Изобретение относится к черной металлургии, конкретно к литейному производству, и может быть использовано для уменьшения пригаров, вплоть до полного их устранения, а также повышения стойкости стальных изделий путем легирования рабочей поверхности алюминием при их отливке с применением стержней из жидкой самотвердеющей смеси. Известен способ легирования рабочей поверхности [1] , заключающийся в том, что на поверхность стержня из самотвердеющей смеси, после нанесения на него противопригарной краски и просушивания в сушильном устройстве наносят слой алюминийсодержащей краски, содержащей, %:
Алюминиевый порошок - 68-75
Криолит - 1,5-2,5
Хлорид натрия - 8,5-12
Глина огнеупорная - 12-21
Ингибитор - 0,02-0,04
При этом краску наносят плотностью 1,4-1,5 г/см3 и расходом 800-1200 г/см2. Недостатком этой краски является то, что температура заливаемого металла более 1600oС. Смесь криолита и хлорида натрия разрушается, не успев выполнить свое назначение, конкретно разрушить оксидную пленку окиси алюминия. Легирования рабочей поверхности не происходит, образуются многочисленные пригары, покрывающие почти всю поверхность изложницы. Значительно увеличивается трудоемкость очистки поверхности изложницы, при этом удаляются участки легированной поверхности.
Известен способ легирования рабочей поверхности изложницы [2], заключающийся в то, что на стержень из самотвердеющей смеси после нанесения на него противопригарной краски просушивании его в сушильном устройстве, наносят слой алюминийсодержащей краски, содержащей, %:
Криолит - 2,0-4,0
Хлорид натрия - 6,0-8,0
Хлорид калия - 4,0-8,0
Глина огнеупорная - 10,0-18,0
Алюминиевый порошок - Остальное
Краску наносят плотностью 1,3-1,8 г/см3 и расходом 600-2000 г/см2.
Недостатки данного способа идентичны недостаткам предыдущего способа: температура заливаемого металла 1600oС разрушает защитное покрытие, появляются многочисленные пригары, повышения стойкости не происходит. Этот способ наиболее близкий по технической сущности и взят за ближайший аналог.
Задачей изобретения является устранение появления пригаров на поверхности изложницы и повышение ее стойкости.
Предлагаемое решение поставленной задачи заключается в том, что в известном способе легирования рабочей поверхности изложницы на сформированный стержень из жидкой самотвердеющей смеси после нанесения на него противопригарной краски и просушивания его при температуре 60-100oС наносят дополнительно сдой алюминийсодержащей краски, в состав которой входит криолит, хлорид натрия, причем соотношение хлорида натрия и криолита составляет 0,7-1,0, огнеупорная глина, алюминиевый порошок при следующем соотношении компонентов, %:
Криолит - 2-4
Соотношение хлорида натрия к криолиту - 0,7-1,0
Глина огнеупорная - 10-20
Алюминиевый порошок - Остальное
Краску наносят плотностью 1,6-1,8 г/см3 и расходом 1200-2000 г/см2.
Сущность изобретения - количественное содержание криолита и хлорида натрия, обеспечивающее сохранение слоя алюминийсодержащей краски, способ нанесения краски и тем самым устранение пригаров.
Экспериментально установлено:
- при соотношении хлорида натрия к криолиту 0,7-1,0 разрушения алюминийсодержащей краски при заливке стали в форму при температуре 1600oС не происходит;
- при температуре поверхности стержня 60-100oС создаются оптимальные условия для создания разделительного слоя противопригарная краска - алюминийсодержащая краска, сохраняющего целостность при заливке стали в форму.
Если соотношение хлорида натрия и криолита меньше 0,7, расплавление криолита (Тпп 1010o-1050oС) не происходит, разрушение пленки окиси алюминия на поверхности изложницы также не происходит. Диффузионного насыщения поверхности нет, образуются пригары.
