Способы соединения нетканых волокнистых полотен с термопластичными пленками достаточно известны. Хорошо известны также способы экструзионного ламинирования термопластичной пленкой нетканых полотен, не подвергавшихся вытяжке.
Соответствующие патенты, относящиеся к экструзионному ламинированию слоя пленки на нетканые полотна, не подвергавшиеся вытяжке, включают патенты США NN 2,714.571; 3,058,863; 4,522,203; 4,614,679; 4,692,368; 4,753,840 и 5,035,941. Вышеупомянутые патенты США N 3,058,863 и N 4,692,368 предлагают вытяжку экструдированных полимерных пленок перед ламинированием их с неткаными волокнистыми полотнами, не подвергавшимися вытяжке, путем пропускания в щель между создающими давление валками. Патенты N 4,522,203 и N 5,035,941 предлагают одновременную экструзию нескольких полимерных пленок с неткаными полотнами, не подвергавшимися вытяжке, у щели создающих давление валиков. Патент N 4,753,840 предлагает предварительное формование нетканых полимерных волокнистых материалов перед их экструзионным ламинированием пленкой для улучшения сцепления между неткаными полотнами и пленками. В частности, патент N 4,753,840 предлагает традиционную технологию тиснения для создания уплотненных и неуплотненных зон в основе перед экструзионным ламинированием для улучшения сцепления между неткаными волокнистыми полотнами и пленками с помощью зон уплотнения волокон. В патенте N 5,035,941 также утверждается, что в нетканых полотнах без вытяжки, которые экструзионным путем ламинированы однослойными полимерными пленками, могут образовываться маленькие сквозные отверстия от волокон, отходящих по большей части вертикально от плоскости основания волокон, и в этом патенте, соответственно, предлагается использование нескольких одновременно экструдированных слоев пленки для предотвращения проблем сквозных отверстий. Кроме того, способы соединения нетканых волокнистых полотен с полимерной пленкой описаны в патентах США NN 3,622,422; 4,379,197 и 4,725,473.
Известны также патенты, в которых предлагается осуществлять вытяжку нетканых волокнистых полотен с помощью валков, находящихся во взаимодействии по типу зацепления, для уменьшения удельного веса полотна. К таким патентам относятся, например, патенты США NN 4,153,664 и 4,517,714. Патент N 4,153,664 описывает способ поперечной и продольной инкрементальной вытяжки нетканых волокнистых полотен с использованием пары взаимодействующих валков для упрочнения и смягчения нетканых полотен. В этом патенте описан также альтернативный способ, в котором нетканое волокнистое полотно ламинируют термопластичной пленкой перед вытяжкой на сцепленных валках.
Известны также попытки создания воздухопроницаемых нетканых композиционных защитных тканей, которые непроницаемы для жидкости, но проницаемы для водяных паров. Примером способа изготовления таких материалов является способ по патенту США N 5,409,761. Согласно данному патенту нетканую композиционную ткань изготавливают посредством соединения ультразвуковым способом микропористой термопластичной пленки со слоем нетканого волокнистого термопластичного материала. Эти и другие способы изготовления воздухопроницаемых слоистых нетканых и термоплатичных материалов связаны с применением дорогостоящих технологий и/или дорогого сырья.
В международной заявке N WO 95/04654 представлено эластичное ламинированное полотнище из нетканого волокнистого полотна и эластомерной пленки, образованное способом инкрементальной вытяжки, волокна которого отходят наружу от ламинированной поверхности.
В заявке на Европейский патент N 0327402 описан способ изготовления воздухопроницаемого ламинированного материала, включающий соединение пленки с тканым или нетканым полотном горячим прессованием. Пленка имеет поры, которые образуются при усадке в процессе прессования, при этом усадка усиливается, если пленка предварительно вытянута.
Имеется постоянная потребность в усовершенствованных воздухопроницаемых слоистых текстильных материалах из нетканых волокнистых основ и термопластичных пленочных материалов, которые обладали бы способностью пропускать воздух и водяные пары и не пропускать жидкость. Было бы очень желательно далее совершенствовать способы изготовления таких воздухопроницаемых слоистых материалов и расширять их применение для одежды и других полезных изделий.
