Изобретение относится к литейному производству, а именно к получению биметаллических чугунных заготовок, например прокатных валков, центробежным способом с использованием флюса, где в качестве рабочего слоя используют модифицированный магнием чугун и другие легированные чугуны.
Известен флюс [1] для электрошлаковой сварки металлов и сплавов, обеспечивающий высокую химическую активность и хорошо очищающий поверхность свариваемых кромок от оксидов, состоящий из следующих компонентов, мас.%:
Недостатком флюса является, то что флюс имеет высокую температуру плавления. Флюс очень «короткий» с узким температурным интервалом кристаллизации и высокой вязкостью при высоких температурах. Недостаточно хорошо растекается по нагретой поверхности металла и плохо рафинирует жидкий металл от неметаллических включений.
Известен бористый флюс [2], применяющийся для растворения тугоплавких оксидов алюминия, титана и других элементов при сварке нержавеющих сталей, содержащий, мас.%:
Для сварки высокобористых сталей из данного флюса убрана бура, а соотношение компонентов взято в следующем отношении, мас.%:
Недостатком данного флюса является то, что флюс очень «короткий» с очень малой вязкостью при высоких температурах, плохо защищает металл от окружающей среды и недостаточно рафинирует металл от газов и неметаллических включений.
Известен флюс [3], предназначенный преимущественно для электрошлаковых процессов, состоящий из следующих компонентов: мас.%:
В состав данного флюса дополнительно может быть введен криолит - 15 мас.%. Борный ангидрид снижает температуру плавления и повышает химическую активность флюса. Для перевода «короткого шлака» в «длинный» и повышения температуры плавления в его составе присутствует окись бария и окись хрома. Присутствующая окись кальция обеспечивает повышенную десульфурацию металла. При необходимости снижения температуры электрошлаковой ванны и защиты металлической ванны от окружающего воздуха в состав флюса вводят криолит.
Состав данного флюса обеспечивает хорошую электропроводность и вязкость, быстрое и легкое установление электрошлакового процесса и его устойчивое протекание в широком диапазоне токов и напряжений, хорошую отделимость шлаковой корки от затвердевшего металла, высокую производительность и качество переплавленного металла.
Недостатком данного флюса является, то что он даже с добавками криолита имеет достаточно высокую температуру плавления ˜1250°С, плохо растекается по поверхности металла. Из-за высокой химической активности и присутствия оксидов бария и хрома плохо рафинирует металл от оксидных неметаллических включений.
Известен модифицирующий флюс для центробежного литья чугунных заготовок, содержащий неметаллическую составляющую и порошок железа 5-85%. Шлакообразующая часть содержит оксиды алюминия, кремния, натрия, кальция, бора и фторид кальция [4].
Данный флюс имеет низкую температуру плавления (˜850°С), покрывает внутреннюю поверхность плотной пленкой, препятствует проникновенно к металлу кислорода, т.е. предохраняет металл от окисления.
Недостатком данного флюса является то, что он не всегда обеспечивает удаление оксидной пенки на высоколегированных чугунах, например хромистых. Флюс имеет также высокое температурное сопротивление, замедляя отвод тепла от внутренних зон залитого чугуна, укрупняя зерно и снижая твердость чугуна, и тем самым ухудшая эксплуатационные свойства рабочего слоя прокатного валка.
Известен флюс [5] для центробежного литья чугунных заготовок прокатных валков, обеспечивающий снижение брака по несвариваемости двух слоев металла, а также структуре и твердости внутренних зон наружного слоя прокатного валка.
