Изобретение относится к обработке металлов взрывом и может быть использовано для соединения двух или нескольких металлических поверхностей.
Под термином “сварка взрывом” понимается явление соединения металлических пластин, произошедшее при их соударении вследствие метания продуктами детонации взрывчатого вещества (ВВ). Первые работы по сварке взрывом проведены в США и СССР и относятся к периоду 1958-63 гг., первый патент был получен Дж. Пирсоном в 1960 г. (пат. США №3024526).
Известен ряд технических решений, относящихся к области сварки взрывом. Номенклатура материалов, свариваемых взрывом, велика и составляет несколько сотен сочетаний различных металлов и сплавов. Практически во всех технических решениях процесс сварки металлов в твердой фазе предусматривает последовательное создание физического контакта двух материалов, при котором в результате пластической деформации контактирующих поверхностей, возможно, их прочное соединение, причем скорость точки контакта должна быть меньше скорости звука в свариваемых пластинах. Соединение металлов возможно только при применении нагрузок, превышающих предел текучести материалов. Основными элементами сварки взрывом, как правило, являются неподвижная деталь; метаемая пластина, расположенная под углом или параллельно к детали и на некотором расстоянии Н от нее; листовой заряд ВВ толщиной Нвв; детонатор: жесткая опора, на которой устанавливается описанное устройство; набор противоразгрузочных и противооткольных приспособлений, обеспечивающих сохранность свариваемых деталей при воздействии взрыва. Сварка взрывом может осуществляться либо при непосредственном контакте ВВ с метаемой пластиной, либо через буферную прокладку, что предохраняет поверхность пластины от прямого действия продуктов взрыва.
Известно техническое решение по патенту РФ №2024374, МПК 5 В 23 К 20/08 “Способ сварки взрывом аморфных металлических фольг”, заключающееся в установке с зазором над плакируемой деталью фольги с размещением над ней последовательно демпфирующей прокладки, вспомогательной пластины, заряда взрывчатого вещества, его инициировании и метании фольги давлением продуктов взрыва. К фольге подсоединяют тоководы, нагревают ее импульсом тока со скоростью нагрева больше 10°С, а подрыв заряда производят после превышения температурой фольги температуры стеклования сплава.
Известно техническое решение по а.с. №1503185, МПК 4 В 23 К 20/08 “Способ сварки взрывом”, согласно которому для повышения качества сварного соединения первоначальный зазор между свариваемыми пластинами выставляется посредством воздействия на метаемую пластину импульсным магнитным полем (ИМП). Силовое воздействие ИМП поднимает метаемую пластину на нужную величину, а далее следует инициирование заряда ВВ. и поднятая пластина метается на неподвижную. Происходит сварка взрывом. При этом происходит дополнительный нагрев метаемой пластины вихревыми токами.
Известно техническое решение по патенту РФ №2056987 МПК 6, В 23 К 20/08 “Способ сварки металлов взрывом”, заключающееся в размещении на поверхности привариваемой детали заряда ВВ, при подрыве которого обеспечивают косое соударение привариваемой детали с поверхностью неподвижной детали. Зазор между деталями определяют соотношением Δ≤2h·V/D, где h - толщина привариваемой детали; D - скорость ударной волны в этой детали: V - скорость металла привариваемой детали за фронтом ударной волны, причем количество ВВ берут исходя из постоянства D и V на толщине h.
Известно техническое решение по патенту №3137937 США, заключающееся во взаимном расположении свариваемых пластин друг над другом с зазором 0.5÷15 мм, размещении на верхней пластине заряда ВВ, установке всей конструкции на жесткое основание, инициировании заряда ВВ и последующей механической обработке зон непровара.
Данное описание процесса сварки взрывом, как наиболее близкое по технической сущности и достигаемому результату, выбрано в качестве прототипа.
Признаки прототипа, общие с заявляемым способом;
- установка свариваемых деталей (пластин) на жесткой опоре;
- размещение свариваемых деталей (пластин) с зазором между ними;
- размещение над верхней деталью (пластиной) заряда ВВ;
- инициирование заряда ВВ.