Желательны также усовершенствования способов изготовления слоистых текстильных материалов на высокоскоростном оборудовании.
Сущность изобретения
Изобретение направлено на создание способа изготовления слоистого тканеподобного микропористого материала из нетканого волокнистого полотна и термопластичной пленки. Микропористый слоистый материал проницаем для воздуха и паров влаги, но не пропускает жидкость. Он имеет также сходство с тканью, создавая ощущение мягкого нетканого волокнистого полотна. Воздухопроницаемые слоистые материалы по изобретению особенно полезны для изготовления одежды, где важны свойства воздухопроницаемости и защиты, например в медицинской одежде, когда желательно предотвратить прохождение жидкостей и крови к телу или от тела работника и в то же время допустить выход испарений. Желательно также создать комфортную одежду, которая пропускает газ или воздух и дает выход испарениям, в то же время создавая преграду проходу жидкости.
Способ по изобретению включает операцию экструзионного или адгезионного ламинирования нетканого волокнистого полотна термопластичной пленкой. Образующая микропористый пленочный слой термопластичная композиция может содержать смесь термопластичного полимера и механического порообразующего агента, такого как неорганический наполнитель. Порообразующий агент в пленочном слое слоистого материала активируется в процессе операции инкрементальной вытяжки для формирования микропористого слоистого материала из волокнистого полотна и пленки. Уникальный способ экономичен при производстве воздухопроницаемых слоистых материалов. Однако могут быть использованы и другие композиции, образующие в ходе процесса микропоры, как будет описано далее.
В наиболее предпочтительном варианте осуществления способ в соответствии с изобретением осуществляют на высокоскоростном оборудовании со скоростью порядка 1,02-2,54 м/с. В частности, нетканое волокнистое полотно вводят в щель между валиками для экструзионного ламинирования с образующим микропоры термопластом или экструдатом. Термопластичный экструдат нагнетают в щель при температуре выше точки его размягчения для образования пленки, ламинированной на волокнистое полотно. Усилие сжатия между волокнистым полотном и экструдатом регулируют для обеспечения соединения одной поверхности полотна с пленкой с образованием слоистого материала. Как указывалось выше, слоистый материал может быть изготовлен также адгезионным соединением волокнистого полотна с образующей микропоры пленкой. Изготовленный таким образом слоистый материал подвергают далее инкрементальной вытяжке вдоль линий, проходящих по существу равномерно поперек материала, и по всей его толщине, для придания пленке микропористости. При приложении к слоистому материалу инкрементального усилия вытяжки растягиваются как волокнистое полотно, так и пленка. В тех случаях, когда образующая микропоры термопластичная композиция содержит механический порообразующий наполнитель, например карбонат кальция, такая вытяжка пленки при температуре окружающей среды или комнатной температуре вызывает образование в ней микропор, и вследствие этого пленка получает способность пропускать пары влаги и воздух, но служит преградой для жидкости. Таким образом, изобретение обеспечивает экономичное получение тканеподобных воздухопроницаемых барьеров для жидкости.
Другие положительные свойства и преимущества будут очевидны из подробного описания примеров осуществления изобретения.
Главной задачей, на решение которой направлено изобретение, является изготовление воздухопроницаемого слоистого полотнища из нетканого волокнистого полотна и микропористой термопластичной пленки на высокоскоростном оборудовании. Далее, задачей изобретения является изготовление таких слоистых материалов, которые имеют достаточную прочность соединения слоев при сохранении вида ткани и достаточную степень проницаемости для воздуха и паров влаги при непроницаемости для жидкостей. Как указывалось выше, эти и другие задачи решаются в предпочтительном исполнении изобретения способом, который включает на первой стадии соединение посредством ламинирования нетканого волокнистого полотна и образующей микропоры термопластичной пленки. Далее было установлено, что при инкрементальной вытяжке слоистого материала получается воздухопроницаемый или микропористый слоистый материал, в котором волокнистое полотно соединено с микропористой пленкой. Микропористая пленка характеризуется непроницаемостью для прохода жидкостей благодаря свойствам термопласта и в то же время создает ощущение мягкости на поверхности волокнистого полотна слоистого материала. Может быть получен слоистый материал с различной степенью проницаемости паров влаги или воздуха при создании микропор в диапазоне от 0,1 до 1 мкм. Микропоры, полученные при использовании образующих микропоры термопластичных композиций, включающих порообразующий наполнитель, такой как карбонат кальция, диатомовую землю или двуокись титана или их сочетания, со средним размером частиц примерно от 0,5 до 5 мкм. Порообразующий наполнитель в экструдированной пленке активируется посредством механической инкрементальной вытяжки пленки. В альтернативном варианте осуществления образующая микропоры термопластичная композиция может быть получена смешиванием различных полимеров, которые при такой вытяжке создают микропоры, как это описано в патентах США NN 5,200,247 и 5,407,979, включенных в описание в качестве ссылок.
