Способы соединения нетканых волокнистых полотен с термопластичными пленками известны. Хорошо известны также способы экструзионного ламинирования нетканых полотен без вытяжки термопластичными пленками.
Соответствующие патенты, относящиеся к экструзионному ламинированию слоя пленки на нетканые полотна без вытяжки, включают патенты США NN 2714571; 3058863; 4522203; 4614679; 4692368; 4753840 и 5035941. Упомянутые патенты N 3058863 и N 4692368 предлагают натягивание экструдированных полимерных пленок перед накатыванием их на нетканые волокнистые полотна, не подвергавшиеся вытяжке, с пропусканием их в щель между создающими давление валками. Патенты N 4522203, и N 5035941 предлагают одновременное экструдирование нескольких полимерных пленок с неткаными полотнами с помощью создающих давление валков. Патенте N 4753840 предлагает предварительное формование нетканых полимерных материалов перед экструзионным ламинированием с помощью пленок с целью улучшения сцепления между неткаными полотнами и пленками. Точнее, патент N 4753840 предлагает обычную технологию тиснения для создания уплотненных неуплотненных зон в слоях нетканой основы перед экструзионным ламинированием для улучшения сцепления между неткаными волокнистыми полотнами и пленками благодаря зонам уплотнения волокон. В патент N 5035941 также утверждается, что в нетканых полотнах без вытяжки, которые экструзионным путем ламинированы однослойными полимерными пленками, могут образовываться маленькие сквозные отверстия от волокон, расположенных по большей части вертикально от плоскости основания волокон, и в этом патенте, соответственно, предлагается использование нескольких одновременно экструдированных слоев пленки для предотвращения проблем сквозных отверстий. Кроме того, способы соединения нетканых волокнистых полотен без вытяжки с полимерной пленкой описаны в патентах США N 3622422; 4379192 N 4725473.
Известны также патенты, в которых предлагается осуществлять вытяжку нетканых волокнистых полотен с помощью валков, находящихся в зацеплении друг с другом, для уменьшения удельного веса полотна. К таким патентам относятся, например, патенты США NN 4153664 и 4517714. Патент N 4153664 описывает способ поперечной и продольной вытяжки нетканых волокнистых полотен с использованием пары взаимодействующих валков для упрочнения и смягчения нетканых полотен. В этом патенте описан также альтернативный способ, в котором нетканое волокнистое полотно ламинируется термопластичной пленкой перед вытяжкой для взаимозацепления.
Патент США N 4673615 описывает жесткий, стойкий к истиранию ламинированный материал, содержащий экструдированный лист жесткого термопластичного полимера, расположенного между двумя слоями иглопробивного нетканого термопластичного материала во время экструзии листа. Слой материала связывается с листом посредством взаимного соединения волокон полотна со структурной основой листа. Указывается, что ослабление связей между слоями материала и листом является проблемой, и в патенте предлагается использование общих полимеров для листа и слоев материала для устранения проблемы.
Таким образом, имеется постоянная потребность в достижении удовлетворительных связующих сил между неткаными волокнистыми материалами и пластиковыми пленками при одновременном обеспечении достаточных абсорбирующих свойств или мягкости благодаря волокнистому полотну. Было бы очень желательно разработать высокоскоростной способ соединения нетканого волокнистого материала с термопластичной пленкой, обеспечивая тем самым производство слоистого материала, имеющего мягкий абсорбирующий слой и достаточную связующую прочность, без образования в пленке сквозных отверстий. Необходимы также усовершенствования для устранения проблем известных технологических процессов.
Слоистый материал из нетканого волокнистого полотна и термопластичной пленки, содержащий предварительно формованное нетканое волокнистое полотно и термопластичную пленку, нанесенную посредством экструзии на одну из поверхностей полотна с концами волокон, выступающими наружу из поверхностей полотна и входящими внутрь пленки для соединения полотна с пленкой без образования сквозных отверстий в пленке, отличается тем, что полотно снабжено множеством выступающих наружу от обеих поверхностей полотна концов волокон, образованных при предварительном формовании полотна посредством, по существу, равномерной по ширине и толщине полотна вытяжки на высокоскоростном оборудовании.