Указанный прототип обладает следующими недостатками:
- большим расходом ВВ (определяемым толщиной метаемой пластины):
- наличием значительных пластических деформаций металла и, как следствие, наличием в технологическом процессе дополнительных операций - установкой защитных приспособлений, либо изготовлением заготовок с припусками на деформацию с последующей механической обработкой готового изделия;
- наличием зоны непровара (начало сварки) и, как следствие, наличием в технологическом процессе дополнительных операций - установка вставки из металла или дополнительного заряда. Следует отметить, что практически отсутствует надежный способ полного исключения непроваров в точке инициирования:
- ограничением области применения сварки взрывом является твердость материалов, в частности, к настоящему времени не удалось получить прочных соединений высокотвердых сталей;
- ограничением области применения взрывчатыми составами, обеспечивающими скорость точки контакта поверхностей меньше скорости звука в свариваемых материалах.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в получении посредством сварки взрывом биметаллических и многослойных материалов с высокими техническими и эксплуатационными характеристиками с любым сочетанием металлов и сплавов.
В отличие от известного способа (пат. 3137937 США, МКИ3 В 23 k 29/00), заключающегося во взаимном расположении свариваемых пластин друг над другом с зазором 0.5-15 мм, размещении на верхней пластине, заряда ВВ, установке всей конструкции на жесткое основание, инициировании заряда ВВ и последующей механической обработке зон непровара, в предлагаемом способе предварительно производят обработку поверхностей свариваемых пластин до шероховатостей Rz=8.0-12,0, сварку осуществляют давлением продуктов детонации, при этом в зазоре между соединяемыми пластинами создается воздушная волна, энергия которой предварительно разогревает и расплавляет поверхностный слой свариваемых пластин. Время действия продуктов детонации превышает время остывания расплавленных поверхностей. Процесс производят при глубине проплавления свариваемых поверхностей более 3 мкм.
Аналогов, имеющих признаки, сходные с заявляемым решением, не обнаружено, следовательно, можно считать, что заявляемый способ является новым и обладает достаточным изобретательским уровнем.
Предлагаемый способ за счет предварительной отработки свариваемых поверхностей до шероховатости RZ=8,0÷12,0 позволяет осуществить предварительный нагрев и расплавление поверхностных слоев свариваемых пластин, что в свою очередь сказывается на уменьшении величины зазора и высоте заряда ВВ, тем самым уменьшается скорость соударения свариваемых поверхностей и воздействия взрыва, что приводит к уменьшению расхода ВВ, уменьшению пластических деформаций при расширении области применения заявляемого способа сварки взрывом. Использование предлагаемого способа позволяет проводить сварку при скорости контакта поверхностей превышающей скорость звука в свариваемых материалах.
Сущность предложенного решения поясняется чертежом, где на фиг.1а изображено устройство, реализующее заявляемый способ сварки взрывом пластин тепловым потоком ударно-сжатого воздуха.
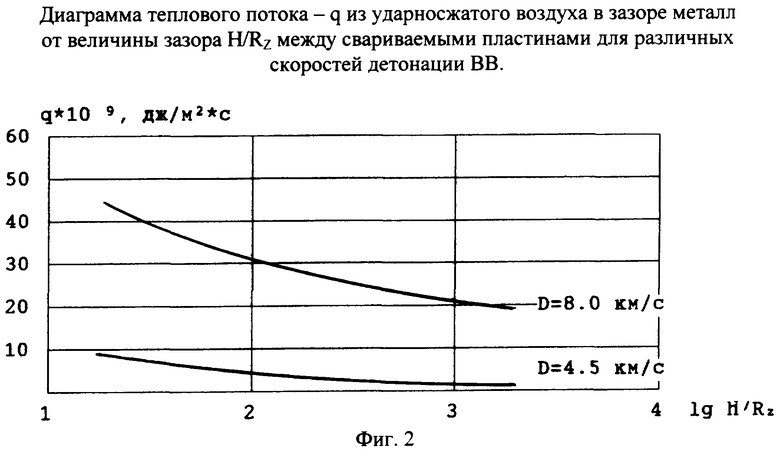
На фиг.2 изображена диаграмма теплового потока q из ударносжатого воздуха в зазоре от величины зазора H/RZ между свариваемыми пластинами для различных скоростей детонации ВВ.