Флюс содержит следующие компоненты, мас.%:
(SiO2) оксид кремния - 20-25
(СаО) оксид кальция - 25-35
(CaF2) фторид кальция - 20-25
(NaF) фторид натрия - 2-3
(Na2B4O7) бура - 10-15
(Na2СО3) сода - 5-10
(Al2O3) оксид алюминия - 1,5
(MgO) оксид магния - 1,5
(KCl или NaCl) хлорид калия или натрия - 5-10
(Al) порошок алюминия - 0,5
(FeCr, FeB, FeTi, FeV) порошок ферроматериалов -1-3
Недостатком этого флюса является то, что он относится к очень «коротким» флюсам, с малым температурным интервалом кристаллизации, из-за присутствия ферроматериалов недостаточно хорошо растекается по поверхности кристаллизующего металла, что приводит к частичному окислению незащищенных участков металла и как следствие к несвариваемости двух слоев металла.
Известен флюс [6] для центробежной отливки заготовок из медных сплавов, содержащий мас.% (прототип):
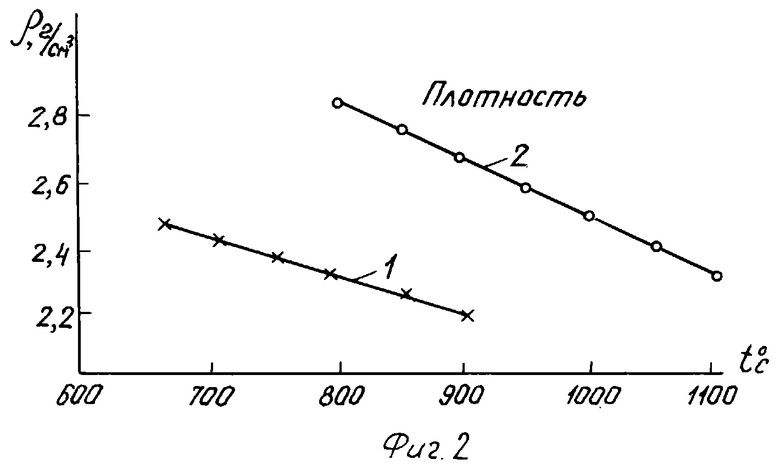
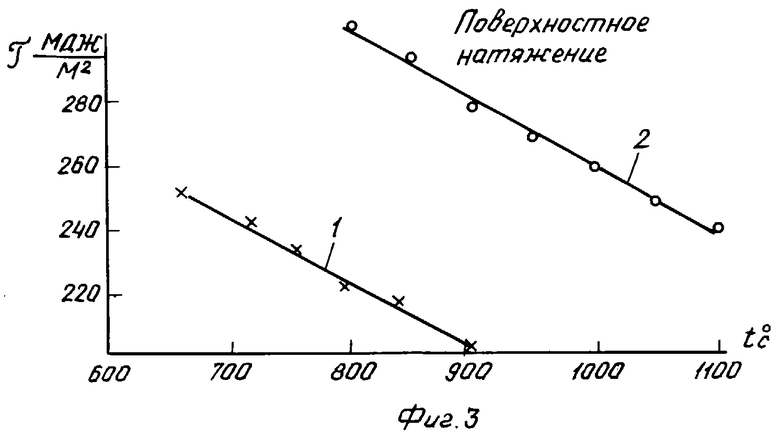
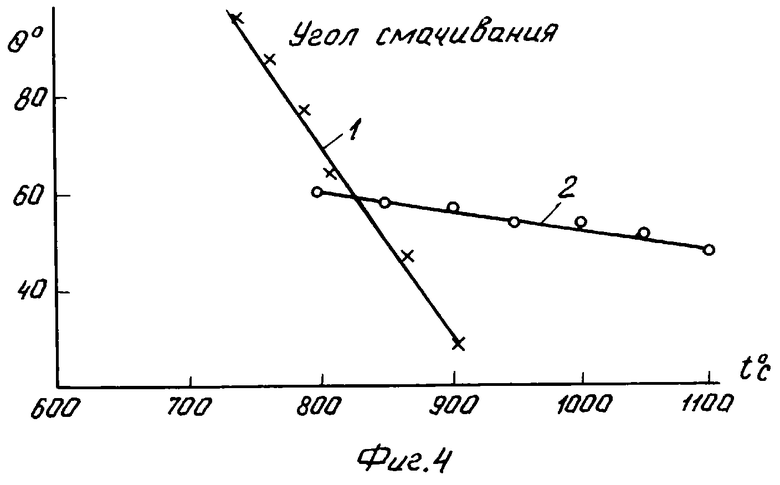
Проведенные физико-химические исследования флюса прототипа показали, что он имеет недостатки: флюс относится к очень «коротким» флюсам с малым температурным интервалом кристаллизации (см. фиг.1, кривая 1). Температура плавления флюса ˜620°С. При температурах 750-900°С флюс имеет низкую вязкость (1,0-0,4 П) (фиг.1, кривая 1), низкое поверхностное натяжение (240-200 мДж/м2) (фиг.3, кривая 1), невысокую плотность 2,4-2,2 г/см3) (фиг.2, кривая 1). При высоких температурах имеет очень малый угол смачивания (˜20°), который резко увеличивается при снижении температуры и при 750°С составляет ˜100° (фиг.4, кривая 1). При остывании флюс растрескивается.
