Изобретение относится к способам и устройствам монтажа, более конкретно - к монтажу сборочно-монтажных единиц (СМЕ) в судовом помещении.
Может быть применено также в других отраслях народного хозяйства.
Известен способ погрузки и монтажа агрегата СМЕ, заключающийся в том, что агрегат заводят в помещение заказа, устанавливают на технологических опорах, производят замеры забойных участков балок, пристыковывают сопрягаемые поверхности забойных элементов, крепят к штатной конструкции, закрепляют прихватками и осуществляют сварку, при этом в процессе сварки производят контроль сварочных напряжений, на основании чего подбирают необходимый режим сварки (Инструкция на погрузку и монтаж агрегата" ЛКИБ-0201-305-92, ЦНИИТС, 1992, С.-Петербург).
Недостатком способа является необходимость тензометрирования, расчета режимов сварки, а также сложность в целом, в управлении процессом равномерной приварки опор. При сварке возникает неравномерное поперечное укорочение сварных швов, которое будет пытаться приподнять агрегат при охлаждении и оторвать его от основания, что может привести к разрыву сварных швов, появлению микротрещин в шве или по крайней мере к неравномерной нагрузке швов в процессе монтажа и эксплуатации.
Это решение является наиболее близким к заявляемому и выбрано в качестве прототипа.
Перечисленные недостатки прототипа устраняются изобретением, осуществление которого позволит повысить качество сварного соединения путем введения системы слежения за всеми изменениями, происходящими в шве в процессе сварки.
В способе монтажа сборочно-монтажных единиц в процессе сварки, включающем установку СМЕ, стыковку сопрягаемых поверхностей, крепление к штатной конструкции, закрепление прихватками и сварку шва, для достижения указанного технического результата монтаж ведут с использованием при установке СМЕ четырех балансировочных устройств, при этом каждое из устройств содержит корпус, основной и установленный в нем дополнительный плунжер, образующие верхнюю и нижнюю рабочие полости, причем верхняя рабочая полость, образованная дополнительным внутренним плунжером, заполнена сжатым газом с постоянным расчетным давлением, которое выбирается из соотношения
где
D - диаметр основного плунжера;
d1 - диаметр дополнительного плунжера;
d2 - диаметр штока дополнительного плунжера;
qг - давление сжатого газа;
n - количество применяемых балансировочных устройств;
k - коэффициент, учитывающий трение скольжения плунжера о плунжер (о корпус);
G - масса СМЕ.
При расчетах параметров балансировочного устройства диаметр основного плунжера определяется из соотношения:
где
qж - удельное давление рабочей жидкости в нижней рабочей полости.
Для монтажа СМЕ обычно используют гидравлические домкраты.
Известны гидравлические домкраты (Крыница М.Н. Механизация слесарно-монтажных работ на судах. - Л.: Судостроение, 1976, с. 108), предназначенные для подъема и опускания механизмов в процессе их монтажа, центровки и выверки. Домкраты могут осуществлять лишь подъем и опускание механизмов и агрегатов, не могут выполнять функцию балансировки.
Известно решение по а.с. СССР N 1031890, 1983, согласно которому телескопический домкрат имеет внутренний неподвижный и наружный подвижный цилиндры. Принцип подъема и опускания наружного цилиндра осуществляется аналогично вышеуказанным, но при этом с помощью наружного сильфона производится уплотнение полости домкрата. Оба цилиндра снабжены уступами, ограничивающими сжатие пружины сильфона. Домкрат сложен в исполнении и не позволяет осуществлять функцию балансирования. Предназначен только для подъема-опускания.
Наиболее близким к заявляемому решению является домкрат с ручным гидравлическим приводом (Механизация корпусных работ на стапеле. - Л.: Судостроение, 1973, с. 190), который содержит корпус и установленный в нем плунжер. Однако, указанное устройство дает возможность только вручную изменять положение СМЕ, что не дает возможности автоматической компенсации изменений, происходящих в сварном шве.
Задачей настоящего изобретения является создание простого и надежного устройства для выполнения монтажа СМЕ, имеющего возможность компенсировать изменения (усадку), происходящие в шве в процессе сварки.
Предложено устройство, содержащее корпус и плунжер, которое для решения указанной задачи снабжено дополнительным плунжером, установленным внутри основного, упомянутые плунжеры образуют верхнюю и нижнюю рабочие полости, при этом верхняя рабочая полость, образованная дополнительным внутренним плунжером, заполнена сжатым газом с постоянным расчетным давлением, а нижняя заполнена рабочей жидкостью.