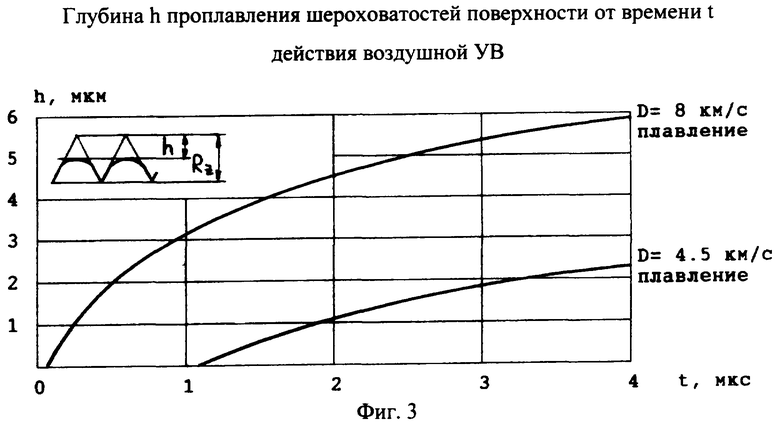
На фиг.3 изображена диаграмма глубины проплавления шероховатостей поверхности от времени t действия воздушной УВ.
Предлагаемый способ реализуют следующим образом. Предварительно производят отработку свариваемых поверхностей пластин 1 и 2 до шероховатости Rz=8.0÷12,0, затем свариваемые пластины 1 и 2 устанавливают на стальную опору 3 для обеспечения сохранности готового изделия. Между пластинами выставляют зазор Н (фиг.1а), необходимый для создания условий возникновения воздушной ударной волны. Заряд ВВ 4 устанавливают на горизонтальную поверхность метаемой пластины 2. Толщину заряда Нвв выбирают из условий обеспечения времени действия давления, достаточного для остывания расплавленных слоев.
Основные принципы предлагаемого способа сварки взрывом заключаются в следующем (см. фиг1б): ударная волна 5, образующаяся при метании пластины 2, разделенной зазором от пластины 1, формирует в зазоре высокотемпературный поток ударносжатого воздуха, что приводит к разогреву поверхностного слоя пластин до температуры плавления, обеспечивая при последующем контакте сварку пластин между собой. Для качественной сварки необходимо создать условия контакта расплавов пластин с последующим охлаждением до температуры ниже температуры плавления до прихода волн разрежения. Тепловой поток, поступающий из газа в металл, определяется уравнением:

где  St, M - числа Стантона и Маха; Т. Ср, ρ - температура, теплоемкость и плотность воздуха соответственно; Тс - температура металла; γ - показатель адиабаты воздуха; U - массовая скорость воздуха; σ - постоянная Стефана-Больцмана.
St, M - числа Стантона и Маха; Т. Ср, ρ - температура, теплоемкость и плотность воздуха соответственно; Тс - температура металла; γ - показатель адиабаты воздуха; U - массовая скорость воздуха; σ - постоянная Стефана-Больцмана.
Если в зазоре реализован турбулентный режим движения, то число Стантона будет равно:
где Н - величина зазора между пластинами, RZ - высота неровностей профиля (шероховатость). Уровень тепловых потоков, поступающих от плазмы в металл, зависит от скорости детонации. Rz и величины зазора лежат в пределах 1,3·109 до 3,1·1010 Дж/м2с (см. фиг.2).
По величине потока можно оценить температуру и глубину прогрева свариваемых металлов. Глубина прогрева h металла будет зависеть в общем случае от скорости детонации и времени действия воздушной ударной волны (см. фиг.3).