Способ экструзионного ламинирования нетканого волокнистого полотна термопластичной пленкой, включающий предварительное формование нетканого волокнистого полотна, подачу его в щель между парой валиков для экструзионного ламинирования термопластичной пленкой, выдавливание термопластичного экструдата в щель между валиками при температуре выше точки размягчения экструдата для образования пленки, и управление усилием сжатия полотна и экструдата в щели между валиками для соединения одной из поверхностей полотна с пленкой, причем концы волокон, выступающие наружу от поверхности полотна, входят внутрь пленки без образования сквозных отверстий, отличается тем, что предварительное формование полотна осуществляют перед вводом его в щель между валиками посредством, по существу, равномерной по ширине и толщине полотна вытяжки на высокоскоростном оборудовании для образования на обеих поверхностях полотна множества концов волокон, выступающих наружу, при этом усилия сжатия контролируются для сохранения на наружной поверхности волокнистого полотна множества выступающих концов волокон, обеспечивающих мягкую волокнистую структуру слоистого материала.
Настоящее изобретение направлено на создание экструзионного слоистого материала из нетканого волокнистого полотна, получившего вытяжку, и термопластичной пленки. Предлагаемый слоистый материал имеет улучшенную прочность соединения растянутого волокнистого нетканого полотна с экструдированной пленкой и мягкую волокнистую структуру. Задачей настоящего изобретения является также создание слоистого материала без сквозных отверстий в термопластичной пленке, изготавливаемого на высокоскоростном оборудовании с линейными скоростями примерно от 2,5 до 5,0 м/с и выше.
Экструзионный слоистый материал содержит нетканое волокнистое полотно, имеющее множество концов волокон, проходящих наружу от обеих поверхностей полотна, образованное вытяжкой полотна, по существу равномерно по ширине полотна и по его толщине, для обеспечения множества концов волокон. Термопластичной пленкой экструзионно ламинируют одну поверхность волокнистого полотна с концами волокон, входящими внутрь пленки для соединения полотна с пленкой без прошивания пленки насквозь, а концы волокон, выступающие от другой поверхности волокна, обеспечивают мягкую волокнистую структуру слоистого материала.
В наиболее предпочтительном варианте выполнения способ согласно настоящему изобретению предполагает последовательные вытяжку и ламинирование, более подробно способ включает вытяжку нетканого волокнистого полотна перед его экструзионным ламинированием термопластичной пленкой. Сначала волокнистое полотно подвергают вытяжке, по существу равномерно по ширине полотна и по его толщине, для обеспечения получения множества концов волокон, выступающих наружу от обеих поверхностей полотна. Затем волокнистое полотно, получившее вытяжку, подают в щель между валиками, и на одну поверхность полотна в указанной щели экструдируют термопластичную пленку для сцепления полотна с пленкой. Усилие сжатия в указанной щели контролируют для обеспечения сцепления одной поверхности волокнистого полотна с концами волокон, входящими в указанную пленку, без прошивания ее насквозь. При этом другую поверхность полотна, содержащую выступающие концы волокон, сохраняют в неизменном виде для обеспечения мягкой волокнистой структуры слоистого материала.
Другие преимущества и цели настоящего изобретения будут более понятны из нижеследующего подробного описания.
Главной задачей изобретения является создание слоистого материала из термопластичной пленки и нетканого волокнистого полотна для его производства на высокоскоростном оборудовании с удовлетворительной прочностью связи между пленкой и одной поверхностью полотна, с сохранением мягкости и пушистости другой поверхности слоистого материала. Как было указано выше, эта и другие задачи решены в предпочтительном варианте выполнения изобретения путем, в первую очередь, вытяжки нетканого волокнистого полотна, по существу равномерно по ширине полотна и по его толщине, для обеспечения получения множества концов волокон, выступающих наружу из полотна. Было установлено, что благодаря предварительной вытяжке волокнистого полотна достигается неожиданная прочность связей между полотном и термопластичной пленкой, нанесенной на него в результате экструзионного ламинирования. Кроме того, было установлено, что такой ламинированный композит может изготавливаться экструзией без образования сквозных отверстий в термопластичной пленке. Соответственно экструзионно ламинированный композит отличается непроницаемостью для жидкости благодаря наличию термопластичной пленки, сохраняя при этом ощущение мягкости поверхности волокнистого полотна слоистого материала. Таким образом, ламинированный композит может применяться в целом ряде областей, включая изготовление из него хирургического халатов, простыней, перевязочных материалов, гигиенической продукции и т.п.