Таким образом, заявляемый способ обеспечивает получение микропористого слоистого материала, который обладает желаемым сходством с тканью и может иметь различное применение, включая пеленки, трусы, хирургическую одежду, простыни, перевязочные материалы, предметы гигиены и т. п. Изделия этих видов приобретают высокую комфортность при использовании указанных слоистых материалов ввиду своей повышенной воздухопроницаемости и способности не пропускать жидкости.
А. Материалы для получения слоистой структуры
Образующая микропористую пленку композиция может быть получена посредством комбинирования термопластичного полимера с соответствующими добавками для изготовления продукта экструзии или пленки для соединения ламинированием с нетканым полотном. Образующие микропоры композиции полиолефинов, неорганические порообразующие наполнители и другие добавки для изготовления микропористых материалов типа полотна известны. Однако не был известен способ соединения ламинированием таких композиций с нетканым волокнистым полотном с последующей инкрементальной вытяжкой полученной слоистой структуры для создания в ней микропор. Этот способ может быть выполнен в режиме поточной линии и дает экономию в изготовлении и/или экономию материалов по сравнению с известными способами изготовления слоистых материалов. Дополнительно, как указывалось выше, образующие микропоры полимерные композиции могут быть получены из смесей полимеров, такой как смесь алканоилового полимера и поливинилового спирта по патенту США N 5,200,247. Дополнительно к этому в качестве образующей микропоры полимерной композиции может быть использована смесь алканоилового полимера, деструктурированного крахмала и сополимера этилена, как описано в патенте США N 5,407,979. При использовании таких смесей нет необходимости использовать порообразующие наполнители для получения микропористости при инкрементальной вытяжке. Различные фазы полимеров в самой пленке образуют микропустоты в процессе вытяжки пленки при температуре окружающей среды или при комнатной температуре.
Образующая микропоры термопластичная пленка предпочтительно является пленкой полиолефинового типа и может относится к любому классу термопластичных полиолефиновых полимеров, которые могут быть сформованы с получением пленки для непосредственного ламинирования путем экструзии расплава на волокнистое полотно. Ряд термопластичных полимеров, подходящих для практического применения в способе по изобретению, включает отверждаемые при нормальной температуре оксиалканоиловые полимеры или диалканоиловые полимеры, представленные поли(капролактоном) в смеси с поливиниловым спиртом или полимерами крахмала, формуемыми в пленку. Полимеры на основе олефина включают наиболее доступные полимеры на основе этилена или пропилена, такие как полиэтилен, полипропилен и сополимеры, такие как сополимер этилена и винилацетата, этилена и метилакрилата, этилена и акриловой кислоты, или смеси таких полиолефинов. Другие примеры полимеров, подходящих для использования в качестве пленок в слоистом материале по изобретению, известны из патентов, на которые сделаны ссылки при описании уровня техники.
Нетканое волокнистое полотно может включать волокна из полиэтилена, полипропилена, полиэфиров, гидратцеллюлозы, целлюлозы, нейлона и смеси этих волокон. Для нетканых волокнистых полотен был предложен ряд определений. Волокна обычно представляют собой штапельные волокна или протяженные нити. Используемый здесь термин "нетканое волокнистое полотно" применяется в своем общем значении для определения в основном планарной структуры, относительно плоской, гибкой и пористой, образованной из штапельных волокон или протяженных нитей. Подробное описание нетканых полотен приведено в книге "Nonwoven Fabric Primer and Reference Sampler", автор: E.A. Vaughn, издательство: Association of the Nonwoven Fabrics Industry, 3-е издание (1992).
