Изобретение относится к соединению металлов сваркой взрывом и может быть использовано в машиностроении, в нефтяной, химической и пищевой промышленностях.
В указанных областях промышленности детали машин промышленных установок могут быть выполнены составными из двух и более частей, соединенных между собой с использованием энергии взрыва. Это особенно актуально для химической промышленности. Например, вал химического насоса не по всей своей длине находится в агрессивной среде. Его следует выполнять составным, биметаллическим, заменяя ту часть вала, которая находится вне агрессивной среды, более простым конструкционным металлом. Это позволит экономить более дорогие специальные металлы и их сплавы. Следовательно, сварка металлических заготовок является актуальной задачей.
Современное представление о сварке взрывом описано в технической литературе и суть его заключается в том, что для соединения металлов необходимо высокоскоростное их соударение. При этом один из металлов разгоняют с помощью взрывчатого вещества (ВВ) до высокой скорости и обеспечивают его соударение с другим подвижным металлом. Считается, что соединение металлов происходит в твердой фазе.
Известен способ сварки металлических заготовок взрывом, заключающийся в том, что на поверхность привариваемой металлической заготовки помещают заряд ВВ, при подрыве которого обеспечивают косое соударение привариваемой заготовки с поверхностью неподвижной заготовки. Непременным условием является создание высокоскоростных деформаций соединяемых поверхностей. При этом зазор между свариваемыми поверхностями должен быть настолько большим, чтобы обеспечить разгон привариваемой заготовки [1].
Известен способ сварки взрывом металлических заготовок, заключающийся в том, что сравниваемые заготовки устанавливают с определенным зазором, на поверхность одной из них помещают заряд взрывчатого вещества и осуществляют его детонацию [2], при этом сварку осуществляют за счет действия отраженных волн от поверхностей деталей, расположенных в пакете, после соединяемых первых двух.
Недостатками известных способов являются: использование большого количества ВВ для разгона всей детали, значительное деформирование соединяемых металлов и, как следствие этого, отсутствие возможности произвести соединение деталей на отдельных участках без их разрушения.
Наиболее близким решением к заявляемому является способ сварки металлических заготовок взрывом [3], заключающийся в том, что свариваемые металлические заготовки устанавливают с зазором, величину Δ которого определяют в соответствии с соотношением  где h - толщина привариваемой заготовки; u - скорость металла привариваемой заготовки за фронтом ударной волны; D - скорость ударной волны в металле привариваемой заготовки, на поверхность привариваемой заготовки помещают заряд взрывчатого вещества, при подрыве которого обеспечивают косое соударение привариваемой заготовки с поверхностью неподвижной заготовки.
где h - толщина привариваемой заготовки; u - скорость металла привариваемой заготовки за фронтом ударной волны; D - скорость ударной волны в металле привариваемой заготовки, на поверхность привариваемой заготовки помещают заряд взрывчатого вещества, при подрыве которого обеспечивают косое соударение привариваемой заготовки с поверхностью неподвижной заготовки.
Известный способ позволяет уменьшить в несколько раз расход взрывчатых материалов, уменьшить деформирование соединяемых металлических заготовок. Однако он недостаточно эффективен при сварке сплошных стержней и в том случае, когда нужно выполнить соединение сваркой на отдельных участках деталей без разрушения этих деталей.
Задачей изобретения является создание универсального и эффективного способа соединения металлических заготовок в виде плоских пластин и сплошных стержней, снижение расхода металла, рационального использования дорогостоящих металлов и их сплавов.
Задача изобретения достигается тем, что в способе сварки металлических заготовок взрывом свариваемые металлические заготовки, плоские пластины или сплошные стержни, устанавливают с зазором в соответствии с соотношение  , где h - толщина привариваемой заготовки; u - скорость металла привариваемой заготовки за фронтом ударной волны; D - скорость ударной волны в металле привариваемой заготовки, на поверхность привариваемой заготовки помещают основной заряд, содержащий дополнительный заряд, выполненный из листового пластического ВВ, создающий осесимметричный фронт детонации, при этом толщину h привариваемой заготовки и длину участка привариваемой заготовки l выбирают в соответствии с соотношением l > 2h.
, где h - толщина привариваемой заготовки; u - скорость металла привариваемой заготовки за фронтом ударной волны; D - скорость ударной волны в металле привариваемой заготовки, на поверхность привариваемой заготовки помещают основной заряд, содержащий дополнительный заряд, выполненный из листового пластического ВВ, создающий осесимметричный фронт детонации, при этом толщину h привариваемой заготовки и длину участка привариваемой заготовки l выбирают в соответствии с соотношением l > 2h.