А. Материалы для получения слоистого материала. Термопластичная пленка предпочтительно относится к полиолефиновому типу и может входить в класс термопластичных полиолефиновых полимеров, пригодных для производства пленки для прямого ламинирования посредством экструзии из расплава на волокнистое полотно. Подходящие термопластичные полимеры могут быть биоразрушаемыми или разрушающимися под воздействием окружающей среды. К числу биоразрушаемых термопластичных полимеров, подходящих для данного изобретения, являются твердые при нормальных условиях полимеры на основе оксиалканола или диалканола, представленные поликапролактоном или полиэтиленадипинатом, полисахаридами или модифицированными полисахаридами, таким как композиции из крахмала и смолы, из которых может производиться пленка. Подходящие термопластичные полимеры, которые также могут быть разрушаемыми под воздействием окружающей среды, включают полимеры на базе полиолефина, из которых можно получать пленку, не растворимую в воде и непроницаемую для воды для использования в качестве защитных материалов при изготовлении подложек под прокладки, упаковочных, драпировочных материалов и т.п. Полимеры на базе олефина содержат наиболее доступные полимеры на базе этилена или пропилена, такие как полиэтилен, полипропилен и сополимеры, такие как сополимеры этилена и винилацетата, этилена и метиакрилата, этилена и акриловой кислоты, или смеси таких полиолефинов. Олефины, таким образом, могут полимеризовываться отдельно или в смеси с другими ненасыщенными этиленом мономерами, включая, например, этилен, пропилен, 1-бутен, изобутен, 1-пентен, галогенированные олефины, такие как хлоропрен, виниловые бензолы и нафталины, такие как стирол или винилнафталин, винил- или винилиден галогениды, такие как винилхлорид или винилиденхлорид, виниловые эфиры, такие как винилацетат и винилбензоат, акриловая или метакриловая кислоты (иначе известные как полиакрилат или метакрилат) и их эфиры и амиды, диены, такие как бутадиен, изопрен и циклопентадиен. Другие примеры полимеров, пригодных для их применения в виде пленок в листе композита, выполненного согласно изобретению, известны из ссылок на вышеупомянутые в разделе "Уровень техники" описания патенты.
Нетканое волокнистое полотно может содержать волокна полиэтилена, полипропилена, полиэфиров, вискозного волокна, целлюлозы, нейлона и смесей таких волокон. Для нетканых волокнистых полотен был предложен ряд определений. Волокна обычно представляют собой штапельные волокна или протяженные нити. Используемый здесь термин "нетканое волокнистое полотно" применяется в своем общем значении для определения планарной, главным образом, структуры, относительно плоской, гибкой и пористой, образованной из штапельных волокон или протяженных нитей. Подробное описание нетканых полотен приведено в книге "Учебное пособие по нетканым материалам и библиографический указатель", автор: E.A.Vaughn, издательство: Association of the Nowoven Fabrics Industry, 3-е издание (1992).
В. Устройства для вытяжки волокнистых полотен. Для осуществления вытяжки нетканого волокнистого полотна, находящегося в исходном состоянии, может применяться ряд различных устройств. Нетканые кардные волокнистые полотна, изготовленные из штапельных или скрученных волокон, могут подвергаться вытяжке с помощью устройств для вытяжки ткани, называемых в технике ширилками, с использованием технологий, описанных ниже.
1. Диагональное вытяжное устройство. Диагональное вытяжное устройство содержит пару правых и левых элементов, выполненных в виде косозубых цилиндрических шестерен на параллельных валах. Валы расположены между двумя боковыми пластинами устройства, причем нижний вал установлен в зафиксированных в осевом направлении подшипниках, а верхний вал установлен в подшипниках, расположенных в скользящих в вертикальном направлении элементах. Скользящие элементы имеют регулировку в вертикальном направлении с помощью клиньев, приводимых в действие регулировочными винтами. Ввинчивание и вывинчивание винтов дает в результате перемещение вертикально скользящего элемента вниз или вверх соответственно с тем, чтобы в дальнейшем обеспечить наличие или отсутствие зацепления друг с другом зубьев верхнего и нижнего взаимодействующих валков, выполненных наподобие шестерен. Установленные на боковой раме микрометры выполнены с возможностью отображения глубины взаимозацепления зубьев валков переплетения.
