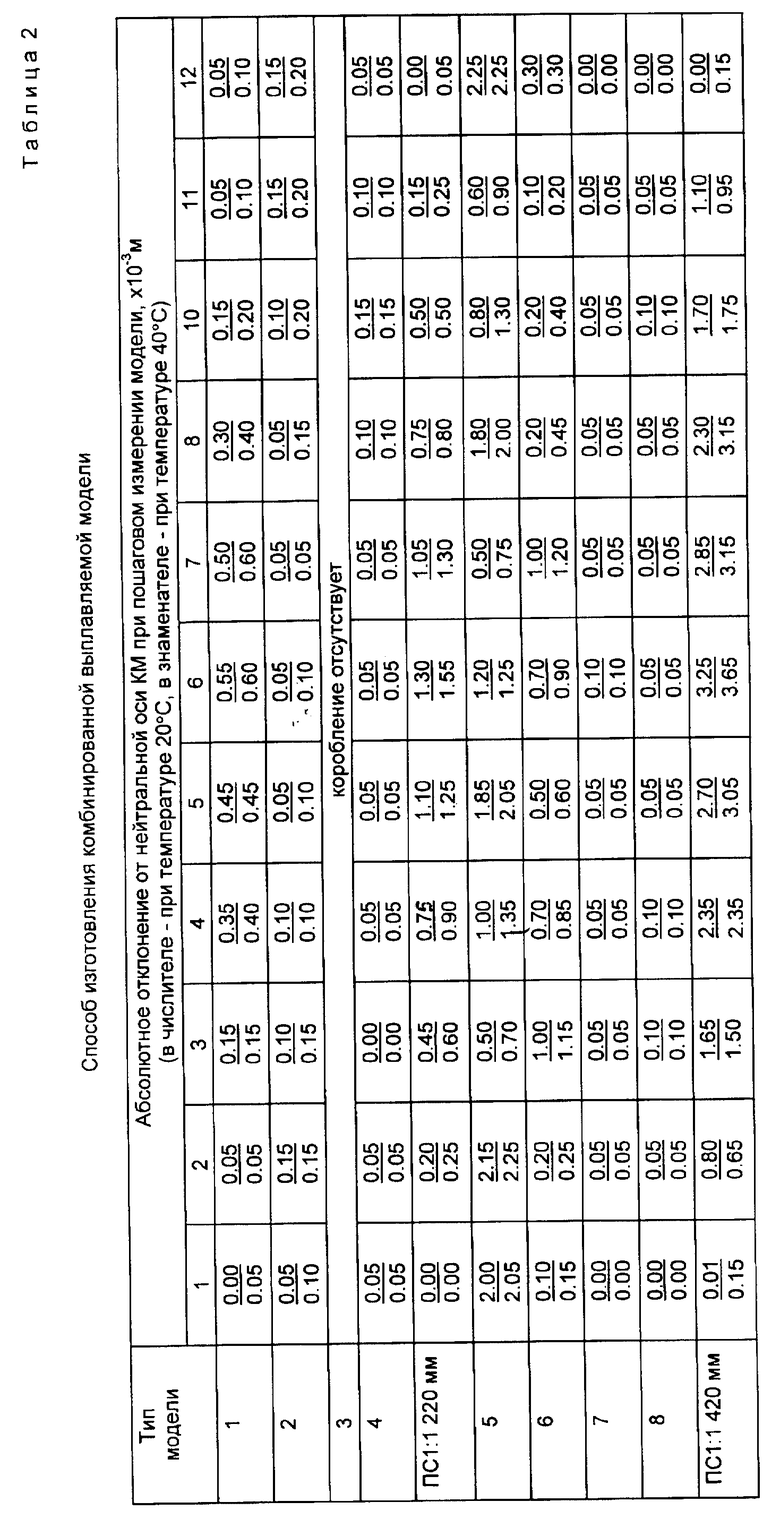
В табл. 2 представлены абсолютные отклонения нейтральных осей для различных типов удаляемых моделей после извлечения их из пресс-формы и выдержки в течение одного часа при нормальной (20oC) и повышенной (40oC) температурах. Коробление КМ сопоставляли с двумя типами контрольных образцов из ПС 1:1. Для образцов с базой 0,220 м абсолютные отклонения не превышают 12 квалитет точности, в то время как отклонения контрольных образцов находятся в пределах 14 квалитета точности. У моделей третьего и четвертого типов коробление отсутствует, что обусловлено высокой жесткостью промвставки (объемная масса 550 кг/м3).
