Изобретение относится к машиностроению и металлургии и может быть использовано для восстановления электродов электросталеплавильных печей.
Известен способ восстановления сборных графитированных электродов, который по существу аналогичен способу их сборки и включает удаление в отходы вышедшей из строя части (какой бы длины она не была, а это, как правило, 1,5-7 м) электрода, расположение оставшейся части электрода на сборочном стенде, навинчивание на цилиндрический или конический ниппель нового унифицированного (длина 2,5 м) составного элемента электрода (это может повторяться для наращивания электрода до рабочей длины 5-7,5 м).
Указанный способ обладает следующими недостатками: большая доля неиспользованных при восстановлении элементов электрода (весь бой, образовавшийся при хранении и транспортировании, а также нижняя отходная часть (длиной 7 м) работавшего электрода), возможность применения при восстановлении только новых унифицированных элементов и т. д.
Наиболее близким по технической сущности, т. е. прототипом является способ восстановления электродов, предусматривающий использование новых и восстановленных элементов (секций) электродов путем их сборки на конических ниппелях, причем восстановлению подвергают вышедшие (при эксплуатации, сборке, хранении, транспортировании) и использования элементов путем их механической обработки типовым лезвийным токарным режущим инструментов на токарно-винторезном станке. Вышедшие из пользования элементы при механической обработке разрезают на части так, чтобы для восстановления далее использовались только элементы цилиндрической формы мерной (1,7-2 м) длины. Такие элементы далее обрабатывают следующим образом. Элемент базируют и зажимают в патроне станка с возможностью вращения вокруг оси центров вместе с патроном, для обеспечения взаимного расположения элемента и режущего инструмента, обладающего возможностью перемещения вдоль оси центров или по образующей конуса, протачивают в районе другого торца элемента, со стороны этого торца изготавливают гнездо (коническое глухое отверстие) под соответствующие размеры ниппеля, нарезают в гнезде резьбу под шпиндель (способ описан подробно для понимания причин его недостатков ( (технологический процесс 0201029.01140.00117 завода "Амурсталь", разработанный ГосНИИЭП в 1987 г. ).
К недостаткам способа относятся следующие:
ограниченный ассортимент используемых для восстановления элементов (отходов), т. к. используется только цилиндрическая форма, только при условии, что длина элементов 1,7-2 м значительно (более 2,5 раз) превышает его диаметр (т. е. площадь продольного сечения значительно превышает его диаметр (т. е. площадь продольного сечения значительно превышает площадь поперечного сечения, т. к. именно форма и величина поперечного сечения ограничивает применение отходов из-за того, что в поперечное сечение должно быть вписано гнездо под ниппель), ниппель и, следовательно, гнезда под них только конической формы;
дефицит и высокая стоимость ниппелей;
сложность механической обработки по конической поверхности, особенно нарезание резьбы;
ограниченная номенклатура применяемого режущего инструмента и оборудования, чем ограничены технологические возможности способа, т. к. используется только типовой лезвийный токарный инструмент, обработка ведется только в горизонтальном положении элемента на токарно-винторезном станке, что позволяет вести обработку только при вращении элемента электрода и перемещения инструмента;
низкая точность и качество обработки, что приводит к перекосам и поломкам при сборке и эксплуатации и связано с отсутствием контроля при обработке взаимного расположения инструмента и элемента, т. к. схема их базирования не позволяет обеспечить контроль взаимного расположения.
Целью изобретения является снижение затрат за счет расширения ассортимента используемых элементов и снижение потребности в ниппелях, расширение технологических возможностей за счет применения различных обрабатывающих приспособлений и/или различного станочного оборудования со специальной оснасткой (устройствами для осуществления способа), упрощение механической обработки и повышение точности за счет обеспечения базирования и расположения инструмента и элемента электрода.
