Изобретение относится к машиностроению, в частности к измерительной технике, и может быть использовано при контроле перпендикулярности торца относительно наружной резьбы детали.
Известен размерный калибр с уравниваемым нажатием пружин, содержащий подпружиненные раздвижные ролики с резьбовой нарезкой, механизм привода и индикатор [1].
Данное устройство не обеспечивает качество замера и производительность труда в условиях массового производства, так как не обеспечивает имитацию проверяемого узла в контрольном устройстве при зависимых допусках расположения согласно ГОСТ 10356-63. Кроме того, оно предназначено для универсальных измерений при выборочном контроле в процессе наладки. Является сложным в изготовлении и эксплуатации.
Известно также устройство для контроля биения торца относительно оси наружной резьбы детали [2], содержащее основание, на призматических направляющих которого установлена с возможностью вращения оправка для базирования контролируемой детали. К основанию прикреплен кронштейн с размещенным на нем отсчетным узлом, включающий передаточный рычаг и измеритель. Оправка поджимается к призматическим направляющим с помощью ролика и подпружиненного шарика.
Недостатком данного устройства является трудоемкость контроля, так как контролируемую деталь с оправкой требуется установить на призматические направляющие, осуществить ее вращение, устройство является дорогостоящим в изготовлении, требуется техническое обслуживание, наладка и ремонт. Кроме того, при вращении оправки с деталью и подходе штырей поочередно под рычаг отсчетного устройства возникает ударная нагрузка на измеритель, и, как следствие, визуальная погрешность при отсчете биения торца контролируемой детали, а вращать оправку с деталью вручную очень трудоемко.
Целью изобретения является повышение удобства эксплуатации.
Поставленная цель достигается тем, что в устройстве для контроля перпендикулярности торца детали относительно ее боковой резьбовой поверхности резьбовая оправка, предназначенная для взаимодействия с контролируемой деталью, выполнена в виде втулки с резьбой на внутренней цилиндрической поверхности, на одном из торцев которой выполнены выступы, устройство снабжено базирующей шайбой, размещенной на выступах и жестко соединенной со втулкой, а в качестве измерительного элемента использован щуп, предназначенный для поочередного введения в выемки между выступами и взаимодействия с торцем контролируемой детали.
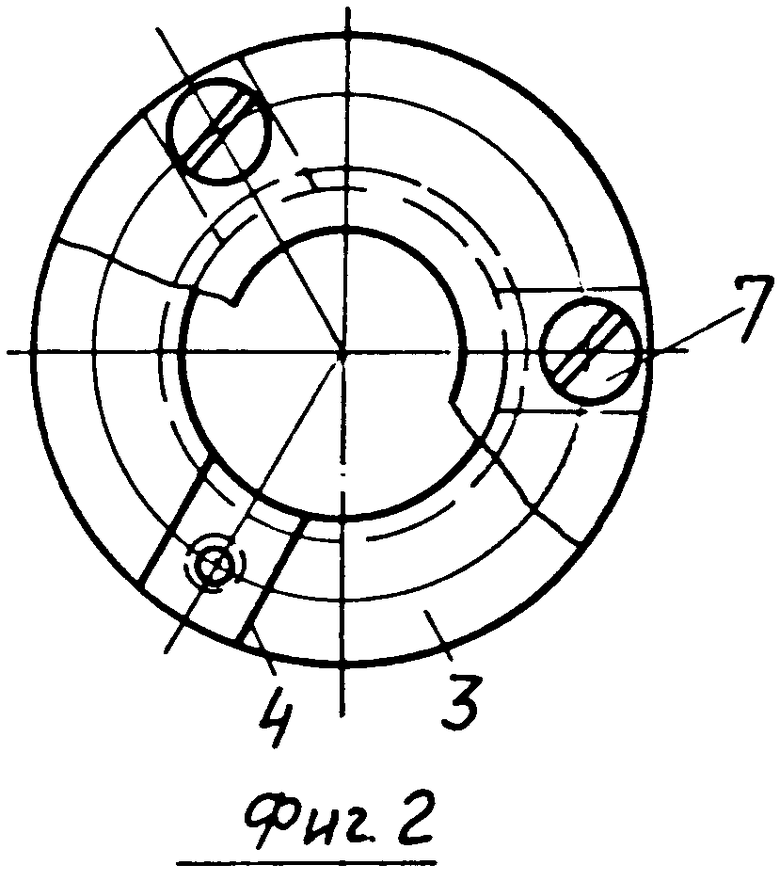
На фиг. 1 показано осевое сечение устройства для контроля; на фиг. 2 - вид в плане с местным вырезом по базирующей шайбе над выемками резьбовой втулки.