Обладая такими физико-химическими свойствами, данный флюс не способен надежно защитить внутреннюю поверхность трубной заготовки чугунного прокатного валка от окисления при температурах 800-900°С и при установке трубной заготовки в вертикальное положение полностью стекает, оголяет поверхность металла из-за низких величин вязкости и поверхностного натяжения, что приводит к окислению металла и как следствие плохой свариваемости металлов при заливке сердцевины чугунного валка.
Технической задачей изобретения является уменьшение брака по причине несвариваемости двух слоев металла в заготовке чугунных валков, а также брака по структуре и твердости металла внутренних зон наружного слоя за счет придания флюсу оптимальных физико-химических свойств (вязкость, плотность, поверхностное натяжение, температура плавления, растекание), а также технологичности при заливке металла.
Поставленная задача достигается тем, что известный флюс для центробежного литья, содержащий кальцинированную соду (Na2СО3), силикатную глыбу (mNa2O·nSiO2), плавиковый шпат (CaF2), буру (Na2B4O7), отличающийся тем, что дополнительно содержит борат кальция и известняк при следующем соотношении, мас.%:
Известняк (СаО) - 8-12
Плавиковый шпат (CaF2) - 12-17
Кальцинированная сода (Na2СО3) - 3-8
Бура (Na2B4O7) - 10-12
Борат кальция (СаОВ2O3) - 35-40
Силикатная глыба (mNa2O·nSiO2) - остальное
При этом при введении бората кальция в количестве 35-40 мас.% значительно снижается температура плавления флюса и изменяются его физико-химические свойства. При введении менее 35 мас.% бората кальция температура плавления флюса снижается, но флюс остается «коротким».
При введении бората кальция более 40 мас.% вязкость флюса повышается даже в области высоких температур. Оптимальными физико-химическими свойствами и температурой плавления обладает флюс, содержащий 35-40 мас.% бората кальция, в сочетании с другими составляющими флюса, находящимися в определенных массовых соотношениях.
При введении во флюс известняка (СаО) более 12 мас.% повышается температура плавления, снижается смачиваемость металла флюсом.
Добавка менее 8 мас.% СаО мало снижает температуру плавления флюса. Добавки плавикового шпата (CaF2) более 17 мас.% разжижают флюс (вязкость снижается) и флюс становится более «коротким». Введение CaF2 менее 12 мас.% повышает вязкость флюса в области высоких температур и снижается смачиваемость металла флюсом.
Присутствие во флюсе кальцинированной соды (Na2СО3) более 8 мас.% разжижает флюс и делает его более «коротким», а добавки менее 3 мас.% Na2СО3 мало влияют на физико-химические свойства.