Это достигается тем, что в способе восстановления электродов, включающем механическую обработку элементов электродов и последующее соединение их между собой, механической обработке подвергают элементы электродов правильной и неправильной формы, в том числе конической выпуклой с величиной отношения длины к диаметру в плоскости обработки более двух;
стыкуемые поверхности выполняют по торцу и/или по гнезду, и/или по шипу, и/или по любому их сочетанию;
гнезда выполняют конические или цилиндрические, или на части стыкуемых поверхностей элементов электродов выполняют конические гнезда, а на части - цилиндрические, или на одном торце выполняют гнездо, а на другом - стыкуемом с ним, ответный гнезду выступ;
механическую обработку осуществляют посредством режущего инструмента, смонтированного в переналаживаемом приспособлении с собственным приводом формообразующих движений или с использованием привода стандартного и нестандартного оборудования;
сборку элементов в электрод осуществляют с помощью ниппелей посредством резьбового соединения по гнездам стыкуемых поверхностей, и/или с помощью ниппелей безрезьбовым соединением, и/или посредством шипового соединения, и/или путем непосредственного соединения торцов элементов;
при сборке применяют дополнительные средства соединения элементов между собой, используя клеющие, флюсующие, образующие адгезионные и когезионные связи материалов, а также средства для разъемного соединения типа штифтовых, муфтовых, пазовых.
При механической обработке элементов электродов элементы электродов и обрабатывающий инструмент устанавливают с возможностью относительного вращательного и возвратно-поступательного перемещения.
Перед механической обработкой осуществляют базирование элементов электродов при любом пространственном расположении элементов электродов и инструмента.
В процессе базирования положение элементов электродов и инструмента контролируют с помощью лазерного луча, светового луча, уровнемера, ложементов.
При базировании на базу берут торец элемента электрода или его наружную поверхность, или центровое, или иное направляющее отверстие на поверхности элемента электрода, или базируют средства, несущие режущий инструмент.
Предлагаемый способ иллюстрируется фиг. 1-5.
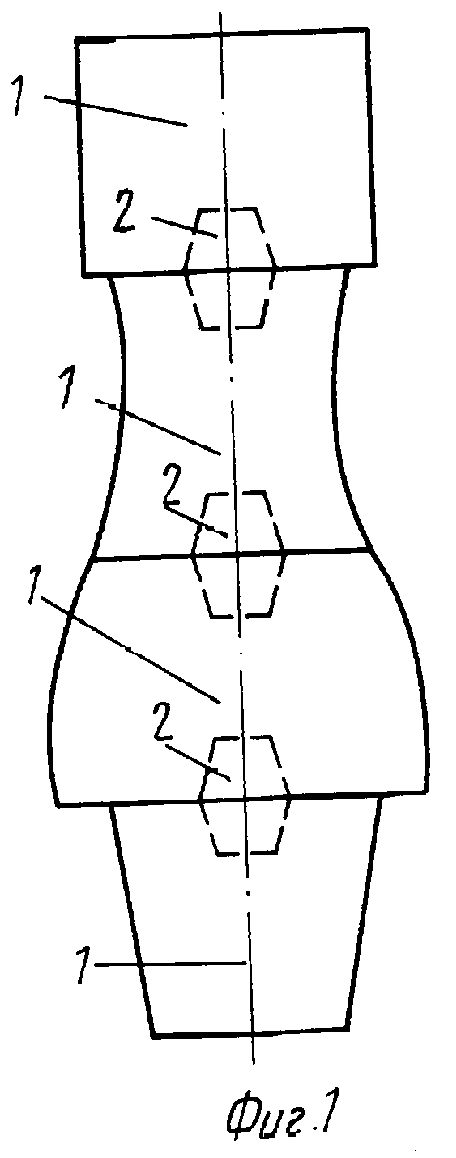
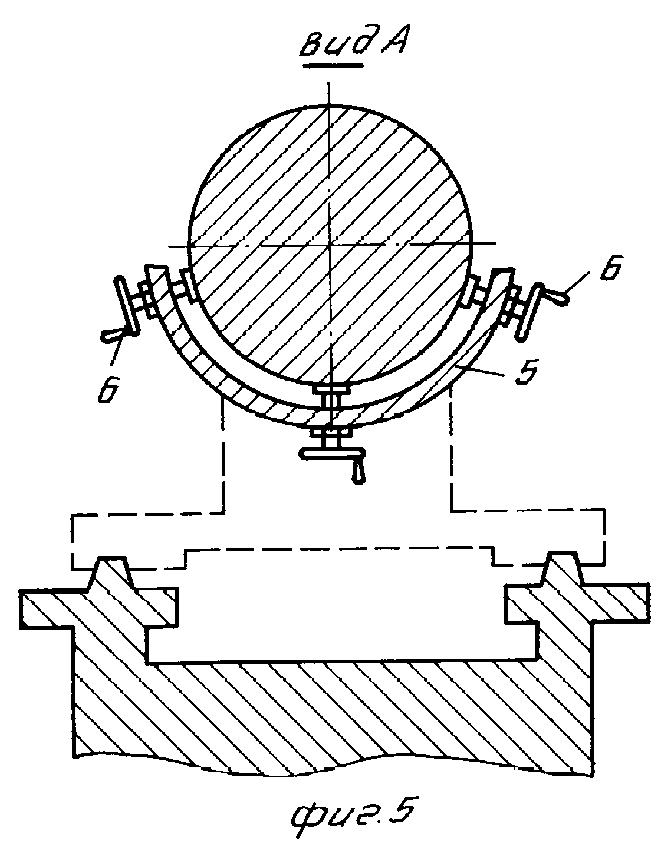
На фиг. 1 показана схема электрода, состоящая из элементов 1 с различной формой наружной поверхности и различным соотношением длин и диаметров (схема электрода собрана на конических ниппелях 2); на фиг. 2 - схема сборки электрода на конических и цилиндрических ниппелях, устанавливаемых в резьбовые гнезда 3 элементов электродов; на фиг. 3 проиллюстрировано исполнение стыкуемых поверхностей элементов при сборке без ниппеля, где на одном из элементов выполнен резьбовой выступ 4, сопрягаемый с гнездом 3; на фиг. 4 - схема установки элемента с помощью ориентирующего приспособления 5 (ложемента) с регулировочными элементами 6 на обрабатывающем оборудовании токарного типа при обработке торца и гнезда элемента профильным обрабатывающим приспособлением (инструментом) 7 с формообразующими движениями, показанными стрелками А и В; на фиг. 5 - сечение А-А на фиг. 4.