Если соотношение хлорида натрия и криолита более 1,0, то происходит полное растворение криолита, слой алюминийсодержащей краски разрушается, образуются пригары практически по всей поверхности изложницы.
Как установлено экспериментально, при температуре стержня меньше 60oС происходит сползание алюминийсодержащей краски, что создает неровности на поверхности стержня и ухудшает рабочую поверхность изложницы. При температуре стержня выше 100oС кипящая вода создает пузыри на поверхности стержня, что также отрицательно влияет на качество поверхности.
Огнеупорная глина:
- если глины меньше 10%, появляются неровности на поверхности стержня, а затем и на
- рабочей поверхности изложницы;
- если глины более 20%, образуются выступы, ухудшающие качество поверхности стержня.
Алюминийсодержащая краска:
- оптимальная плотность краски 1,6-1,8 г/см3. Если плотность ниже, происходит стекание краски на отдельных участках стержня, где после заливки стали образуются пригары.
- Плотность выше 1,8 г/см3 приводит к образованию неровностей в виде валиков затвердевшей краски, что в свою очередь приводит к искажению геометрии рабочей поверхности изложницы.
- Оптимальный расход краски 1200-2000 г/см2. При расходе ниже 1200 г/см2 появляются участки, где слой алюминийсодержащей краски имеет недостаточную толщину, результат пригары.
- Расход более 2000 г/см2 приводит к появлению неровностей в виде полос, валиков, искажающих поверхность изложницы.
Анализ технических решений в исследуемой и смежных областях позволяет сделать вывод об отсутствии в них признаков, сходных с признаками в заявленном объекте, и признать их соответствующему критерию "существенные отличия".
Опытно-промышленные испытания по отливке стальных изложниц проводили в фасонно-литейном цехе Ашинского металлургического завода. Производимые в цехе изложницы из стали были полностью покрыты пригарами.
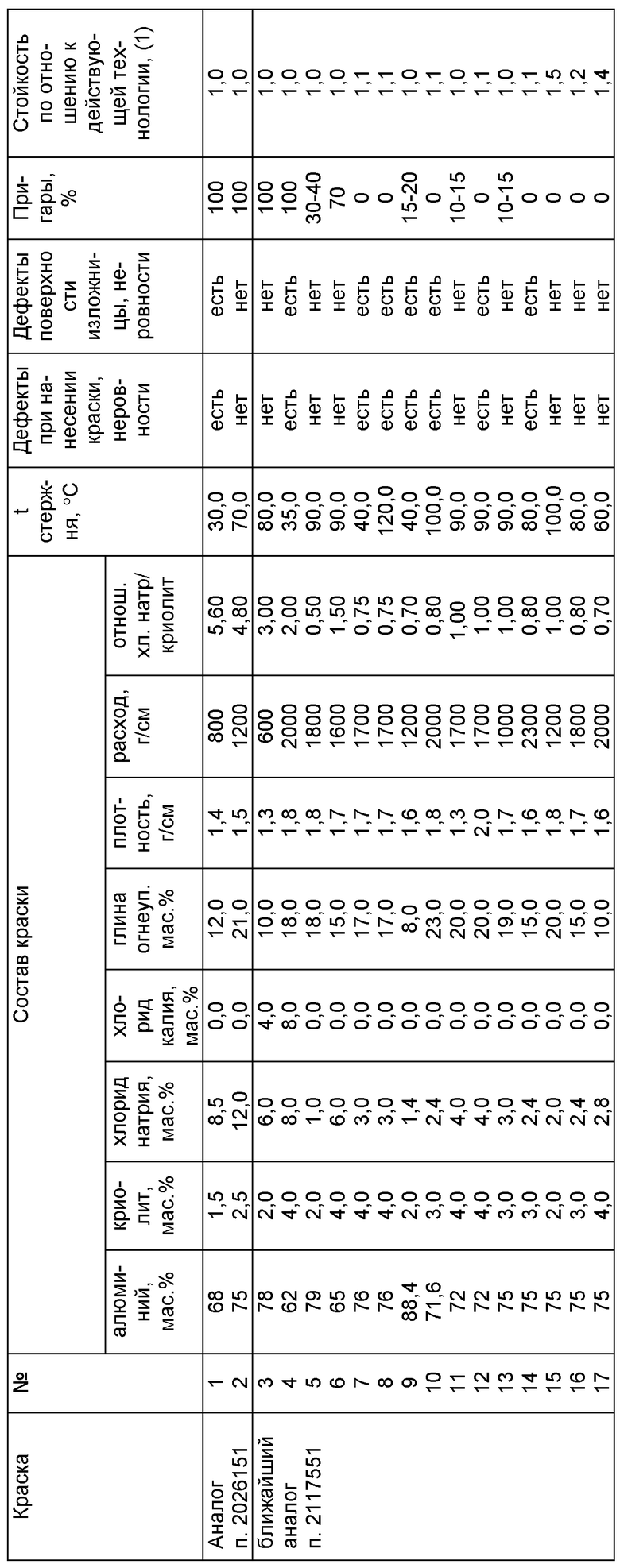
Зачистка поверхности абразивными материалами весьма трудоемка и требует большого времени. Результаты применения способов, указанных в аналоге и ближайшем аналоге, также не дали положительных результатов. Нанесение предлагаемого покрытия проводили как на стальные, так и чугунные изложницы. Результаты испытаний приведены в таблице.