Предпочтительно слоистый материал содержит пленку толщиной примерно от 6,35 до 254 мкм с выбором толщины в зависимости от конкретных условий применения; для преимущественных вариантов применения диапазон толщины составляет примерно от 6,35 до 50,8 мкм. Нетканое волокнистое полотно слоистого материала обычно имеет удельный вес примерно от 5,92 до 83,72 г/м2, предпочтительно примерно от 23,92 до 47,84 г/м2. При применении адгезионного ламинирования могут использоваться клеевые расплавы, клеи на водной основе и отверждаемые клеи. Структура слоистого материала допускает инкрементальную вытяжку в поперечном направлении с получением слоистого материала поперечной вытяжки. Далее, за операцией поперечной вытяжки может следовать операция продольной вытяжки с получением слоистого материала как поперечной, так и продольной вытяжки. Как указывалось выше, микропористый композит или слоистый материал может применяться для изготовления множества различных видов товаров, таких как пеленки, детские тренировочные брюки, гигиенические прокладки, белье и т.п., - для всех условий, когда требуются свойства проницаемости для воздуха и паров влаги и защитный барьер для жидкости.
Б. Устройства для вытяжки образующих микропоры слоистых материалов
Для осуществления вытяжки исходного слоистого материала из нетканого волокнистого полотна и образующей микропоры пленки может применяться ряд различных вытяжных устройств и технологических приемов. Нетканые кардные волокнистые полотна, изготовленные из штапельных волокон, или нетканые волокнистые полотна из скрученных волокон, могут подвергаться вытяжке с использованием вытяжных устройств и технологий, описанных ниже.
1. Диагональное вытяжное устройство.
Диагональное вытяжное устройство содержит пару валков, установленных на параллельных валах и выполненных в виде косозубых цилиндрических правой и левой шестерен. Валы расположены между двумя боковыми пластинами рамы устройства, причем нижний вал установлен в зафиксированных в осевом направлении подшипниках, а верхний вал установлен в подшипниках, расположенных в скользящих в вертикальном направлении элементах. Скользящие элементы имеют регулировку в вертикальном направлении с помощью клиньев, приводимых в действие регулировочными винтами. Смещение клиньев винтами в сторону выдвижения или втягивания дает в результате перемещение вертикально скользящего элемента соответственно вниз или вверх с тем, чтобы обеспечить наличие или отсутствие зацепления зубьев верхнего и нижнего взаимодействующих валков. Установленные на боковых рамах микрометры указывают глубину взаимного захода зубьев взаимодействующих валков.
Для удержания скользящих элементов в их нижних рабочих положениях плотно прижатыми к регулировочным клиньям для противодействия направленному вверх усилию со стороны растягиваемого материала применены пневмоцилиндры. Эти пневмоцилиндры могут быть втянуты для вывода из зацепления верхнего и нижнего валков с целью заправки полотна между валками или при срабатывании контура аварийного останова, открывающего все выпускные клапаны пневмоприводов машины.
Приводные средства обычно применяются для стационарного валка. Если верхний валок должен быть выполнен с возможностью выхода из зацепления для заправки полотна или при аварийном останове, то предпочтительно применять тип зацепления без мертвого хода между верхним и нижним зацепляющимися валками для гарантии того, что после повторного ввода в зацепление зубья одного из взаимодействующих валков всегда будут попадать между зубьями другого валка и не произойдет потенциально опасного контакта между головками зацепляющихся зубьев. Если взаимодействующие валки находятся в постоянном зацеплении, то обычно нет необходимости в приводе верхнего валка. Его привод осуществляется от приводного валка через подвергаемый вытяжке материал.