Добавки буры (Na2B4O7) более 12 мас.% снижают температуру плавления и увеличивают вязкость флюса, что приводит к снижению смачиваемости в области низких температур. Введение менее 10 мас.% Na2B4O7 не приводит к снижению температуры плавления флюса. Остальным компонентом флюса является силикатная глыба (mNa2O·nSiO2).
Таким образом, при оптимальном соотношении компонентов предлагаемого флюса достигается низкая температура плавления флюса, хорошая смачиваемость (угол смачивания 45-60°), достаточно низкая вязкость флюса способствует хорошему растеканию флюса по поверхности металла. Флюс становится «длинным», с широким интервалом кристаллизации. Повышение вязкости и поверхностного натяжения способствует хорошему «слипанию» флюса с металлом и тем самым надежно защищает металл от окисления.
Испытания предложенного флюса проводились на ОАО «Кушвинский завод прокатных валков».
На фиг.1, 2, 3, 4 отражены сравнительные показатели предлагаемого флюса с прототипом.
При высоких температурах вязкость флюса выше (2-3 П), чем у прототипа (0,4-1,0 П). При снижении температуры вязкость предлагаемого флюса постепенно увеличивается, флюс более «длинный», с широким температурным интервалом кристаллизации (фиг.1, кривая 2). Плотность флюса увеличилась (фиг.2, прямая 2) поверхностное натяжение повысилось (фиг.3, прямая 2). Особо следует отметить, что угол смачивания изменяется с 45° при 1100°С до 60° при 800°С. Это способствует хорошему растеканию флюса по поверхности металла при низких температурах (фиг.4, прямая 2). Предлагаемый флюс обладает достаточной пластичностью, не растрескивается при охлаждении, обладая повышенной вязкостью и поверхностным натяжением при низких температурах, при установке изложницы с затвердевшим металлом в вертикальное положение для заливки сердцевины прокатного валка не выливается и тем самым надежно защищает поверхность металла от окисления.
В твердом состоянии флюс обладает хорошей теплопроводностью (выше, чем у прототипа), что способствует снижению роста зерна чугуна с внутренней стороны рабочего слоя валка и повышению твердости.
Предлагаемый флюс изготовляли следующим образом. Сплавление компонентов флюса проводили во флюсоплавильной печи из предварительно прокаленных материалов.
Полученный флюс имеет температуру плавления 750°С. Перед применением флюс размалывали в порошок до размеров не более 1 мм и равномерно засыпали с помощью специального устройства на зеркало залитого металла во вращающуюся горизонтальную изложницу. При вращении изложницы и кристаллизации трубной заготовки рабочей поверхности прокатного валка флюс покрывает равномерным сплошным тонким слоем внутреннюю поверхность и надежно защищает металл от окисления.
После установки трубкой заготовки в вертикальное положение и заливки металла сердцевины валка флюс расплавляется и поднимается с заливаемым металлом, оголяет защищенную поверхность, способствует хорошему свариванию двух чугунов (модифицированного наружного и внутреннего серого).
Таким образом, предлагаемый флюс решает проблему сваривания двух чугунов, модифицированного и серого, обладая повышенной теплопроводностью, способствует повышению твердости внутренних зон рабочего слоя прокатного валка.
На момент подачи заявки прошел достаточную апробацию в заводских условиях и готов к промышленному применению.
Количество валков, забракованных по причине несвариваемости, уменьшилось, а процент брака по причине несвариваемости снизился с 29 до 3%. Твердость рабочего слоя прокатных валков повысилась и составила 72-73 HSD вместо 71 HSD при применении флюса, подготовленного по существующей на заводе технологии.
Источники информации
1. А.с. СССР №241964. Опубликованное 18.04.1969. Бюллетень №14 В 23 К 35/36, В 23 К 35/02.
2. А.с. СССР №164777. Опубликованное 19.08.1964. Бюллетень №16.
3. А.с. СССР №359118. Опубликованное 21.11.1972. Бюллетень №35.