Влияние температуры на коробление моделей различно для каждого из представленных типов. Для КМ первого и второго типов релаксация внутренних остаточных напряжений приводит к увеличению абсолютных отклонений, по сравнению с нормальной температурой, на 5•10-5м, а контрольных образцов на 2,5•10-3м.
Для моделей с базой 0,420 м отклонения не превышают 14 квалитет точности, при этом максимальное отклонение 2,25•10-3м наблюдается у КМ пятого типа. Коробление моделей седьмого и восьмого типов незначительно и не превышает 1•10-5м, что соответствует 9 квалитету точности. Абсолютные отклонения контрольных образцов выходят за область 15 квалитета точности при максимальном отклонении 3,4•10-3м.
При повышении температуры до 40oC у контрольных образцов происходит дальнейшая релаксация остаточных напряжений, что приводит к их пластической деформации и увеличению значений максимальных отклонений до 3,65•10-3м. Абсолютные отклонения всех типов КМ стабилизировались на прежнем уровне. Следовательно, в исследуемых пределах температура незначительно влияет на механизм релаксационных процессов, протекающих в системе "промвставка - облицовочный слой МК".
Таким образом, применение комбинированных выплавляемых моделей позволяет повысить геометрическую и размерную точность моделей, а также исключить влияние температуры на их коробление.
В полость пресс-формы перед запрессовкой модельной композиции устанавливают предварительно изготовленную пенополистироловую промвставку, затем пресс-форму нагревают, запрессовывают модельную композицию, охлаждают и извлекают модель. Исключается коробление комбинированной выплавляемой модели. 1 ил., 2 табл.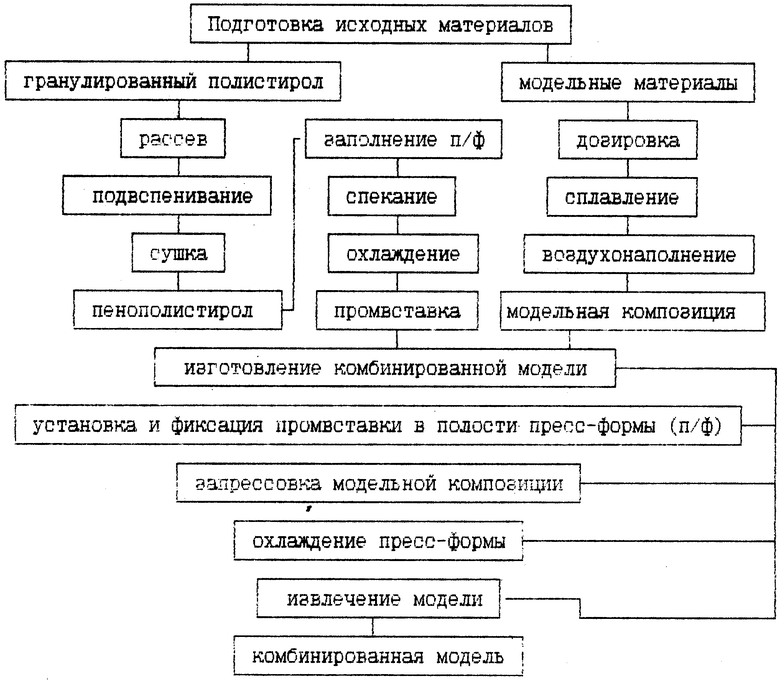
Способ изготовления комбинированной выплавляемой модели с использованием пенополистироловой промвставки, включающий запрессовывание модельной композиции в полость пресс-формы, изготовление пенополистироловой промвставки, охлаждение и извлечение модели, отличающийся тем, что перед запрессовкой модельной композиции в пресс-форму последнюю предварительно нагревают и устанавливают в нее предварительно изготовленную пенополистироловую промвставку.
| CA, патент, 950636, 22-157, 1974. |