Для удержания скользящих элементов в своих нижних положениях в зацеплении плотно прижатыми к регулировочным клиньям, для противодействия направленному вверх усилию со стороны растягиваемого материала, применены пневмоцилиндры. Эти цилиндры могут также быть отведены назад для вывода из зацепления друг с другом верхних и нижних валков с целью заправки полотна между валками или при срабатывании контура аварийного останова, открывающего все выпускные клапаны пневмоприводов машины.
Для привода стационарных валков обычно применяются приводные средства. Если верхний валок должен быть выполнен с возможностью выхода из зацепления для заправки полотна или при аварийном останове, то предпочтительно применять зубчатые колеса без люфтов между верхним и нижним взаимодействующими валками для гарантии того, что после повторного ввода в зацепление зубья одного из взаимодействующих валков всегда будут попадать в промежутки между зубьями другого валка с тем, чтобы избежать потенциально приводящего к повреждениям контакта между головками взаимодействующих зубьев. Если взаимодействующие валки постоянно находятся в зацеплении друг с другом, то обычно нет необходимости в приводе верхнего валка. Привод может быть выполнен с помощью ведомого взаимодействующего валка через растягиваемое полотно.
Взаимодействующие валки очень похожи на мелкомодульные косозубые цилиндрические шестерни. В варианте предпочтительного выполнения валки имеют диаметр 150,75 мм с углом наклона зуба 45o, нормальным шагом 2,54 мм, модулем 30, углом зацепления 14,5o и выполнены главным образом в виде шестерен с удлиненной головкой зуба и со срезанной верхушкой. Такая конструкция создает узкий и глубокий профиль зуба, что обеспечивает рабочий диапазон до порядка 2,86 мм в зацеплении и порядка 0,1277 мм бокового зазора для толщины полотна. Зубья не предназначены для передачи крутящего момента и не должны находиться в непосредственном контакте друг с другом металл по металлу при нормальной работе по растягиванию полотна.
2. Поперечное вытяжное устройство. Поперечное вытяжное устройство по конструкции идентично диагональному вытяжному устройству с различием лишь в конструкции взаимодействующих валков и других второстепенных элементов, отмеченных ниже. Так как взаимодействующие элементы поперечного вытяжного устройства выполнены с возможностью большой глубины зацепления, важно, чтобы оборудование включало средства, обеспечивающие параллельность валов взаимодействующих валков при перемещении верхнего вала вверх или вниз. Это необходимо для гарантии того, что зубья одного из взаимодействующих валков всегда попадут в промежуток между зубьями другого, с тем чтобы избежать потенциально приводящего к повреждениям непосредственного контакта между взаимодействующими зубьями. Это параллельное перемещение обеспечивается передачей с зубчатой рейкой, в которой неподвижная рейка закреплена на каждой боковой стойке рамы с возможностью взаимодействия с вертикальными скользящими элементами. Вал установлен поперек боковых стоек в подшипниках, расположенных в каждом из вертикальных скользящих элементов. На концах этого вала установлены шестерни, взаимодействующие с зубчатыми рейками для обеспечения желаемого параллельного перемещения.
В поперечном вытяжном устройстве оба валка, верхний и нижний, должны быть снабжены приводами, за исключением случая растягивания материалов с относительно высоким значением коэффициента трения. Привод не обязательно должен быть без люфтов, так как небольшая величина рассогласования или скольжения в приводе не вызывает проблем. Причина этого станет очевидной в процессе описания взаимодействующих элементов поперечного вытяжного устройства.
Элементы поперечного вытяжного устройства выполнены из твердого материала и лучше всего могут быть описаны, как два пакета перемежающихся дисков разного диаметра. В варианте предпочтительного выполнения взаимодействующие диски имеют диаметр 152,4 мм, толщину 0,784 мм и имеют полный радиус на своих кромках. Шайбы, разделяющие взаимодействующие диски, имеют диаметр 139,7 мм и толщину 1,75 мм. Два валка с такими размерами могут входить в зацепление до 5,87 мм, оставляя зазор 0,48 мм для материала на всех сторонах. Так же, как и для диагонального вытяжного устройства, элементы выполнены с шагом 2,54 мм.
