Изобретение относится к литейному производству, в частности к центробежному литью биметаллических чугунных заготовок.
Известен способ получения биметаллических чугунных заготовок, в том числе прокатных валков, заключающийся в том, что форму располагают вертикально, заливают чугуном, соответствующим по составу рабочему слою, а после затвердевания его в полости бочки на нужную толщину осуществляют вытеснение залитого еще жидкого металла чугуном другого состава, необходимого для формирования сердцевины бочки и шеек валка.
Этот способ очень дорог (двойной расход металла, в том числе легирующих элементов), не обеспечивает стабильной толщины рабочего слоя по высоте и ее соответствия заданной.
Известен другой способ, в котором рабочий слой получают методом центробежного литья, затем заливают после затвердевания наружного металла и его охлаждения еще на 20-49oC ниже tсол первую порцию расплава внутреннего слоя при увеличении частоты вращения на 10-15% от номинальной, поворачивают форму в наклонное положение (угол 30-45o) и после снижения частоты вращения до 0,05-0,20 от номинала заливают вторую порцию расплава внутреннего слоя, далее форму переводят в вертикальное положение, останавливают и заливают оставшуюся часть металла внутреннего слоя (авт. свид. СССР N1156835 кл. B 22 D 13/00, 1985).
Этот способ имеет недостатки, один из них в том, что слой окислов, образующийся на стыке металлов, не позволяет стабильно обеспечить хорошее сваривание, устранить возможное размывание рабочего слоя и образование в нем трещин. Для чугуна, используемого в качестве наружного слоя валков, интервал температуры солидус меняется в пределах разбега состава по марке от 1013 до 1136oC.
Расчетная температура tсол составляет 1074,5oC.
Рекомендуемая температура наружного слоя при заливке металла сердцевины (tсол 20-49oC) лежит внутри интервала этих температур (1136-1013oC), т.е. такой предел не обеспечивает заливку чугуна на уже затвердевший металл рабочего слоя и делает возможным его размывание и переход хрома в металл сердцевины, что также недопустимо.
Наиболее близким к изобретению является способ центробежной отливки биметаллических чугунных заготовок, включающий заливку в форму металла наружного слоя при вращении изложницы вокруг горизонтальной оси, подачу в струю заливаемого металла флюсообразующей смеси, поворот формы в вертикальное положение после затвердевания наружного слоя, при снижении температуры наружного слоя на 30-350oC ниже температуры солидуса заливку металла внутреннего слоя (авт. свид. СССР N 448056, кл. B 22 D 13/00, 1974).
Недостатком способа является образование трещин в заготовке, несваривание и размывание слоев заготовки ввиду нестабильности процесса ввода флюса. Отсутствие теплоизоляционного слоя на поверхности не обеспечивает заданную твердость и структуру рабочего слоя валка.
Задачей изобретения является сокращение брака по трещинам, несвариванию и размыванию слоев заготовки, улучшение структуры заготовки.
Указанный технический результат обеспечивается тем, что на внутреннюю поверхность изложницы наносят слой теплоизоляции толщиной 3,0 - 7,0% от толщины наружного слоя металла, флюс в количестве 1,5-2,5% от массы чугуна наружного слоя вводят, начиная с 10-15% времени от начала заливки и заканчивая за 10-15% времени до окончания процесса заливки.
Способ осуществляется следующим образом.
На рабочую (внутреннюю) поверхность изложницы, вращающейcя с начальной скоростью, наносится слой теплоизоляции толщиной 3-7% от толщины наружного слоя биметаллической заготовки, заливают чугун наружного слоя, вводят в его струю флюс в количестве 1,5-3,5% от массы металла наружного слоя, при этом начинают вводить флюс через 10-15% времени от начала заливки и кончают за 10-15% времени от конца процесса заливки.
После окончания заливки наружного слоя и его затвердевания вращение изложницы прекращают, поворачивают ее в вертикальное положение и при температуре внутренней поверхности на 50-100oC ниже температуры его затвердевания (1000-950oC) заливают металл сердцевины и шеек.