Брали из отходов элементы электродов цилиндрической, конической, вогнутой (седлообразной) и выпуклой (бочкообразной) формы. В торцевом сечении часть из них имела форму близкую к окружности и с отклонениями от окружности и симметрии. При дальнейшей их обработке по способу-прототипу часть из них оказывались пригодными (фиг. 1) для дальнейшей сборки в электрод. Причем годными оказывались элементы с любой формой, негодными оказывались те, в которых из-за неточностей расположения элемента на станке гнезда под ниппель оказывались не соосны или с перекосом к оси элемента или/либо длина элемента оказывалась недостаточной для размещения гнезда под заданные размеры ниппеля.
Но ассортимент (по форме) используемых элементов в сравнении с прототипом расширился.
По результатам примера 1 провели исследование пригодности элементов для использования по предлагаемому способу. Исследование проводили по критериям
отношение диаметра элемента к диаметру ниппеля;
отношение длины элемента к длине ниппеля.
Каждый из этих критериев и оба они вместе дают необходимую информацию для отбора отходов, пригодных к механической обработке по предложенному способу, пригодных к механической обработке по предложенному способу. Но они малоэффективны при криволинейной (вогнутой, выпуклой, переменной кривизны) форме элемента в направлении его длины, т. к. диаметр существенно переменен по длине и само понятие диаметр не всегда подходит из-за несимметричности элемента в различных торцевых сечениях. Наиболее удобным оказался следующий критерий: величина отношения длины элемента к его диаметру в плоскости обработки. Пригодными оказываются те элементы, у которых величина этого отношения более двух.
Предлагается при сборке электрода (фиг. 2) применять и конические и цилиндрические ниппели, что частично решает вопрос дефицита тех или других ниппелей. Такая сборка электрода осуществлена, электрод в работе испытан. Его эксплуатация не ухудшилась. Применяется также и безниппельное соединение. Для этого соединение элементов осуществляли также по резьбе, но в одном элементе выполняют гнездо, а во втором, стыкуемом с первым элементом, выполняют ответный гнезду резьбовой выступ соответствующих размеров (фиг. 3). Такое соединение удовлетворяло требованиям сборки, электрод работал нормально в условиях эксплуатации. Некоторым ограничением является то, что материал секций по прочности уступает прочности материала ниппелей. Так как в собранном виде (7-10 м длины) электрод имеет значительную массу, то целесообразно в верхней его части (где действующие усилия выше) применять соединение элементов посредством ниппелей, в нижней его части (до трети или половины общей длины электрода) - безниппельное соединение.