3. Продольное вытяжное устройство. Продольное вытяжное устройство по конструкции идентично диагональному вытяжному устройству, за исключением конструкции взаимодействующих валков, которые выполнены в виде прямозубых цилиндрических шестерен. В варианте предпочтительного выполнения валки имеют диаметр 150,70 мм, шаг 2,54 мм, модуль 30, угол зацепления 14,5o и выполнены, главным образом, в виде шестерен с удлиненной головкой зуба и со связанной верхушкой. Валки выполнены со смещением зубонарезного инструмента на величину 0,254 мм для обеспечения более узкого зуба с большим зазором. При зацеплении порядка 2,286 мм эта конструкция будет обеспечивать зазор 0,254 мм на боковых сторонах для толщины материала.
4. Технология вытяжки. Для изготовления нетканого волокнистого полотна, получившего вытяжку, которое используется для образования слоистого материала в соответствии с настоящим изобретением, могут применяться вышеописанные диагональное, поперечное или продольное вытяжные устройства. Для операции вытяжки обычно используют нетканое волокнистое полотно из штапельных волокон или из скрученных волокон. В одном из исключительных аспектов настоящего изобретения нетканое волокнистое полотно из скрученных волокон может быть подвергнуто вытяжке для обеспечения очень мягкого, волокнистого, гладко выделанного полотна для образования слоистого материала, которое выглядит как полотно из волокнистого прочеса с превосходной прочностью соединения волокон. Нетканое волокнистое полотно подвергают вытяжке с использованием, например, поперечного вытяжного устройства, с одним проходом с глубиной взаимопроникновения валков порядка 2,29 - 3,05 мм со скоростью от примерно 2,5 м/с до 5,0 м/с или быстрее. В результате такой вытяжки образуется множество концов волокон, торчащих наружу из обеих поверхностей полотна и проходящих по всей толщине полотна для обеспечения превосходной прочности связей и мягкой волокнистой структуры.
Подробные примеры выполнения изобретения. Нижеследующие примеры описывают экструзионно ламинированные композитные материалы, выполненные согласно изобретению, и способы их получения. В свете этих примеров и дальнейшего подробного описания для специалиста в данной области техники очевидно, что в описываемые примеры могут быть внесены изменения без выхода за рамки настоящего изобретения.
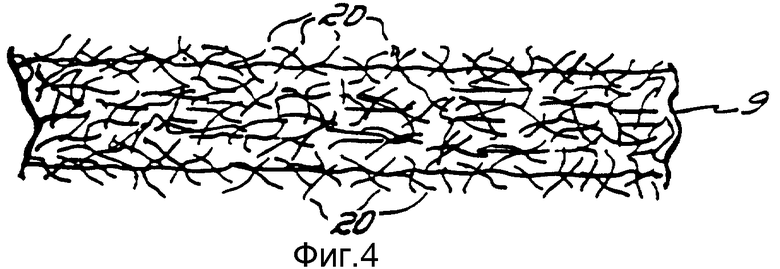
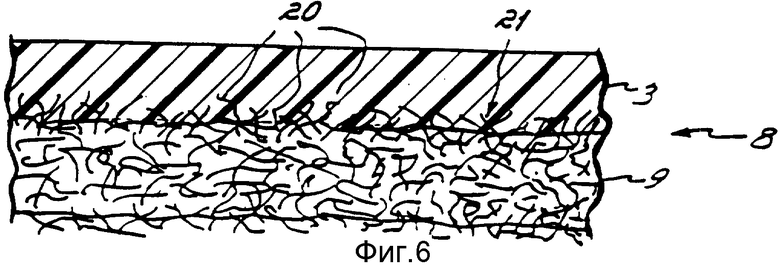
Изобретение будет более понятно из описания со ссылками на прилагаемые чертежи, в которых фиг. 1 изображает схематично поточную линию вытяжки и экструзионного ламинирования полотна для производства слоистого материала согласно изобретению; фиг. 2 изображает схематично взаимодействующие валки в сечении по линии 2-2 на фиг. 1; фиг. 3 изображает схематично в увеличенном масштабе эскиз поперечного сечения нетканого волокнистого полотна, с изображением положения волокон по вытяжки; фиг. 4 изображает схематично в увеличенном масштабе волокнистое полотно, изображенное на фиг. 3, после операции вытяжки для создания множества концов волокон, выступающих наружу из обеих поверхностей полотна; фиг. 5 изображает схематично в увеличенном масштабе волокнистое полотно, изображенное на фиг. 3, после операции ламинирования с целью демонстрации низкой прочности соединения между волокнами нетканого материала и поверхностью пластиковой пленки; фиг. 6 изображает схематично в увеличенном масштабе волокнистое полотно, изображенное на фиг. 4, после операции ламинирования с целью демонстрации превосходной прочности соединения множества концов волокон, образованных в результате вытяжки, и проникающих в пластиковую пленку через ее поверхность.