Для качественной сварки необходимо, чтобы толщина зоны расплава превышала 2÷3 мкм, а размер шероховатости при этом лежал в пределах: 8.0<RZ>12,0 мкм.
Возможность достижения требуемого технического результата при использовании заявляемого изобретения подтверждается проведенными экспериментами:
Эксперимент 1. Основание - сталь 110Г13Л. твердость 500 ед. НВ.
Навариваемая пластина - сталь 50ХФА, твердость 350 ед. НВ.
Эксперимент 2. Основание - листовая сталь 10.
Навариваемые пластины - нержавеющая сталь, медь, алюминий, титан.
Эксперимент 3. Изготовление вкладышей для подшипников скольжения:
Биметалл: Ст08КП - сплав АО-20. Толщина основного материала (Ст08КП) - 6 мм, толщина антифрикционного покрытия (сплав АО-20) - 1.5 мм. Расход ВВ: 6 кг/м2. Качество сварки соответствует ТУ 48-21-840-89.
Сварка взрывом в примерах 1-3 производилась взрывчатым веществом со скоростью детонации ниже скорости звука в свариваемых металлах.
Эксперимент 4. Сварка взрывом в сверхзвуковом режиме:
Основание - сталь 3, толщина 10 мм.
Навариваемая пластина - сталь 12Х18Н10Т, толщина 0.2 мм.
ВВ - ЭГ-85 толщиной 4,5 мм, скорость детонации 7.8 км/с.
Получено прочное соединение по всей поверхности.
Основным преимуществом изобретения является снижение уровня нагрузок, необходимых для разгона метаемой пластины (нет необходимости в обеспечении высокой скорости соударения, необходимой для превышения предела текучести материала) при одновременном повышении качества изготавливаемых деталей, за счет уменьшения или полного отсутствия деформации свариваемых пластин и уменьшения или исключения зон непровара.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ АНТИФРИКЦИОННОГО СПЛАВА СО СТАЛЬЮ СВАРКОЙ ВЗРЫВОМ | 2017 |
|
RU2692009C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ БРОНЕВОЙ КОМПОЗИЦИИ | 2007 |
|
RU2340434C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ сварки взрывом фольг | 2024 |
|
RU2833612C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2013 |
|
RU2560472C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2486999C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2417868C2 |
| Способ получения жаростойких покрытий на стали | 2019 |
|
RU2725510C1 |
| Способ получения жаростойких покрытий на стали | 2019 |
|
RU2725503C1 |
Изобретение может быть использовано для соединения двух или нескольких металлических деталей. Метаемую пластину устанавливают с зазором над неподвижной пластиной и инициируют заряд ВВ, расположенный над метаемой пластиной. Предварительно производят обработку поверхностей свариваемых пластин до шероховатости Rz=8,0÷12,0 мкм. Сварку осуществляют давлением продуктов детонации, время действия которых превышает время остывания расплавленных на глубину более 2 мкм поверхностных слоев пластин. Способ позволяет получить многослойный материал, имеющий высокие технические и эксплуатационные характеристики, с любым сочетанием металлов и сплавов. 3 ил., 2 табл.
Способ сварки взрывом, основанный на установке с зазором метаемой пластины над неподвижной пластиной и инициировании заряда ВВ, расположенного над метаемой пластиной, отличающийся тем, что предварительно производят обработку поверхностей свариваемых пластин до шероховатости Rz=8,0÷12,0 мкм, а сварку осуществляют давлением продуктов детонации, время действия которых превышает время остывания расплавленных на глубину более 2 мкм поверхностных слоев пластин.
| RU 3137937 A, 23.06.1964 | |||
| RU 2064387 C1, 27.07.1996 | |||
| СПОСОБ СВАРКИ МЕТАЛЛОВ ВЗРЫВОМ | 1994 |
|
RU2056987C1 |
| Способ сварки взрывом | 1989 |
|
SU1698017A1 |