Пример 1. Краска по патенту 2026151. При отливке изложницы компоненты краски взяты по нижнему пределу. Обтекание краски по ранее нанесенной антипригарной краске, образование неровностей. После заливки изложницы сплошные пригары, требуется сплошная абразивная зачистка поверхности, легированного слоя нет, он весь счищен, увеличения стойкости нет
Пример 2. Та же краска с содержанием компонентов по верхнему пределу. Обтекания нет. Сплошные пригары. Разрушение слоев краски.
Пример 3. Краска по патенту 2117551 (ближайший аналог). Недостатки те же, что и в предыдущих примерах. Сплошные пригары. Разрушение слоев краски.
Пример 4. Краска, по ближайшему аналогу взятая с содержанием компонентов по верхнему пределу. Нанесена на холодный стержень. Обтекание, разрушение слоев краски, сплошные пригары.
Пример 5. Соотношение хлорида натрия и криолита меньше заявленного. Дефектов в виде неровностей на стержне и поверхности изложницы нет. Пригары на площади 30-40% рабочей поверхности.
Пример 6. Соотношение хлорида натрия и криолита больше заявленного. Пригары на площади до 70%.
Пример 7. Температура поверхности стержня меньше заявленной. Образуются дефекты как на стержне, так и на поверхности изложницы. Пригаров нет.
Пример 8. Температура поверхности стержня выше заявленной. Образуются дефекты на стержне в виде пузырей. Пригаров нет.
Пример 9. Глины меньше заявленного. На поверхности стержня появляются неровности, которые частично сохраняются на рабочей поверхности изложницы. Есть пригары.
Пример 10. Глины больше заявленного. Неровности на поверхности. Пригаров нет.
Пример 11. Плотность краски ниже заявленной. Обтекание краски там, где слой краски недостаточен, возможны пригары.
Пример 12. Плотность выше заявленного. Образуются неровности на стержне, а затем на поверхности изложницы. Пригаров нет.
Пример 13. Расход краски ниже заявленного. Появляются участки с очень тонким слоем алюминийсодержащей краски, где возможны пригары.
Пример 14. Расход больше заявленного. Неровности на стержне и на рабочей поверхности изложницы. Пригаров нет.
Примеры 15-17. Все параметры в заданных пределах. Пригаров нет. Стойкость изложниц повысилась на 12-15%.