Рабочий и сравнительный примеры выполнения 1А и 1В. Экструзионное ламинирование пленкой из полиэтилена низкой плотности получившего вытяжку нетканого полотна из полипропиленовых волокон было выполнено для прямого сравнения с экструзионным ламинированием пленкой из полиэтилена низкой плотности нетканого полотна из полипропиленовых волокон без вытяжки.
А. Рабочий пример выполнения.
Экструзионный слоистый материал из получившего вытяжку нетканого волокнистого полотна и термопластичной пленки.
Нетканое волокнистое полотно из полипропиленового прочеса с удельным весом 21,5 г/м2 было подвергнуто вытяжке с помощью поперечного вытяжного устройства, как описано выше, перед экструзионным ламинированием термопластичной пленкой из полиэтилена низкой плотности толщиной примерно 13,2 мкм. Это схематично показано на фиг. 1, где подаваемое полотно проходит через валки 10 и 11 поперечного вытяжного устройства на глубину взаимопроникновения валков порядка 2,3 мм при скорости порядка от 2,5 до 5,0 м/с. Взаимодействующие валки 10 и 11 схематично изображены на фиг. 2 с целью иллюстрации равномерной вытяжки на всю ширину и на всю толщину полотна. После операции вытяжки полотно 9 имеет удельный вес 14,3 г/м2. Поперечное сечение исходного полотна 12 в начальном состоянии схематично показано на фиг. 3, а сечение полотна 9 после вытяжки - на фиг. 4. Таким образом, получившее вытяжку полотно непрерывно со скоростью порядка от 2,5 до 5,0 м/с подается через поддерживающий валик 13 в щель между резиновым валиком 5 и металлическим валиком 4. В альтернативном варианте выполнения могут использоваться два металлических валика с фиксированным зазором между ними. Металлический валик 4 может иметь дополнительно рельефную поверхность для образования тисненой поверхности на экструдированной пластиковой пленке при ее накатывании на вытянутое полотно 9 в щели между полотном 9 и резиновым валиком 5. Пленка 3 из полиэтилена низкой плотности из экструдера 1 через фильеру 2 подается в щель между валиками, куда одновременно подается вытянутое полотно 9. Обычно при скорости свыше 2,5 м/с полиэтиленовую пленку 3 толщиной порядка 6,4 - 200 мкм накатывают при температуре плавления порядка 260 - 330oC для образования слоистого материала 8, получаемого на выходе с валика 7. Усилие сжатия в щели между валиками регулируется так, что одна сторона полотна сцепляется с полиолефиновой пленкой без прошивания ее насквозь, с сохранением пушистой на ощупь волокнистой поверхности слоистого материала 8. Давление порядка 70 кПа - 550 кПа является достаточным для достижения удовлетворительной прочности соединения для волокнистых полотен с удельным весом 6 - 85 г/м 2. В этом примере полотно 12 было подвергнуто вытяжке для получения вытянутого полотна 9, имеющего удельный вес 14,3 г/м2, соединенного с полиэтиленовой пленкой 3 для получения слоистого материала с превосходной прочностью соединения, которая была измерена по усилию отслаивания. Усилие отслаивания измерялось с использованием измерителя усилий растяжения "Инстрон". Слоистый материал 8, выполненный в соответствии с изобретением, продемонстрировал "абсолютную прочность соединения", что подразумевает невозможность отслоения полотна 9 от пленки 3 без ее разрушения. Кроме того, мягкость слоистого материала была измерена с использованием ручного устройства "O-Meter", измеряющего усилия в граммах в поперечном направлении. Гибкость волокнистой поверхности, измеренная с помощью этого устройства, была оценена значением в 2,2 г, что подразумевает, что она очень мягкая и гибкая. Слоистый материал также не имеет отверстий в пленке, проделанных концами волокон.
В. Пример выполнения для сравнения с рабочим примером.
Нетканое волокнистое полотно 12 без вытяжки из полипропиленового прочеса с удельным весом 21,5 г/м2, изображенное на фиг. 3, было экструзионно ламинировано термопластичной пленкой из полиэтилена низкого давления, таким же образом, как это описано в примере 1А выше, за исключением того, что полотно не подвергалось вытяжке.