Взаимодействующие валки очень похожи на мелкомодульные косозубые цилиндрические шестерни. В варианте предпочтительного выполнения валки имеют диаметр 150,75 мм, угол косого зуба 45o, нормальный шаг 2,54 мм, диаметральный питч 30, угол давления 14,5o и выполнены по существу в виде шестерен с зубьями, которые имеют удлиненную головку со срезанной вершиной. Такая конструкция создает узкий и глубокий профиль зуба, что обеспечивает глубину зацепления до 2,29 мм с зазором около 0,127 мм на боковых сторонах зуба для толщины полотна. Зубья не предназначены для передачи крутящего момента и не должны находиться в непосредственном контакте металла с металлом при нормальной работе по вытяжке полотна.
2. Поперечное вытяжное устройство
Поперечное вытяжное устройство по конструкции идентично диагональному вытяжному устройству с различием лишь в конструкции взаимодействующих валков и второстепенных элементов, которые будут отмечены ниже. Поскольку взаимодействующие элементы поперечного вытяжного устройства выполнены с возможностью большой глубины зацепления, важно, чтобы оборудование включало средства, обеспечивающие параллельность валов взаимодействующих валков при перемещении верхнего вала вверх или вниз. Это необходимо для гарантии того, что зубья одного из взаимодействующих валков всегда попадут в промежутки между зубьями другого с тем, чтобы устранить потенциальную опасность повреждений при непосредственном контакте головок взаимодействующих зубьев. Это параллельное перемещение обеспечивается реечными зубчатыми парами, в которых неподвижная зубчатая рейка закреплена на каждой боковине рамы вблизи вертикально скользящего элемента. Вал установлен поперечно боковинам рамы в подшипниках в вертикально скользящих элементах. На концах этого вала установлены шестерни, зацепляющиеся с зубчатыми рейками для обеспечения желаемого параллельного перемещения.
В поперечном вытяжном устройстве оба валка, верхний и нижний, должны быть снабжены приводами, за исключением случая вытяжки материалов с относительно высоким коэффициентом трения. Однако привод не обязательно должен быть без мертвого хода, так как небольшая величина продольного установочного рассогласования или проскальзывания в приводе не вызывает проблем. Причина этого станет ясной в процессе описания взаимодействующих элементов поперечного вытяжного устройства.
Элементы поперечного вытяжного устройства изготовлены механической обработкой твердого материала, но лучше всего могут быть описаны как пакеты чередующихся дисков двух разных диаметров. В предпочтительном варианте выполнения взаимодействующие диски имеют диаметр 152,4 мм, толщину 0,784 мм и полностью скругленные по радиусу кромки. Распорные диски, разделяющие взаимодействующие диски, имеют диаметр 139,7 мм и толщину 1,75 мм. Два валка такой конфигурации могут входить в зацепление на глубину до 5,87 мм, оставляя для материала зазор 0,48 мм по всем сторонам. Взаимодействующие элементы зацепления имеют шаг 2,54 мм, как и в диагональном вытяжном устройстве.
3. Продольное вытяжное устройство
Продольное вытяжное устройство по конструкции идентично диагональному вытяжному устройству за исключением конструкции взаимодействующих валков, которые выполнены в виде прямозубых цилиндрических шестерен. В варианте предпочтительного выполнения валки имеют диаметр 150,70 мм, нормальный шаг 2,54 мм, диаметральный питч 30, угол давления 14,5o и выполнены по существу в виде шестерен с зубьями, которые имеют удлиненные головки со срезанными вершинами. Валки выполнены со смещением зубонарезного инструмента при повторном проходе на величину 0,254 мм для выполнения более узкого зуба с увеличением зазора. При зацеплении на глубину примерно 2,286 мм создаются боковые зазоры примерно 0,254 мм для толщины материала.
4. Технология инкрементальной вытяжки
Описанные выше диагональное, поперечное или продольное вытяжные устройства могут использоваться для изготовления слоистого материала из нетканого волокнистого полотна и микропористой пленки. Операцию инкрементальной вытяжки обычно осуществляют с полученным экструзией слоистым материалом из нетканого волокнистого полотна из штапельных волокон или из скрученных волокон и образующей микропоры термопластичной пленки. Одной из уникальных особенностей настоящего изобретения является возможность растяжения нетканого волокнистого полотна из скрученных волокон с получением очень мягкого тонковолокнистого слоистого материала, которое выглядит как ткань. Слоистый материал из нетканого волокнистого полотна и образующей микропоры пленки подвергают инкрементальной вытяжке с использованием, например, поперечного и/или продольного вытяжного устройства за один проход с глубиной взаимопроникновения валков примерно от 1,52 до 3,05 мм со скоростью примерно от 1,016 до 2,54 м/с или быстрее. В результате такой односторонней или комбинированной вытяжки получают слоистый материал, который имеет отличные свойства воздухопроницаемости и непроницаемости для жидкости и при этом отличается повышенной прочностью соединения слоев и мягкой тканевой текстурой.