4. SU №560696 кл В 22 D 13/00, 1977.
5. RU №2122921 В 22 D 13/00 10.12.1998. Бюллетень №34.
6. RU, А.с. №358075, Флюс, опубликовано 03.11.72, БИ №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2011 |
|
RU2479378C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1998 |
|
RU2122921C1 |
| Компактированный реагент для обработки валкового расплава | 2016 |
|
RU2625379C1 |
| ФЛЮС ДЛЯ ПЛАВКИ МЕДНЫХ СПЛАВОВ | 1990 |
|
SU1795662A1 |
| Флюс для центробежного литья двухслойных чугунных прокатных валков | 1981 |
|
SU961853A1 |
| ШЛАК ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ЧУГУНА | 1996 |
|
RU2092595C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2018 |
|
RU2699484C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2424870C2 |
| Шлакообразующая смесь для обработки чугуна рабочего слоя двухслойных прокатных валков | 1983 |
|
SU1089137A1 |
Изобретение может быть использовано для центробежного литья биметаллических чугунных заготовок, например прокатных валков с рабочим слоем из модифицированного магнием чугуна. Флюс содержит, мас.%: кальцинированную соду (Na2СО3) 3-8, буру (Na2B4O7) 10-12, плавиковый шпат (CaF2) 12-17, известняк (СаО) 8-12, борат кальция (СаО·В2О3) 35-40, силикатную глыбу - остальное. Флюс имеет широкий температурный интервал кристаллизации, обладает достаточной пластичностью, повышенной плотностью и поверхностным натяжением. Обеспечивается снижение брака по несвариваемости двух слоев металла, повышение твердости внутренних зон рабочего слоя прокатного валка. 4 ил.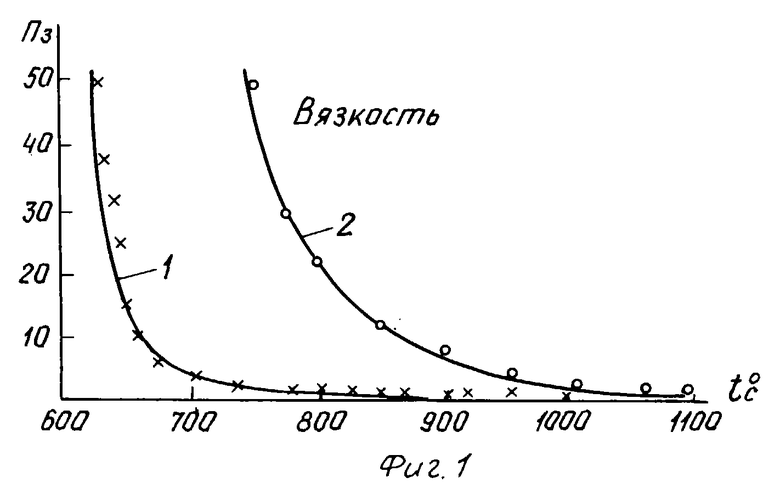
Флюс для центробежного литья, содержащий кальцинированную соду, буру, плавиковый шпат, силикатную глыбу, отличающийся тем, что он дополнительно содержит известняк и борат кальция при следующем соотношении компонентов, мас.%:
| СОЮЗНАЯ I11}.лтт-'пт--^"^^:^:^-ФЛЮС | 0 |
|
SU358075A1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1998 |
|
RU2122921C1 |
| ШЛАК ДЛЯ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА ЧУГУНА | 1996 |
|
RU2092595C1 |
| 0 |
|
SU359118A1 | |
| ФТОРИДИЫЙ БОРИСТЫЙ ФЛЮС ДЛЯ СВАРКИ СТАЛЕЙ, НАПРИМЕР ВЫСОКОБОРИСТЫХ АУСТЕНИТНЫХ СТАЛЕЙ | 0 |
|
SU164777A1 |
| Секция комплектно-агрегатной механизированной крепи | 1989 |
|
SU1758240A1 |

