Изобретение относится к литейному производству, а именно к литью по выплавляемым моделям.
До настоящего времени не существует комплексного способа определения размерной и геометрической точности удаляемых моделей. Существующие способы характеризуют размерную точность, например, выплавляемых моделей параметрами линейной усадки и теплоустойчивости модельных композиций, из которых изготавливается выплавляемая модель. Однако эти параметры не являются показательными при оценке размерной и геометрической точности выплавляемых моделей.
Прототипом по технической сущности к предлагаемому является способ определения размеров выплавляемой модели, изложенный в монографии (Литье по выплавляемым моделям /Под ред. Шкленника Я.И. и др. - М.: Машиностроение, 1984. - С. 139 - 143, 145 - 147). Он заключается в косвенной оценке размерной и геометрической точности выплавляемых моделей через свойства модельных композиций, из которых они изготовлены. В качестве этих свойств используют величину свободной или затрудненной усадки модельной композиции и ее теплоустойчивость.
Для определения теплоустойчивости модельной композиции (МК) используются стержневые образцы, сформированные в условиях свободной усадки и стационарных тепловых условиях, это исключают возможность возникновения в образце остаточных термических и усадочных напряжений, релаксация которых в конечном итоге может привести к образованию стандартного прогиба (2•10-3м) даже при нормальной температуре. Реальные выплавляемые модели обычно формируются в условиях затрудненной усадки и настационарных тепловых условиях, поэтому величина теплоустойчивости МК не может характеризовать теплоустойчивость модели, которая изготавливается из этого материала, т.к. пластические деформации модели наступают ниже температуры теплоустойчивости МК. Этот эффект имеет наибольшее значение для протяженных и массивных моделей. При расчете температуры их возможного коробления (температуры теплоустойчивости) нельзя автоматически принимать за нее температуру теплоустойчивости МК.
Задачей заявляемого способа является комплексный метод оценки размерной и геометрической точности удаляемых моделей.
В процессе решения поставленной задачи достигается технический результат, заключающийся в определении реальных значений отклонений размеров удаляемой модели после ее изготовления и в процессе эксплуатации.
Заявляемый способ характеризуется существенными признаками.
Ограничительные: изготовление образца для проведения испытаний; измерение размеров образца при нормальной (20oC) и повышенной температурах.
Отличительные: образец изготавливают в форме плоского двутавра, моделирующего свободную и затрудненную усадку, по размерам которого определяют отклонения размеров, проводят обработку и оценку класса точности модели.
Причинно-следственная связь между совокупностью существенных признаков и достигаемым техническим результатом заключается в том, что образец для проведения испытаний, имеющий конфигурацию плоского двутавра, моделирует процессы возникновения и релаксации усадочных и термических напряжений, возникающих в процессе изготовления удаляемой модели, а также позволяет оценить размерную и геометрическую точность удаляемой модели не косвенным, а прямым путем (непосредственным измерением размеров образца).
Заявляемый способ осуществляется следующим образом, например, для выплавляемой модели.
В пресс-форме изготавливается образец для проведения испытаний, измеряются размеры образца при нормальной (20oC) и повышенной (40oC) температурах, по измеренным отклонениям рассчитываются позиционные допуски и отклонения формы и расположения поверхностей. Полученные данные обрабатываются и оценивается класс точности выплавляемой модели.
Размерную точность выплавляемых моделей определяют по специально разработанным методикам и образцу (см. чертеж), который позволяет моделировать условия свободной и затрудненной усадки с учетом ГОСТа 28187-89 "Отклонения формы и расположения поверхностей". Предлагаемый способ позволяет связать размеры полости пресс-формы с размерами получаемой модели, а размеры модели с размерами отливки. Следовательно, может быть получена опосредствованная связь размеров пресс-формы - с размерами отливки, что является немаловажным при проектировании технологической оснастки. Размеры образца классифицированы как продольные (в направлении базового размера), так и поперечные (размеры, расположенные перпендикулярно или под углом к продольным).