На фиг. 1 показана схема реализации описываемого способа. Две соединяемые заготовки 1 и 2 в виде сплошных стержней обработаны на концах и установлены по отношению друг к другу так, что между соединяемыми поверхностями имеется зазор 3  На поверхность заготовки 1 помещен основной заряд взрывчатого вещества 4. Заряд 4 подрывают дополнительным зарядом 5, создающим осесимметричный фронт детонации, что необходимо для достижения высокого качества соединения.
На поверхность заготовки 1 помещен основной заряд взрывчатого вещества 4. Заряд 4 подрывают дополнительным зарядом 5, создающим осесимметричный фронт детонации, что необходимо для достижения высокого качества соединения.
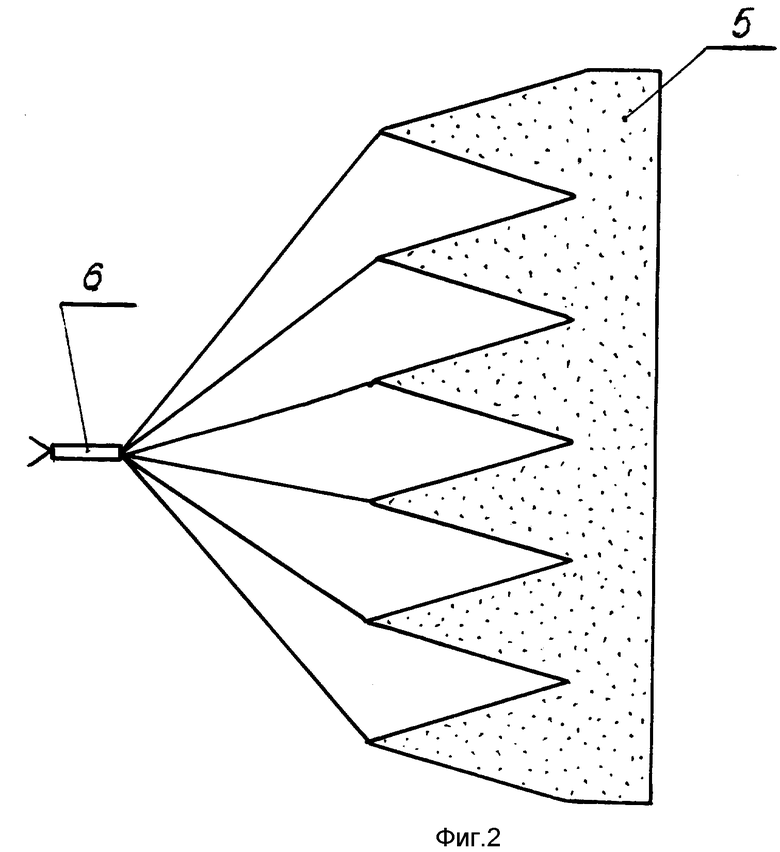
Дополнительный заряд 5 в одном из вариантов представлен на фиг.2. В качестве дополнительного заряда может быть использовано пластическое ВВ, например, эластит марки ЭЛ-1 ТУ 121-051-90. Дополнительный заряд ВВ плоской своей частью размещают в контакте с основным зарядом 4 и подрывают детонатором 6.
Дополнительный заряд, форма которого представлена на фиг. 2, обеспечивает достаточно ровный осесимметричный фронт детонации в основном заряде. Благодаря эластичности такой заряд может быть размещен, например, как на поверхности плоских пластин при их сварке, так и на цилиндрической поверхности при сварке стержней.
Описываемый способ реализуется следующим образом. Заготовки 1 и 2 устанавливают с зазором  Чтобы предотвратить разрушение заготовки 1 в донной части расточки, зазор должен быть минимальным, но при этом обеспечивающим сварное соединение. Экспериментально установлено, что прочность сварки зависит от величины зазора [4]. С увеличением зазора она растет, а граница начала образования сварного соединения сдвигается внутрь соединяемых поверхностей от начала соударения. В соответствии с [4] для достижения высокой прочности величина зазора должна находиться в интервале 0,1...0,5 мм.
Чтобы предотвратить разрушение заготовки 1 в донной части расточки, зазор должен быть минимальным, но при этом обеспечивающим сварное соединение. Экспериментально установлено, что прочность сварки зависит от величины зазора [4]. С увеличением зазора она растет, а граница начала образования сварного соединения сдвигается внутрь соединяемых поверхностей от начала соударения. В соответствии с [4] для достижения высокой прочности величина зазора должна находиться в интервале 0,1...0,5 мм.
С другой стороны, толщина стенки h привариваемой части заготовки 1 должна быть такой, чтобы обеспечивать прочность в донной части расточки заготовки 1. При увеличении толщины слоя металла h на границе соединения будут уменьшаться параметры ударного сжатия металла и газа в зазоре вследствие затухания интенсивности ударного сжатия на толщине h.