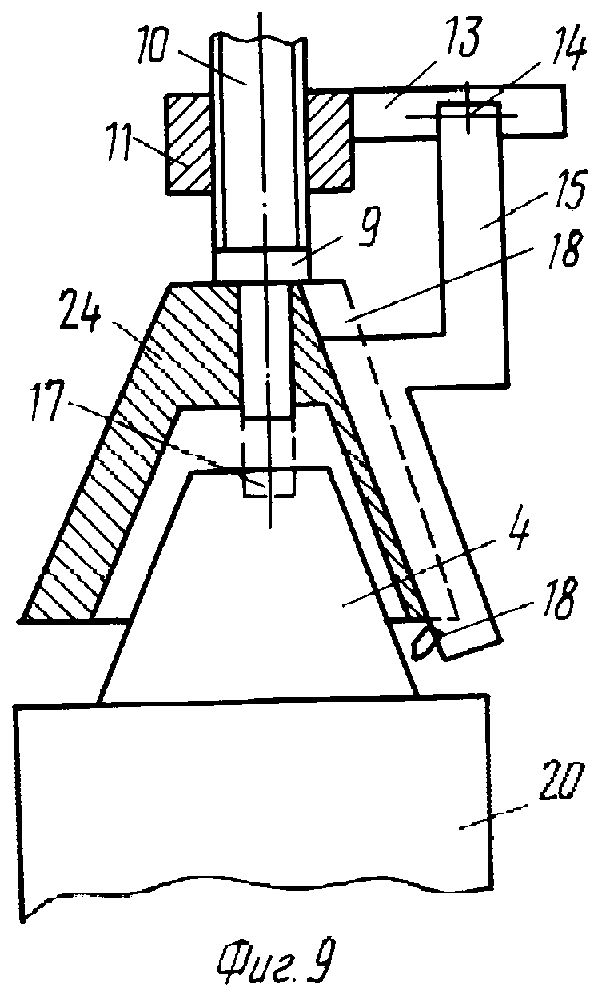
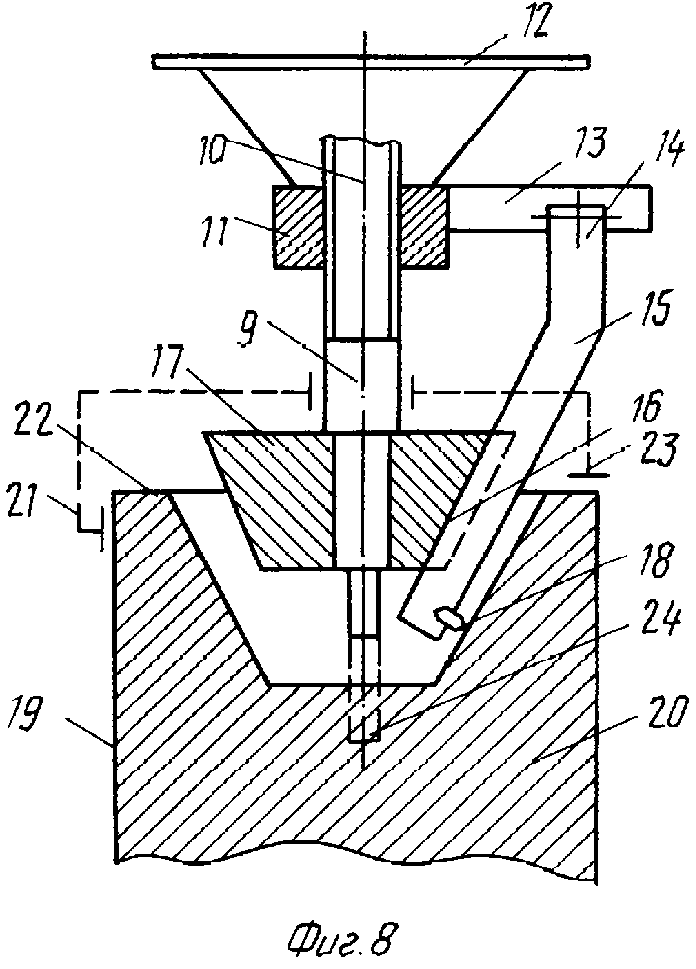
В способе используют профильный режущий инструмент, имеющий размеры и форму по размерам и форме гнезда, т. е. позволяющий сразу получить при обработке гнезда (фиг. 4), также и по обработке торца. Такой инструмент может быть смонтирован в переналаживаемом обрабатывающем приспособлении на типовом станочном или ином оборудовании для механической обработки. Привод его формообразующих движений может быть собственным или заимствован от оборудования (фиг. 4). Переналаживаемое приспособление также может позволять нарезать резьбу в гнездах или на выступах конической или цилиндрической формы.