Перечень фигур чертежей
Изобретение поясняется далее описанием со ссылками на чертежи, на которых:
фиг. 1 изображает схематично поточную линию экструзионного ламинирования и вытяжное оборудование для производства микропористого слоистого материала согласно изобретению;
фиг. 2 изображает схематично взаимодействующие валки в разрезе по линии 2-2 на фиг. 1;
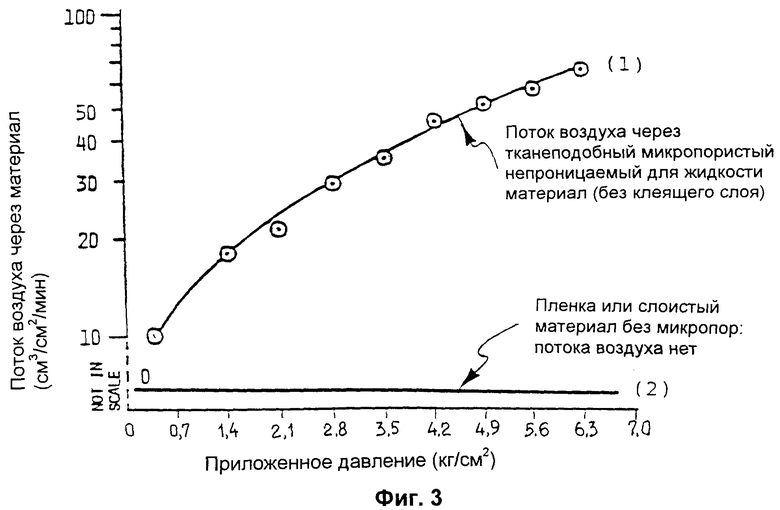
фиг. 3. изображает диаграмму, демонстрирующую свойства воздухопроницаемости тканеподобного микропористого слоистого материала;
фиг. 4 изображает диаграмму, демонстрирующую свойства микропористого слоистого материала проницаемости для паров влаги в сравнении со свойствами пленок и/или композитных материалов, не обладающих микропористостью.
Подробное описание примеров реализации изобретения
Приведенные ниже примеры иллюстрируют микропористые слоистые материалы согласно данному изобретению и способы их изготовления. На основе этих примеров и дальнейшего подробного описания для специалиста в данной области техники будет очевидно, что возможны различные их вариации без выхода за рамки настоящего изобретения.
Пример 1
Смесь полиэтилена и этиленвинилацетата указанного ниже состава (вес.%):
34,1% полиэтилена (Dowlex 2045 фирмы Dow Chemical),
11,4% этилен винилацетата (Elwax 3128 фирмы DuPont),
45,5% карбоната кальция, обработанного стеариновой кислотой (размер частиц примерно от 0,5 до 8 мкм со средней крупностью около 1 мкм),
9,1% моностеарата глицерина,
наносили экструзионным ламинированием на нетканое волокнистое полотно из скрученных волокон полиэтилена и затем подвергали вытяжке для получения микропористого слоистого материала.