Образцы получают в пресс-форме, позволяющей изменять базовый размер моделей L от 0,220 до 0,420 м при одинаковых режимах выполнения и охлаждения пресс-формы. Базовый размер образца (L) является очень важным параметром, поскольку позволяет установить зависимость отклонения размеров при изменении базы образца. Сущность предлагаемого способа заключается в непосредственном (прямом) измерении размеров образца при нормальной и повышенной (40oC) температурах. По измеренным с точностью 5•10-5 м отклонениям рассчитывают по формуле 1 позиционные допуски по размерам N и C, отклонения соосности отверстий и их диаметров - размеры B, K, D (формулa 2), параллельность поверхностей - размеры F, P, S (формула 3) и оценивали по ГОСТу 25347-82 класс точности модели в зависимости от ее базового размера.

где EPP - позиционнoе отклонение; ΔN и ΔC - отклонения по размерам N и C.
Tp = δL, (2)
где Tp - позиционный допуск; δL - предельные отклонения размеров B, K и D (по ГОСТу 16085-80).
EPP=(Fmax-Fmin)/2=(Pmax-Pmin)/ 2=(Smax-Smin)/2 (3)
где EPP - позиционный допуск; Fmax, Pmax, Smax - максимальные значения размеров; Fmin, Pmin, Smin - минимальные значения размеров.
Для измерения размеров при повышенной температуре (40oC) образец термостатируют в течение 1 ч и с точностью 5•10-5 м измеряли ее прогиб.
Измерение прогиба производят при нормальной и повышенной (40oC) температурах. По измеренным прогибам образцов строят деформационные кривые, позволяющие оценить коробление моделей.
Согласно способу по прототипу температура теплоустойчивости модельной композиции ПС50:50 составляет 30oC, т.е. при этой температуре прогиб образца составляет 2•10-3м. Определение коробления разработанного образца при нормальной температуре (20oC) показывает, что максимальное отклонение его нейтральной оси от координатной плоскости составляет: при базовом размере 0,22 м - 1,55•10-3 м; при базовом размере 0,42 м - 3,4•10-3 м.
Таким образом, очевидно, что способ определения размерной и геометрической точности выплавляемых моделей по прототипу, основанный на определении температуры теплоустойчивости модельной композиции, не описывает поведение модели, изготовленной из нее.
Изобретение относится к литейному производству. Для проведения испытаний изготавливают образец, имеющий форму плоского двутавра. Образец моделирует свободную и затрудненную усадку модели. По нему определяют отклонения размеров от номинальных размеров полости формы, производят обработку и оценку класса точности удаляемых моделей. Способ позволяет оценить реальные значения отклонений размеров моделей после их изготовления и в процессе эксплуатации. 1 ил.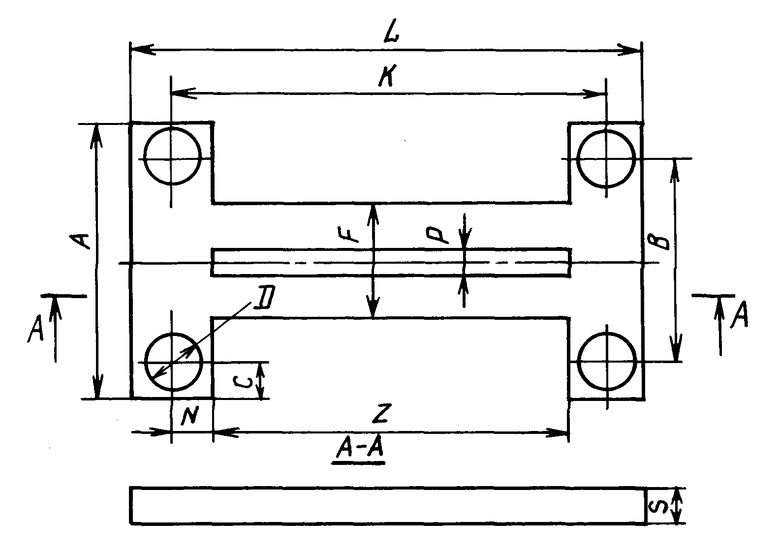
Способ контроля размеров выплавляемой модели, включающий изготовление образца для проведения испытаний, моделирующего свободную и затрудненную усадку, измерение размеров образца при нормальной и повышенной температурах, отличающийся тем, что образец изготавливают в форме плоского двутавра, определяют отклонения размеров образца от номинальных размеров полости пресс-формы, производят обработку и оценку класса точности выплавляемой модели.
| Литье по выплавляемым моделям./ Под общей ред | |||
| Шкленника Я.И | |||
| и Озерова В.М | |||
| - М.: Машиностроение, 1984, с.139-143, 145-147, рис.5.7. |
