Изобретение относится к измерительной технике и может быть использовано для контроля межцентровых расстояний, отверстий в деталях, прошедших механическую обработку.
Известно устройство для контроля межцентрового расстояния отверстий, содержащее измеритель линейных размеров, контрольные оправки, центраторы оправок, выполненные в виде станков, с размещенными в них подпружиненными в осевом направлении разрезными втулками, оправки выполнены коническими, а у их основания выполнена лыска для взаимодействия с измерителем линейных размеров, проходящая через ось оправки.
Недостатком этого устройства является сложность конструкции с использованием конических оправок, установленных в подпружиненных разрезных втулках с возможностью осевого перемещения. Кроме того, устройство допускает сбои измерителя линейных размеров.
Цель изобретения - упрощение конструкции и упрощение контроля с исключением вероятности неверного замера за счет устранения возвратно- поступательных и конусообразных подпружиненных центрирующих элементов для базирования контролируемой детали.
Поставленная цель достигается тем, что устройство для контроля межцентрового расстояния отверстий содержит корпус с шарнирно закрепленным измерителем линейных размеров, оправку, жестко закрепленную в корпусе, предназначенную для базирования контролируемых деталей одним из отверстий и выполненную в виде переналаживаемого элемента с образованными на его поверхностях полусферами, диаметром, равными максимальному размеру базовых отверстий контролируемых деталей, и установленный в корпусе предохранитель щупа индикатора в виде пальца со сферическим торцем.
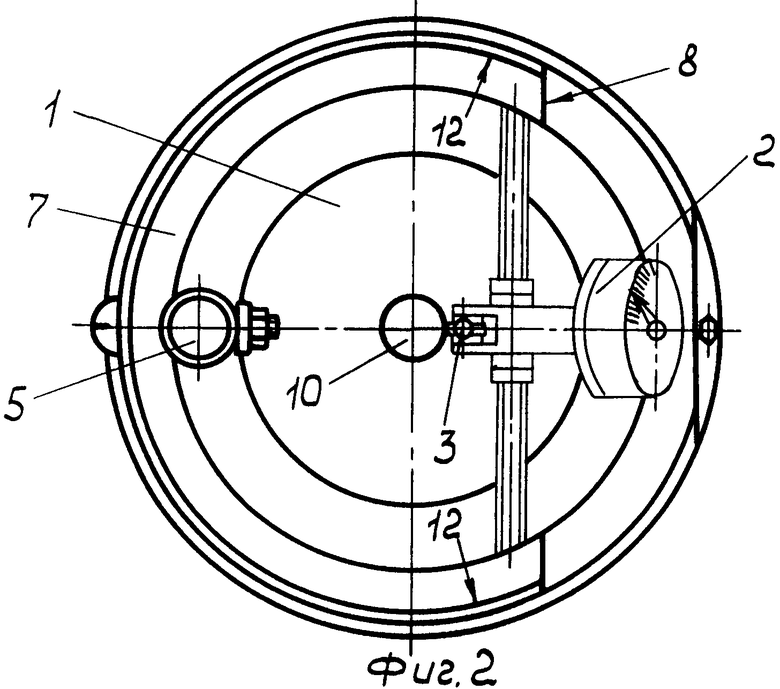
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг.1.
Устройство для контроля межцентрового расстояния отверстий содержит корпус 1 с шарнирно закрепленным в нем измерителем 2 линейных размеров, щуп 3 которого имеет возможность контактирования с поверхностью одного из отверстий контролируемой детали, преимущественно имеющего меньший допуск на охватываемый размер.
В корпусе 1 жестко закреплена оправка 4 для базирования на нее контролируемых деталей одним из отверстий, выполненная в виде переналаживаемого элемента с образованными на его торцах полусферами 5 и 6, диаметр которых равен максимальному размеру базовых отверстий контролируемых деталей.
В корпусе 1 выполнена проточка 7 и лыска 8, предназначенные для удобства установки детали и замера межцентрового расстояния.
Для предохранения измерителя линейных размеров от различного вида сбоев, вызванных неосторожной установкой детали и особенно ее снятием после окончания замера, в корпусе 1 установлен предохранитель щупа 3 измерителя 2 в виде пальца 9 с колпачком 10 сферической формы. Вертикальная координата сферы торца 10 несколько больше (на 0,5... 1мм) вертикальной координаты щупа 3 измерителя 2 линейных размеров, а по линейной координате между щупом 3 и колпачком 10 образован зазор Δ , принятый не более холостого хода щупа измерителя.