Полиэтиленовое полотно со скрученным волокном удельным весом 33,49 г/м2 подвергли экструзионному ламинированию указанной выше образующей микропоры композицией с использованием оборудования по фиг. 1. Как схематично показано на фиг. 1, полотно 9 с барабана 14 вводили в щель между резиновым валиком 5 и металлическим валиком 4. Полиэтиленовый экструдат или пленку 3 из экструдера 1 подавали через фильеру 2 в щель одновременно с подачей нетканого волокнистого полотна 9. Обычно на этом участке экструзионного ламинирования производят нанесение пленки 3 толщиной примерно от 6,35 до 254 мкм при температуре плавления примерно 204,4-260oC со скоростью свыше 1,524 м/с с получением слоистого материала 12, который отводится барабаном 7. Усилие сжатия в щели регулируется таким образом, что полотно соединяется с полиолефиновой пленкой без образования сквозных отверстий и сохраняет ощущение волокнистости со стороны полотна в слоистом материале 12. Давление от 68,95 до 551,58 кН/м2 достаточно для обеспечения удовлетворительного соединения для волокнистого полотна удельным весом от 5,98 до 89,70 г/м2. Слоистый материал, изготовленный на участке экструзионного ламинирования по фиг 1, не показывает прохода воздушного потока (см. фиг. 3, кривая 2).
Хотя в описанном примере используют давление в щели между валиками 4 и 5 для соединения полотна 9 с пленкой 3, очевидно, что для ламинирования может быть использовано также вакуумирование у щели.
Как показано схематично на фиг. 1, микропористый слоистый материал 13 формируют в ходе операции инкрементальной вытяжки при пропускании слоистого материала 12 при температуре окружающей среды примерно 21,1-32,2oC через валки 10 и 11 поперечного вытяжного устройства при глубине взаимного зацепления валков около 2,54 мм со скоростью примерно 1,524 м/с. Зацепляющиеся валки 10 и 11, схематично показанные на фиг. 2 и описанные выше, осуществляют равномерную инкрементальную вытяжку ламинированного материала по поперечным линиям материала в первом направлении по всей толщине материала. Валки продольного вытяжного устройства, которые были описаны выше и не представлены на фиг. 1, осуществляют вытяжку ламинированного материала при глубине зацепления примерно 1,52 мм со скоростью примерно 1,524 м/с во втором направлении, по существу перпендикулярном первому направлению вытяжки. При этих условиях вытяжки карбонат кальция в полимерной композиции способствует формированию микропористого слоистого материала. Микропористый слоистый материал 13 после поперечной и продольной вытяжки пропускает воздушный поток (см. фиг. 3, кривая 1) и имеет высокую степень пропуска паров влаги (см. фиг. 4, кривая 1).
Пример 2
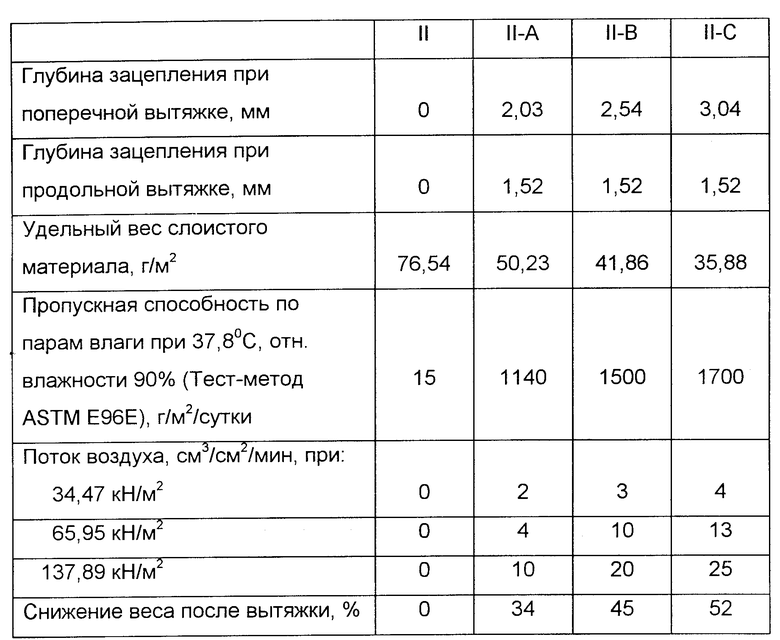
Образующая микропоры композиция в соответствии с примером 1 была подвергнута экструзионному ламинированию таким же образом, как и в примере 1, а усилие соединения слоев было отрегулировано таким образом, чтобы получить плотное соединение, которое поддается отслоению при усилии примерно от 39,37 до 196,85 г/см. Затем образующий микропоры ламинированный материал был подвергнут поперечной и продольной вытяжке при температуре около 21,1-32,2oC со скоростью примерно 1,524 м/с с использованием описанных выше валков поперечного и продольного вытяжного оборудования с различными глубинами зацепления. Полученные в результате этих операций данные и характеристики изготовленного микропористого слоистого материала приведены в таблице.