Со ссылками на вышеописанные операции примера 1А и сравниваемого с ним примера 1В и фиг. 3 - 6 был сделан ряд наблюдений. Во-первых, вопреки ожиданиям о пониженной прочности соединения между вытянутым полотном 9 и пленкой 3 слоистого материала 8 прочность соединения существенно превзошла прочность соединения в слоистом материале 19 на основе невытянутого полотна (фиг. 5). В то время как слоистый материал 19, выполненный на основе невытянутого полотна (фиг. 5), показывает усилие соединения 24 г/см, слоистый материал, выполненный на основе вытянутого полотна (фиг. 6), демонстрирует "абсолютную прочность соединения", как было отмечено выше. Обследование поверхностей нетканого плотна до и после вытяжки обеспечивает в полотне 9 множество концов 20 волокон, выступающих наружу от обеих нетканых поверхностей (схематично показано на фиг. 3 и 4).
Множество концов 20 волокон, образованных вытяжкой, обеспечивают превосходную прочность соединения после экструзионного ламинирования как показано, с абсолютной прочностью соединения и без сквозных отверстий в пленке. На фиг. 5 и 6 схематично показан слоистый материал на основе вытянутого 8 и невытянутого 19 полотен для иллюстрации увеличенной прочности соединения, обусловленной множеством концов 21 волокон, выступающих внутрь экструзионной пленки композитного материала. При обследовании образцов после тщательного отслоения нетканого волокнистого полотна от поверхности термопластичной пенки было установлено, что в образце материала, выполненном на основе вытянутого полотна 9, намного больше волокон 21 внедрено в пленку, вероятно, на сотни на нескольких квадратных сантиметрах, чем в образце на основе невытянутого полотна 12. Только небольшое количество волокон 22 проникает внутрь поверхности пленки слоистого материала 19, выполненного на основе невытянутого полотна 12. Это также схематично изображено на фиг. 5.
Образцы 2 - 9. Была изготовлена серия образцов в качестве примеров для дальнейшего изложения принципов изобретения. В этой серии нетканое полотно из крученых полипропиленовых волокон было подвергнуто вытяжке и ламинировано таким же образом, как это описано в примере 1. Образцы сравнения также были выполнены по тому же способу, за исключением того, что нетканое полотно не подвергалось вытяжке. В рабочих образцах нетканое полотно из крученых полипропиленовых волокон с удельным весом в исходном состоянии 16,7 г/м2 было подвергнуто вытяжке с помощью поперечной ширилки, как описано выше и показано на фиг. 1, с использованием валков поперечной ширилки с глубиной взаимопроникновения валков 2,92 мм и при скорости 1,27 м/с. Готовое вытянутое полотно становится очень объемистым и имеет те же характеристики концов волокон, выступающих наружу из поверхностей полотна для сцепления с ламинирующей пленкой. В процессе экструзионного ламинирования получившего вытяжку нетканого полотна пленкой из полиэтилена низкой плотности со скоростью 1,32 м/с с толщиной пленки от 6,4 до 12,8 мкм получается ламинированный материал, имеющий, по существу, те же характеристики, что и описанные выше примеры со значительной или абсолютной прочностью соединения. Пленка из полиэтилена низкой плотности изготавливалась выдавливанием с использованием обычного 89-мм экструдера с температурой барабана 215 - 350oC, с температурой фильеры 245 - 275oC, с температурой плавления полиэтилена примерно 280oC и частотой вращения шнека для пленок толщиной 12,8 и 6,4 мкм 50 и 25 об/мин соответственно. Аналогичные процедуры использованы для других нетканых полотен, имеющих удельный вес в исходном состоянии 14,3 г/м2. Для сравнения было выполнено экструзионное ламинирование образцов невытянутых полотен с удельным весом 14,3 - 16,7 г/м2.
Механические характеристики ламинированных вытянутых и невытянутых полотен приведены в таблице.