Испытания по применению такого инструмента проведены и позволили существенно упростить обработку, повысить ее производительность и точность, увеличить использование отходов.
Использование переналаживаемых обрабатывающих приспособлений позволяет проводить механическую обработку элементов при любом сочетании формообразующих движений элемента и инструмента, необходимых для формообразования торца элемента, гнезда в нем и резьбы в гнезде. Так, обработка может осуществляться при вращении инструмента (или обрабатывающего приспособления, несущего на себе инструмент) и перемещения элемента электрода (фиг. 4), при вращении и перемещении инструмента с неподвижным элементом (например, на расточном станке), при вращениях и инструмента (если инструмент - фаза) и элемента с перемещением одного из них или и того и другого. На фиг. 4 показан пример реализации способа с применением обрабатывающего приспособления (устройство описано далее) при обработке на токарном станке, где реализована обработка при следующих формообразующих движениях: А - вращение профильного обрабатывающего и конического гнезда и торца; В - перемещение элемента. Обрабатывающие приспособления могут предусматривать укладку элемента на ложементы (постель) с вращением ложемента вокруг оси элемента или без вращения.
Точность сборки электрода на ниппелях или без них во многом зависит от точности изготовления стыкуемых поверхностей и особенно резьбовой поверхности. Точность изготовления стыкуемых поверхностей зависит от ряда причин, но во многом она предопределяется тем, насколько правильно обеспечено взаимное расположение инструмента и элемента перед механической обработкой стыкуемых поверхностей элементов.
В способе взаимное расположение (и естественно последующая обработка) осуществляется в том числе на расточных, сверлильных и иных станках, служащих для механической обработки. Более того для достижения требуемого расположения при непостоянных форме и размерах элементов предлагается применять специальное ориентирующее приспособление на оборудовании, оснащенное средствами регулирования расположения элемента и/или инструмента. Кроме того, предлагается взаимное расположение осуществлять с применением специальных средств контроля. В качестве таких средств контроля могут быть использованы устройства с лазерным (нами опробовано) или световым лучом, калимматоры и автокалимматоры, уровнемеры (опробовано). Допустимо также контроль взаимного расположения осуществлять по методу пробных обработок. Контроль также осуществим при укладке элемента на ложемент.
Применение переналаживаемых обрабатывающих приспособлений, ориентирующих приспособлений, ложементов и других устройств позволяет осуществлять механическую обработку (и соответственно обеспечение взаимного расположения инструмента и элемента) практически при любом их пространственном расположении (ориентировании элемента). Так, фактически опробована обработка в вертикальном положении (с применением радиально-сверлильного станка и обрабатывающих приспособлений), в горизонтальном (на расточном станке) и наклонном (с применением ориентирующих приспособлений, т. е. ложементов (фиг. 4).
Точность, производительность и простота обработки во многом предопределены еще и схемой базирования инструмента относительно элемента электрода.
Предложенное расширение номенклатуры используемых отходов, станочного оборудования, обрабатывающих приспособлений и ложементов позволяет выбрать и реализовать по существу любую схему взаимного базирования инструмента и элемента как при достижении необходимого их взаимного расположения, так и при механической обработке. Так, базирование может быть осуществлено по торцу элемента электрода, по наружной поверхности электрода (опробовано при специальных накладных обрабатывающих приспособлениях), на центровом или направляющем отверстии (поверхности) либо при сочетании указанных базирований (опробовано одновременное базирование по наружной поверхности и центровому отверстию).
Точность и простота сборки важны. Но особенно важна прочность соединения элементов электрода между собой по стыкуемым поверхностям. Обычно применяют резьбовое соединение на ниппелях. Но резьбовые поверхности сложно изготавливать.
Безрезьбовое соединение элементов при сборке осуществляют следующим образом.