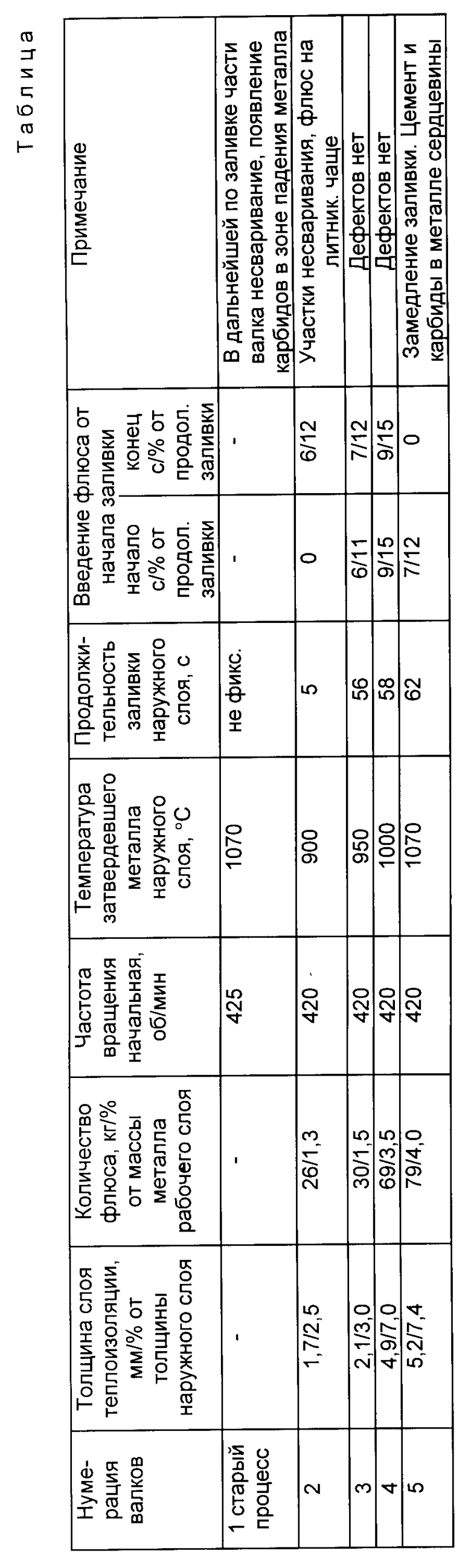
Способ опробован в производственных условиях акционерного общества "КЗПВ" г. Кушвы путем листопрокатных биметаллических валков для Карагандинского металлургического завода (см. таблицу).
На изложницу наносили слой теплоизоляционной смеси. Толщина рабочего слоя валка составляла 70 мм.
При толщине слоя теплоизоляции, большей 4,9 мм (7% от толщины наружного рабочего слоя), получить заданную твердость и структуру металла рабочего слоя валка не удавалось, а при ее толщине менее 2,1 мм (3%) в заготовке иногда начинали образовываться мелкие трещины, поэтому пределами толщины возможного применения теплоизоляции являются 3,0 -7% от толщины рабочего (наружного) слоя металла.
Перед заливкой форме (изложница со слоем теплоизоляции) придавали вращение вокруг горизонтальной оси с частотой 420 об/мин. Определение частоты вращения производили по формуле  , где n - обороты формы в минуту, K - гравитационный коэффициент, он должен быть в пределах 60-80, R - радиус наружной поверхности отливаемой заготовки, м.
, где n - обороты формы в минуту, K - гравитационный коэффициент, он должен быть в пределах 60-80, R - радиус наружной поверхности отливаемой заготовки, м.
Для рабочего слоя применяли высокохромистый чугун. Продолжительность заливки составляла 55-62 с.
Начиная с 7-10 с после начала заливки и кончая 48-50 с на струю металла подавали флюс.
Если начинать вводить флюс ранее 10% времени заливки, он с металлом попадает в еще не прогретый литниковый канал, прилипает там и затрудняет процесс заливки, иногда перекрывал канал. Подача флюса с последними порциями металла, т. е. в последние 10-15% периода заливки, ведет к налипанию флюса на стенках заливочной чаши, количество попавшего с металлом флюса становится переменным, т.е. процесс теряет стабильность.