Как видно из таблицы, образец N 4 показывает, что способ последовательных вытяжки и экструзионного ламинирования в соответствии с настоящим изобретением для пленки 12,8 мкм позволяет получить вытянутое полотно с удельным весом 11 г/м2, т.е. со снижением удельного веса на 34%. При экструзионном лминировании достигается абсолютная прочность между полотном и экструдированной пленкой слоистого материала. Для сравнения, материал на основе невытянутой пленки в образце N 2 имеет прочность соединения 16,8 г/см, что является показателем превосходной прочности соединения, достигнутого с помощью способа согласно изобретению. Кроме того, мягкость слоистого материала в образце N 2 (на основе невытянутого полотна) имеет значение 4,5. В противоположность этому образец N 4, выполненный согласно изобретению, имеет показатель мягкости 3,0 г, что указывает на значительное улучшение мягкости вследствие выступающих наружу волокон из вытянутой волокнистой поверхности слоистого материала.
При сравнении образцов N3 и 5 также проявляются повышение прочности соединения и мягкости слоистого материала при использовании пленки толщиной 6,4 мкм. В образце N 5 нетканое полотно было вытянуто со снижением удельного веса на 34,3% с 16,7 до 11 г/м2 и при экструзионном ламинировании была достигнута прочность соединения в 11,8 г/см. Для сравнения, в образце N3 на основе невытянутого полотна была достигнута прочность соединения 5,9 г/см. Это улучшение прочности соединения для слоистого материала на основе вытянутого полотна по сравнению с тем же материалом на базе невытянутого полотна, заключающееся в удвоении прочности с 5,9 до 11,8 г/см, является действительно неожиданным, особенно вследствие того, что ожидалось небольшое снижение прочности у вытянутого полотна по сравнению с невытянутым. Кроме того, сравнение показателей мягкости материала 2,5 у невытянутого и 4,0 у вытянутого полотна демонстрирует существенное улучшение мягкости слоистого материала, выполненного согласно изобретению.
Анализ образцов N 6 - 9 показывает, что результаты похожи на результаты, достигнутые для образцов N 2 - 5 и образца N 5. Иными словами, для нетканых полотен после вытяжки при обеих толщинах пленки 6,4 и 12,8 мкм, с удельным весом в начальном состоянии 14,3 г/м2 в обоих случаях было достигнуто снижение удельного веса на 33,3%. При использовании пленки толщиной 12,8 мкм вновь была получена абсолютная прочность в образце N 8. При использовании пленки 6,4 мкм слоистый материал в образце N 9 имеет прочность соединения 9,8 г/см в сравнении с этим же показателем в 3,9 г/см для невытянутого полотна в образце N 7. Существенное улучшение в мягкости было также продемонстрировано при сравнении характеристик образцов N 6 - 9, приведенных в таблице, таким же образом как это было сделано для образцов N 2-5.
В дополнение к указанным преимуществам, как показано в таблице, не было зафиксировано сквозных отверстий в поверхности пленки, проделанных концами волокон, несмотря на множество сотен и сотен волокон, приходящихся на несколько квадратных сантиметров, выступающих наружу из поверхности вытянутого нетканого полотна перед операцией экструзионного ламинирования. Очевидно, что благодаря применению процесса последовательной вытяжки и экструзионного ламинирования, были достигнуты значительные преимущества. Полученные экструзионные слоистые материалы имеют характеристики превосходной прочности соединения и мягкости по сравнению со слоистыми материалами на основе невытянутого полотна, как было показано выше. Другие полиолефины, полиэфир и другие полимерные волокна также могут быть соединены с другими термопластичными пленками. Вышеописанные образцы предназначены для иллюстрации принципов, выгод и преимуществ настоящего изобретения и следует понимать, что могут быть использованы и другие материалы для достижения тех же самых или похожих результатов.




Изобретение относится к слоистым материалам, используемым для изготовления пеленок, хирургических халатов, простыней, предметов гигиены и т.п. Материал содержит предварительно формованное нетканое волокнистое полотно и термопластичную пленку, нанесенную посредством экструзии на одну из поверхностей полотна для соединения полотна с пленкой без образования сквозных отверстий в пленке. Полотно имеет множество выступающих наружу от обеих поверхностей полотна концов волокон, образованных при предварительном формовании полотна. Формование полотна осуществляют по существу равномерной по ширине и толщине полотна вытяжкой на высоскоростном оборудовании. Разработан высокоскоростной способ соединения нетканого волокнистого материала с термопластичной пленкой, обеспечивающий производство слоистого материала, имеющего мягкий абсорбирующий слой и достаточную связующую прочность, без образования в пленке сквозных отверстий. 2 с. и 17 з.п. ф-лы, 6 ил., 1 табл.
| US, патент, 4753840, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