Устройство для контроля межцентрового расстояния отверстий работает следующим образом.
Производят настройку измерителя 2 устройства с учетом его погрешностей, используя эталон. Контролируемая деталь 11 базируется одним из отверстий на полусферу 5 элемента 4, а поверхностью второго отверстия вводится в контакт со щупом 3 измерителя 2. При неосторожной установке детали во избежание поломки или сбоя измерителя происходит замыкание щупа 3 измерителя 2 на предохранитель с выборкой зазора Δ . Для проверки точности отыскания центра первого отверстия и проверки качества выполнения его кромки выполняют колебательные движения с центром на полусфере 5 до контакта боковой поверхности контролируемой детали 11 с поверхностью 12 проточки 7. При допустимых колебаниях стрелки измерителя 2 считывают показания последнего с последующим съемом детали. Если съем детали 11 производится по линейной координате, то она автоматически приподнимется на необходимую величину, исключая тем самым случайный сбой измерителя 2 и тем самым вероятность неверного замера.
При контроле другой партии деталей 11 с другими типоразмерами по посадочным поверхностям и межцентровому расстоянию производят переналадку устройства.
Щупу 3 измерителя 2 обеспечивают новую координату путем регулировки измерителя 2 на шарнире по угловой и осевой координате.
Раскрепляют установленный жестко в корпусе 1 элемент 4 и устанавливают его таким образом, чтобы базой для контроля детали служила полусфера 6.
При номенклатуре деталей более двух рекомендуется в качестве переналаживаемого элемента применять оправку формы диска с образованным на его наружной поверхности необходимым количеством полусфер. На палец 10 устанавливается другой колпачок с необходимым размером для образования зазора Δ .
Далее по соответствующему эталону настраивают измеритель 2 устройства и аналогично производят контроль межцентровых расстояний следующих деталей.
Технический результат заключается в упрощении конструкции, упрощении контроля, повышении производительности и исключении вероятности неверного замера за счет применения в конструкции устройства жестко закрепляемой оправки в виде переналаживаемого элемента с образованными на его поверхностях полусферами и за счет снабжения устройства предохранителем щупа измерителя в виде пальца со сферическим торцем.
Изобретение относится к измерительной технике и может быть использовано для контроля межцентровых расстояний отверстий в деталях, прошедших механическую обработку. Устройство для контроля межцентрового расстояния имеет упрощенную конструкцию, что позволяет значительно упростить процесс контроля, повысить производительность и исключить вероятность неверного замера. Указанные преимущества достигаются за счет применения в конструкции устройства жестко закрепляемой оправки в виде переналаживаемого элемента с образованными на его поверхностях полусферами и за счет снабжения устройства предохранителем щупа измерителя в виде пальца со сферическим торцем. 1 з.п. ф-лы, 2 ил.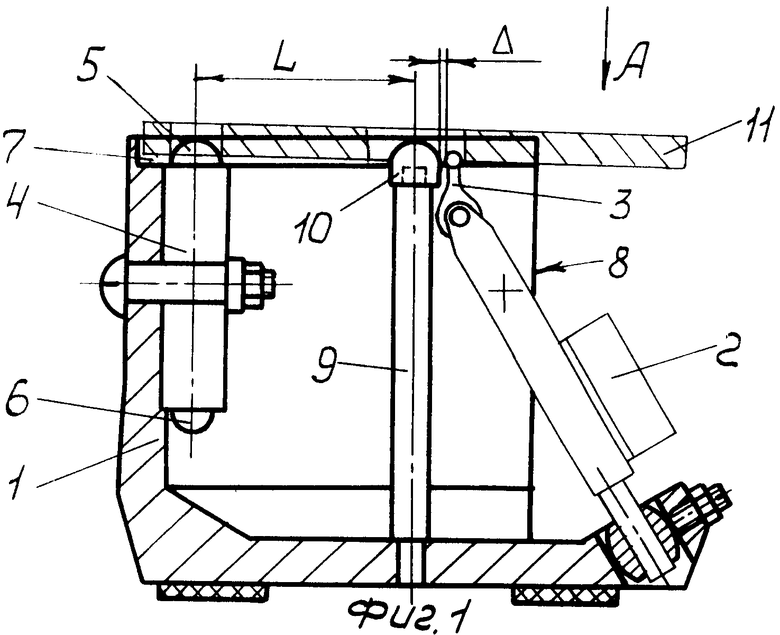
| Устройство для контроля межцентрового расстояния отверстий | 1989 |
|
SU1634978A1 |