Предлагаемое устройство выполнено следующим образом. Резьбовая втулка 1 имеет гладкий установочный и измерительный торец 2, который строго перпендикулярен оси резьбы. По окружности резьбовой втулки выбраны три выемки 3, которые образуют три выступа 4. На эти выступы установлена базирующая шайба 5, которая имеет гладкую и точную сопряженную поверхность 6. Шайба и втулка соединены базовыми поверхностями при помощи винтов 7.
Устройство работает следующим образом.
На деталь, имеющую на конце резьбу и прилегающий к резьбе проверяемый торец, навинчивают устройство для контроля до упора в сопряженную поверхность 6 базирующей шайбы 5. Затем щупом в трех выемках 3 проверяют зазор между проверяемым торцем детали и базовым торцем 6 шайбы. Для удобства навинчивания и свинчивания на наружной поверхности втулки 1 нанесена сетчатая накатка.
Использование устройства в условиях массового производства позволит повысить точность и производительность контроля перпендикулярности торца относительно оси наружной резьбы детали. Это приведет к равномерному распределению усилия по всей поверхности торца детали при ее установке во время сборки, обеспечивая тем самым качество и долговечность, надежную работу в узле машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля биения торца относительно оси наружной резьбы детали | 1980 |
|
SU1012008A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ МЕЖЦЕНТРОВОГО РАССТОЯНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2117238C1 |
| Устройство для контроля взаимного расположения поверхностей детали | 1988 |
|
SU1562671A1 |
| СПОСОБ КОНТРОЛЯ РЕЗЬБОВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2051327C1 |
| Прибор для двухпрофильного контроля цилиндрических зубчатых колес | 1990 |
|
SU1712770A1 |
| Устройство для контроля пересечения осей деталей | 1989 |
|
SU1702163A1 |
| Устройство для контроля соосности отверстий | 2022 |
|
RU2790047C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАЗМЕРОВ ИЗДЕЛИЙ | 2002 |
|
RU2269090C2 |
| Устройство для измерения отклонений от перпендикулярности торцевой поверхности отверстия относительно его оси | 2024 |
|
RU2826964C1 |
| Устройство для контроля отклонений пересечения осей пересекающихся отверстий и от их перпендикулярности | 1988 |
|
SU1587316A1 |
Изобретение относится к измерительной технике, а именно к средствам для контроля перпендикулярности торца относительно оси наружной резьбы детали. С целью повышения удобства эксплуатации резьбовая оправка выполнена в виде втулки 1 с резьбой на внутренней цилиндрической поверхности, на одном из торцев 2 которой выполнены выступы, устройство также снабжено базирующей шайбой 5, размещенной на выступах 2 и жестко соединенной с втулкой 1, а в качестве измерительного элемента использован щуп, предназначенный для поочередного введения в выемку 3 между выступами и взаимодействия с торцем контролируемой детали. 2 ил.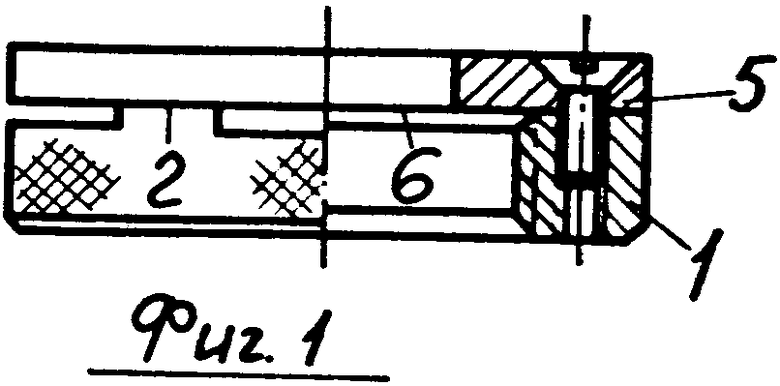
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПЕРПЕНДИКУЛЯРНОСТИ ТОРЦА ДЕТАЛИ ОТНОСИТЕЛЬНО ЕЕ БОКОВОЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ, содержащее резьбовую оправку, предназначенную для взаимодействия с контролируемой деталью, и измерительный элемент, отличающееся тем, что, с целью повышения удобства в эксплуатации, оправка выполнена в виде втулки с резьбой на внутренней цилиндрической поверхности, на одном из торцев которой выполнены выступы, устройство снабжено базирующей шайбой, размещенной на выступах и жестко соединенной с втулкой, а в качестве измерительного элемента использован щуп, предназначенный для поочередного введения в выемки между выступами и взаимодействия с торцем контролируемой детали.
| Пневматический бурильный молоток | 1952 |
|
SU95970A1 |