Количество используемого флюcа определяется массой металла наружного слоя получаемой отливки. Если флюса используют менее 1,5% от массы металла наружного слоя, то пленка его оказывается очень тонкой, быстро охлаждается и не может рафинировать металл, т.е. не растворяет окислы, в первую очередь хрома, образующиеся на внутренней поверхности затвердевшего наружного слоя. Отмечается несваривание слоев металла.
Если используется более 3,5% флюса, то на его прогрев и расплавление не хватает тепла перегрева металла наружного слоя. На стыке слоев обнаруживаются твердые частицы флюса и около них местные скопления окислов.
После затвердевания металла наружного слоя подача энергии к двигателям центробежной машины прекращается, вращение изложницы замедляется. Она останавливается, переводится в вертикальное положение и при температуре внутренней поверхности залитого металла от 950 до 1000oC начинается заливка всего металла сердцевины.
Однако при снижении температуры затвердевшего металла ниже 950oC появляются участки несваривания. Температура 1000oC также является предельной: при более высокой температуре металла начинается его подплавление за счет тепла перегрева заливаемого металла сердцевины и появление в ней легирующих элементов наружного слоя, что ведет к его охрупчиванию. Температура металла сердцевины при заливке поддерживается в пределах 1330-1340oC.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1998 |
|
RU2122921C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ПРОКАТНЫХ ВАЛКОВ | 1996 |
|
RU2109595C1 |
| ЧУГУН | 1998 |
|
RU2124066C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2004 |
|
RU2262413C1 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| ПРОТИВОПРИГАРНАЯ ТЕПЛОИЗОЛЯЦИОННАЯ КРАСКА ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2007 |
|
RU2355505C1 |
| Способ центробежного литья биметаллических прокатных валков | 2019 |
|
RU2727461C1 |
Способ относится к литейному производству. На внутреннюю поверхность изложницы наносят слой теплоизоляции толщиной 3,0 - 7,0 % от толщины наружного слоя металла. Заливают металл наружного слоя во вращающуюся вокруг горизонтальной оси форму. Начиная с 10 - 15 % времени от начала заливки и заканчивая за 10 - 15 % времени до окончания заливки вводят в струю металла флюс. Количество флюса 1,5 - 2,5 % от массы чугуна наружного слоя. Сокращается брак по трещинам, несвариванию или размыванию слоев заготовки. 1 табл.
Способ центробежной отливки биметаллических чугунных заготовок, включающий заливку металла наружного слоя во вращающуюся вокруг горизонтальной оси форму, подачу в струю заливаемого металла флюса, затвердевание наружного слоя, установку формы в вертикальное положение и заливку металла внутреннего слоя при температуре наружного слоя на 50 - 100oC ниже температуры затвердевания металла наружного слоя, отличающийся тем, что на внутреннюю поверхность изложницы наносят слой теплоизоляции толщиной 3,0 - 7,0% от толщины наружного слоя металла, флюс в количестве 1,5 - 2,5% от массы чугуна наружного слоя вводят, начиная с 10 - 15% времени от начала заливки и заканчивая за 10 - 15% времени до окончания процесса заливки.
| Способ центробежной отливки биметаллических заготовок под синтетическим флюсом | 1972 |
|
SU448056A1 |
| SU 1156835 А, 23.05.85 | |||
| Способ центробежной отливки стальной заготовки | 1983 |
|
SU1135541A1 |
| СПОСОБ ПОЛУЧЕНИЯ 4-ТОЛУИДИН-3-СУЛЬФОНАТА НАТРИЯ | 1992 |
|
RU2010791C1 |
| СПОСОБ КУПИРОВАНИЯ ОПИЙНОЙ АБСТИНЕНЦИИ | 1996 |
|
RU2135172C1 |
| Секция комплектно-агрегатной механизированной крепи | 1989 |
|
SU1758240A1 |