Изготовление стержней из жидкой самотвердеющей смеси производилось по технологии, принятой на ОАО "АМЗ" (Ашинский металлургический завод). Изготовленный сырой стержень покрывают противопригарной краской, обычно корундовой, устанавливают на тележку и помещают в сушильное устройство. Температура в сушильном устройстве 250-270oС. Стержень выдерживают при этой температуре 3 часа. Просушенный стержень извлекают из сушильного устройства и устанавливают на поддон. После охлаждения на воздухе за 10-20 минут до температуры 60-100oС наносят пульверизатором краску, содержащую криолит, хлорид натрия, огнеупорную глину и алюминиевый порошок, с плотностью 1,6-1,8 г/см3 и расходом 1200-2000 г/см2, отличающейся тем, что используют краску при следующем соотношении компонентов, мас. %: криолит 2-4, хлорид натрия, глина огнеупорная 10-20, алюминиевый порошок - остальное, при этом соотношение хлорида натрия к криолиту составляет 0,7-1,0.
Просушивание краски на горячей поверхности стержня за 5-10 минут. Затем стержень покрывают опокой и заливают сталь при температуре стали 1560-1600oС. Изложницу выдерживают в опоке 24 часа, после чего ее извлекают. Пригары на рабочей поверхности отсутствуют. Изложница готова к эксплуатации. Расходный коэффициент снижается до 2,4 кг/т.
Таким образом, устранив пригары на поверхности стальных изложниц и повысив их стойкость, можно рекомендовать данный способ для промышленного применения.
Источники информации
Аналог RU 2026153, В 22 Д 27/18.
Ближайший аналог RU 2117551, В 22 Д 27/18.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2026153C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2023534C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1996 |
|
RU2117551C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ КРУПНОЙ ИЗЛОЖНИЦЫ | 2002 |
|
RU2271262C2 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1998 |
|
RU2155115C2 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2082550C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 2009 |
|
RU2414497C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННО-СТОЙКОГО ЛИСТА | 1995 |
|
RU2100475C1 |
| ЗАЩИТНО-УПРОЧНЯЮЩЕЕ ПОКРЫТИЕ ОГНЕУПОРНЫХ ФУТЕРОВОК ТЕПЛОВЫХ АГРЕГАТОВ | 2012 |
|
RU2492019C1 |
| ПРОТИВОПРИГАРНОЕ И ТЕПЛОИЗОЛЯЦИОННОЕ ПОКРЫТИЕ ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2011 |
|
RU2453391C1 |
Изобретение относится к литейному производству. Способ легирования включает изготовление стержня из жидкой самотвердеющей смеси, нанесение на него противопригарной краски, сушку стержня. Готовый стержень нагревают до 60-100oС и наносят на него краску, содержащую 2-4% криолита, 10-20% огнеупорной глины, хлорид натрия при соотношении его к криолиту 0,7-1,0, алюминиевый порошок остальное. Плотность краски 1,6-1,8 г/см3, расход краски составляет 1200-2000 г/см2. Указанное соотношение криолита и хлорида натрия устраняет пригар на изложнице. Изобретение повышает эксплуатационную стойкость изложниц. 1 табл.
Способ легирования поверхности стальной изложницы, включающий нанесение на стержень из жидкой самотвердеющей смеси противопригарной краски, просушивание стержня, нанесение на стержень, имеющий рабочую температуру 60-100oС, краски, содержащей криолит, хлорид натрия, огнеупорную глину и алюминиевый порошок, с плотностью 1,6-1,8 г/см3 и расходом 1200-2000 г/см2, отличающийся тем, что используют краску при следующем соотношении компонентов, мас. %: криолит 2-4, хлорид натрия, глина огнеупорная 10-20, алюминиевый порошок - остальное, при этом отношение хлорида натрия к криолиту составляет 0,7-1,0.
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1996 |
|
RU2117551C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1992 |
|
RU2023534C1 |
| СПОСОБ ЛЕГИРОВАНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ИЗЛОЖНИЦЫ | 1998 |
|
RU2155115C2 |