Исследования показывают [5], что граница начала сварки сдвигается внутрь соединяемых поверхностей от начала соударения при увеличении толщины слоя h, причем расстояние l1 от начала соударения до границы начала сварки находится в соотношении с h : l1 = 2h.
Кроме того, экспериментально установлено, что прочность сварки уменьшается прямо пропорционально увеличению h. Металлографические исследования показывают, что это зависит от глубины проплавления соединяемых поверхностей. Проплавление поверхностей происходит от воздействия на них ударно-сжатого газа, находящегося в зазоре.
Итак, толщину привариваемого слоя h берут, исходя из прочности конструкции в донной части соединения, а сварку необходимо производить при длине соединения l>2h, исходя из прочности самого соединения.
Заряд ВВ для сварки обычно изготавливается из порошкообразных ВВ, состоящих из смеси различных компонентов, например, из тротила и аммонийной селитры (аммонита). Практика показывает, что для соединения заготовок толщину заряда следует брать минимальную, близкую к критической. Параметры Δ , l и толщина слоя ВВ уточняются при разработке технологии экспериментально. При этом исследуется качество соединения. Прочность соединения заготовок по предлагаемому способу находится на уровне прочности соединения металлов сваркой. Способ не имеет ограничений в части геометрических размеров свариваемых поверхностей.
Пример 1
Сварка двух круглых заготовок в виде стержней из углеродистой стали марки 40X и сплава марки 06ХН28МДТ диаметром 75 мм для изготовления валов химических насосов. Углеродистая сталь была взята в качестве привариваемого слоя, как деталь 1 на фиг. 1. Толщина привариваемого слоя, исходя из прочности конструкции, составляла 9 мм. Деталь 2 выполнена из сплава 06ХН28МДТ. Эта часть заготовки при работе насоса находится в агрессивной среде. Диаметр соединяемых поверхностей 56 мм. Зазор, вычисленный по формуле  равен 0,5 мм. В соответствии с формулы l>2h длина соединения l должна быть больше 2h = 18 мм. Прочность соединения должна быть обеспечена на участке сварки длиной не менее 40 мм, исходя из прочности углеродистой стали. Наилучшие показатели (прочность соединения на уровне прочности углеродистой стали) были достигнуты при зазоре 0,5 мм и на длине 60 мм в интервале l = 20...80 мм от донной части детали 1. Основной заряд 4 из аммонита имел толщину 20 мм, дополнительный заряд 5 был выполнен из эластита ЭЛ-2 и имел толщину ≈ 1 мм и форму как на фиг.2.
равен 0,5 мм. В соответствии с формулы l>2h длина соединения l должна быть больше 2h = 18 мм. Прочность соединения должна быть обеспечена на участке сварки длиной не менее 40 мм, исходя из прочности углеродистой стали. Наилучшие показатели (прочность соединения на уровне прочности углеродистой стали) были достигнуты при зазоре 0,5 мм и на длине 60 мм в интервале l = 20...80 мм от донной части детали 1. Основной заряд 4 из аммонита имел толщину 20 мм, дополнительный заряд 5 был выполнен из эластита ЭЛ-2 и имел толщину ≈ 1 мм и форму как на фиг.2.
Пример 2
Сварка двух плоских заготовок в виде пластин для переходных электрических шин выполнялась из алюминиевого сплава марки АД1 с поперечным сечением 20х200 мм и меди марки М1 с поперечным сечением 12х200 мм. Соединение производилось на концах пластин внахлест на ширине 70 мм. Деталь из меди приваривалась к детали из алюминиевого сплава. Зазор, вычисленный по формуле  , составляет 1,0 мм. Толщина основного заряда, выполненного из аммонита, составляет 20 мм. Дополнительный заряд их эластита имеет толщину 1 мм. Сварка происходит на длине ≈ 170 мм в интервале ≈ 30...200 мм от начала соударения. Участок, где сварка отсутствовала, составляет l=2h ≈ 24 мм. Прочность соединения на растяжение составляла 7...8 кг/мм2, что соответствует прочности алюминиевого сплава АД1.
, составляет 1,0 мм. Толщина основного заряда, выполненного из аммонита, составляет 20 мм. Дополнительный заряд их эластита имеет толщину 1 мм. Сварка происходит на длине ≈ 170 мм в интервале ≈ 30...200 мм от начала соударения. Участок, где сварка отсутствовала, составляет l=2h ≈ 24 мм. Прочность соединения на растяжение составляла 7...8 кг/мм2, что соответствует прочности алюминиевого сплава АД1.
Количество примеров не ограничивает возможности способа. Используя способ, можно производить сварку более двух заготовок. Например, несколько плоских или криволинейных пластин можно соединить на отдельных участках одновременно или круглые заготовки (стержни) соединить с помощью третьей детали (муфты) и т.п.