Пример 3
Из композиции по примеру 1 была получена экструзией пленка толщиной 1,5 мкм, ею был ламинирован полиэтилен со скрученными волокнами удельным весом 33,9 г/м2 с использованием распыления горячего расплава с клеем из блоксополимера стирол-изопрен-стирол и эфира канифоли. Далее полученный ламинированный слоистый материал был подвергнут вытяжке при температуре около 21,1-32,2oC со скоростью примерно 1,524 м/с с использованием описанных выше валков поперечного и продольного вытяжного оборудования с глубиной зацепления соответственно 2,80 мм и 1,27 мм. Изготовленный микропористый слоистый материал имел пропускную способность по парам влаги 1515 г/м2 сутки при 37,8oC, отн. влажности 90% (Тест-метод ASTM E96E).
Пример 4
Для изготовления микропористого слоистого материала согласно изобретению могут быть использованы дополнительно следующие образующие микропоры термопластичные композиции (состав указан в вес. %).
Композиция А
Полиолефин (линейный полиэтилен низкой плотности, полиэтилен высокой плотности или пропилен) (17-82%)
Неорганический наполнитель (17- 67%)
Жидкие или пластичные углеводородные полимеры, такие как жидкий полибутен, жидкий полибутадиен или гидрированный жидкий полибутадиен (1-67%)
Композиция В
Полиэтилен высокой плотности (60%)
Этилен-винилацетат (18%)
Диатомовая земля (18%)
Двуокись титана (0,3%)
Карбонат кальция (6%)
Композиция С
Полиэтилен (74-50%)
Неорганический наполнитель (26-50%)
Композиция D
Тройной сополимер этилена, пропилена с диеновым мономером или этилен-пропиленовый каучук (60-20%)
Неорганический наполнитель (40-80%)
Композиция E
Полибутен-1 - 47,4%
Карбонат кальция - 47,4%
Полистирол - 5,0%
Стеариновая кислота - 0,2%о


Изобретение относится к изготовлению тканеподобного микропористого слоистого материала, проницаемого для воздуха и паров влаги, но препятствующего проходу жидкостей, и может быть использовано для изготовления пеленок, детских тренировочных брюк, гигиенических прокладок, белья и т.п. Способ включает введение нетканого волокнистого полотна и образующей микропоры термопластичной пленки в щель между валиками, регулирование усилия сжатия между полотном и пленкой в щели для их соединения и ламинирования поверхности полотна пленкой с образованием ламинированного полотнища, а также дополнительно включает воздействие на ламинированное полотнище при температуре окружающей среды инкрементальной вытяжкой вдоль линии, проходящих, по существу, равномерно поперек ламинированного полотнища и по всей его толщине до получения тканеподобного микропористого слоистого материала. Другой способ включает в отличие от вышеупомянутого способа экструзионное ламинирование поверхности полотна путем непрерывной экструзии в щель образующего микропоры экструдата при температуре выше точки его размягчения с последующей вытяжкой ламинированного полотнища в соответствии с вышеупомянутым способом, но путем непрерывного введения его в режиме поточной линии между валками для инкрементальной вытяжки до получения тканеподобного микропористого слоистого материала. Получаемый материал проницаем для воздуха и паров влаги, но не проницаем для жидкости и имеет сходство с тканью, создавая ощущение мягкого нетканого полотна. 2 с. и 10 з.п. ф-лы, 4 ил., 1 табл.
| СПОСОБ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ | 0 |
|
SU327402A1 |
| US 4753840 A1, 28.07.1988 | |||
| УСТРОЙСТВО КЛАПАННОЕ ДЛЯ ГИДРАВЛИЧЕСКОГО ПРЕДОХРАНИТЕЛЯ ПРЕССА | 2004 |
|
RU2276636C1 |
| СПОСОБ ВЫТЯГИВАНИЯ НЕПРЕРЫВНОГО ПОЛИМЕРНОГО ЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2042514C1 |