а) ниппель и гнезда тех же размеров выполняют без резьбы с высоким качеством поверхности. Сопрягают поверхности (вводят друг в друга с усилием и проворотом, нагревают тот торец, где выполнено гнездо, охлаждают ниппель), т. е. образовывают соединение за счет сил трения и дополнительно штифтуют (засверливают насквозь поперек электрода и вгоняют штифт). Такое соединение обеспечивает требуемую прочность соединения.
б) При безниппельном соединении (гнездо-выступ) все выполняют аналогично.
в) Соединение элементов выполняют аналогично, но по наружному диаметру электрода в месте стыка элементов устанавливают металлическую муфту (стяжку), препятствующую осевому и радиальному смещению элементов.
г) Соединение элементов выполняют аналогично, но на стыкуемые поверхности наносят смесь (состав здесь не раскрыт), которая затем флюсуется с образованием прочного стыка элементов. Наносят также материалы, образующие затем когезионное или адгезионное сцепление поверхностей стыка между собой. Наносят также клеющие составы, но при этом необходимо соблюдение требований: вводимое или образующееся соединение должно быть достаточно термостойким, электропроводным, прочным и не опасным для здоровья.
д) Соединение выполняют в шип. Например, шип типа ласточкина хвоста, т. е. в торце одного элемента выполняют паз специальной формы, в торце другого - ответный выступ. Выступ вводят в паз (образуется шиповое замковое соединение) и при необходимости фиксируют (склеивают).
Предлагается также устройство, названное переналаживаемым обрабатывающим приспособлением и служащим для нарезания резьбы в коническом или цилиндрическом гнезде элемента или нарезания резьбы на коническом или цилиндрическом выступе элемента электрода.
Аналогом является решение (авт. св. СССР N 248434, кл. В 23 Р 15/00), содержащее взаимодействующие с оправкой инструменты для механической обработки и привод формообразующих движений. Недостатком устройства является его малая пригодность для нарезания конических резьб, особенно на внутренних поверхностях.
Наиболее близким по технической сущности к заявляемому объекту является устройство (авт. св. N 1558586, кл. В 23 С 5/00) для фрезерования внутренней резьбы, содержащее инструмент в виде фрезы, кинематически связанный с приводом вращения, оправку с узлами для размещения инструмента, механизм осевого перемещения в виде пары винт-гайка.
Недостатком устройства являются его сложность и ограниченные технологические возможности.
Целью изобретения является упрощение конструкции и эксплуатации устройства, а также расширение технологических возможностей.
Это достигается за счет обеспечения траектории перемещения инструмента по
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродов и устройство для его осуществления | 1991 |
|
SU1801076A3 |
| Способ восстановления электродов и устройство для контроля качества резьбы элементов электродов | 1992 |
|
SU1838071A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СБОРНЫХ ЭЛЕКТРОДОВ ДЛЯ ДУГОВЫХ ПЕЧЕЙ И УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТОРЦАХ ЭЛЕМЕНТОВ ЭЛЕКТРОДА | 1992 |
|
RU2053088C1 |
| УСТРОЙСТВО ДЛЯ ВВИНЧИВАНИЯ ТЯЖЕЛЫХ НИППЕЛЕЙ В ЭЛЕКТРОД | 2008 |
|
RU2398367C2 |
| СПОСОБ СБОРКИ ЭЛЕКТРОДА | 1992 |
|
RU2006190C1 |
| СПОСОБ ВВИНЧИВАНИЯ НИППЕЛЯ В ЭЛЕКТРОД | 2004 |
|
RU2270535C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| РЕЗЬБОВОЙ НИППЕЛЬ, УГОЛЬНЫЙ ЭЛЕКТРОД И ЭЛЕКТРОДНЫЙ УЗЕЛ | 2007 |
|
RU2395178C2 |
| Устройство для свинчивания электродов | 1979 |
|
SU856045A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |





Использование: относится к машиностроению. Сущность изобретения: механической обработке подвергают элементы электродов правильной и неправильной формы с величиной отношения длины элемента к его диаметру более двух. Стыкуемые поверхности выполняют по торцу или по гнезду, или по шипу, или по любому их сочетанию. Сборку осуществляют на резьбовых или безрезьбовых ниппелях или с применением шипового соединения, или с применением клеющих, флюсующихся и других материалов. Для механической обработки стыкуемых поверхностей применяют инструмент, смонтированный в переналаживаемом приспособлении. 2 с. и 7 з. п. ф-лы, 10 ил.