Источники и информации
1. Конон Ю.А., Первухин Л.В., Чудновский А.Д., Книга: Сварка взрывом, М. : Машиностроение, 1987, с 5-9.
2. Патент США N 5, 104, 027., НКИ: 228/107, 1992.
Патент РФ N 2056987, B 23 K 20/08, 1996. (прототип).
4. Алексеев Ю. Л., Смирнова Г.М. Влияние величины сварочного зазора на качество соединения при сварке взрывом. Журнал: Физика и химия обработки материалов. М. N 4. 1993. с 120-123.
5. Алексеев Ю.Л. Смирнова Г.М. Об условиях образования сварного соединения взрывом. Журнал: Физика и химия обработки материалов. М. N 2. 1994. с 112-116.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ МЕТАЛЛОВ ВЗРЫВОМ | 1994 |
|
RU2056987C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2007 |
|
RU2350442C2 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 2003 |
|
RU2243871C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2488469C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2009 |
|
RU2391191C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2012 |
|
RU2486042C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ МЕТАЛЛИЧЕСКИХ ЛИСТОВ | 2017 |
|
RU2695855C2 |
Способ сварки металлических заготовок взрывом, заключающийся в том, что свариваемые металлические заготовки устанавливают с зазором, величину Δ которого определяют в соответствии с соотношением Δ ≤2h u/D, где h - толщина привариваемой заготовки; u - скорость металла привариваемой заготовки за фронтом ударной волны; D - скорость ударной волны в металле привариваемой заготовки, на поверхность привариваемой заготовки помещают основной заряд взрывчатого вещества, при подрыве которого обеспечивают косое соударение привариваемой заготовки с поверхностью неподвижной заготовки, отличающийся тем, что толщину привариваемой заготовки и длину 1 участка привариваемой заготовки выбирают в соответствии с соотношением 1>2h, а основной заряд взрывчатого вещества содержит дополнительный заряд взрывчатого вещества, создающий осесимметричный фронт детонации. Способ позволяет создать соединение металлических заготовок в виде плоских пластин и сплошных стержней, снизить расход металла, рационально использовать дорогостоящие металлы и сплавы. 3 з.п. ф-лы, 2 ил.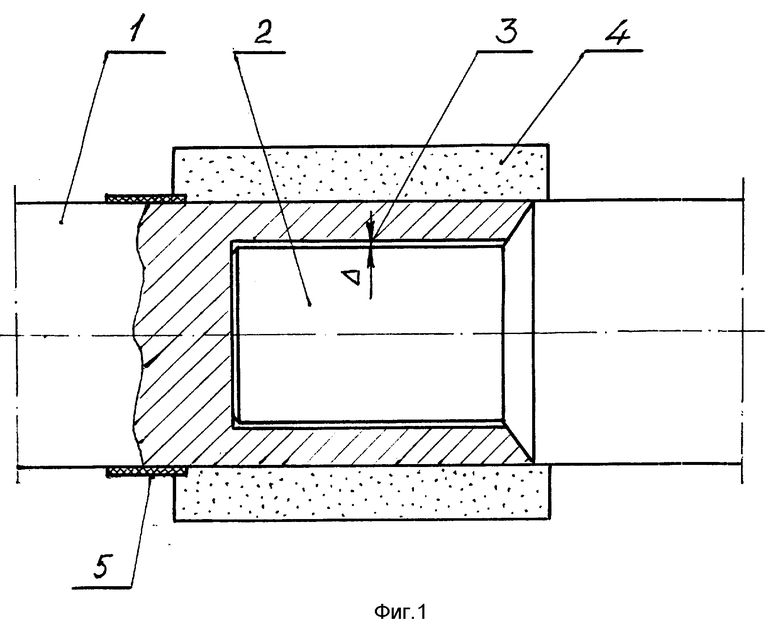
| СПОСОБ СВАРКИ МЕТАЛЛОВ ВЗРЫВОМ | 1994 |
|
RU2056987C1 |
| US 5104027 А, 14.04.92 | |||
| DE 3528494 А1, 12.02.87 | |||
| DE 4035575 А1, 16.05.91 | |||
| Пуговица | 0 |
|
SU83A1 |
| КРАСЯЩАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ СОЕДИНЕНИЕ П-АМИНОФЕНОЛЬНОГО ИЛИ П-ФЕНИЛЕНДИАМИНОВОГО ТИПА, ЗАМЕЩЕННОЕ СИЛАНОВЫМ РАДИКАЛОМ | 2002 |
|
RU2237765C2 |
| Конон Ю.А | |||
| и др | |||
| Сварка взрывом | |||
| - М.: Машиностроение, 1987, с.5 - 9. | |||