Изобретение обладает новизной; из известного уровня техники не удалось найти решений, подобным же образом решающих поставленную задачу, следовательно, решение соответствует критерию изобретательского уровня.
Изобретение является промышленно применимым.
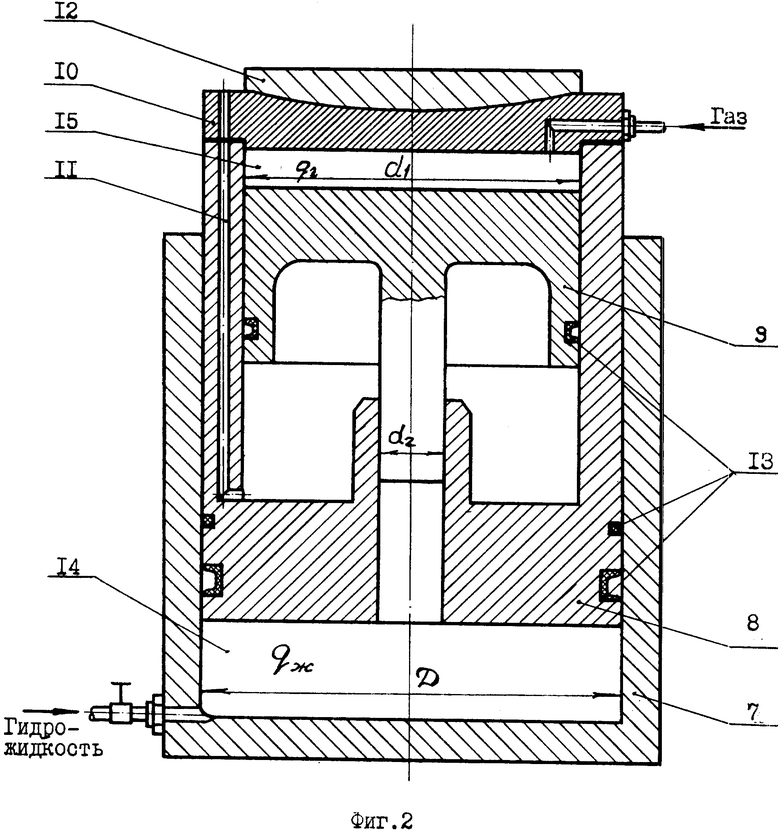
Изобретение представлено чертежами на фиг. 1 и 2, где на фиг. 1 представлен общий вид СМЕ, на фиг. 2 - используемое балансировочное устройство.
На фиг. 1 показано: 1 - балансировочное устройство, 2 - опора для балансировочного устройства на СМЕ, 3 - судовой фундамент, 4 - сварной шов; 5 - штатная судовая конструкция для крепления СМЕ, 6 - сборочно-монтажная единица СМЕ.
Балансировочное устройство 1 установлено на судовом фундаменте 3 с упором в опору 2 на СМЕ 6. Сварной шов 4 служит для крепления СМЕ 6 к штатной судовой конструкции 5.
На фиг. 2 представлено балансировочное устройство, имеющее корпус 7 с установленном в нем плунжером 8, в котором установлен дополнительный плунжер 9.
Устройство снабжено крышкой 10. В стенке основного плунжера 8 выполнен канал 11 для обеспечения атмосферного давления. На крышке 10 установлена сферическая опора 12, служащая для компенсации непараллельности поверхностей фундамента и опор 2 СМЕ 6. Уплотнительные кольца 13 предназначены для уплотнения между плунжерами 8 и 9, корпусом 7 и плунжером 8.
Плунжеры 8 и 9 образуют нижнюю 14 и верхнюю 15 рабочие полости. Нижняя рабочая полость 14 образована основным плунжером 8 и внутренней поверхностью корпуса 7 и заполнена рабочей жидкостью. Верхняя рабочая полость 15 образована дополнительным внутренним плунжером 9, внутренними поверхностями основного плунжера 8 и крышкой 10 и заполнена сжатым газом с постоянным расчетным давлением.
Заявляемый способ осуществляется следующим образом. СМЕ 6 устанавливают на технологические опоры (на фиг. 1 и 2 не показаны). Под опоры 2 на СМЕ 6 на судовой фундамент 3 устанавливают балансировочные устройства 1. С их помощью приподнимают СМЕ 6 и стыкуют сопрягаемые поверхности, т.е. части штатной судовой конструкции 5 для крепления СМЕ 6, состыкованные поверхности закрепляют прихватками и выполняют сварочный шов 4. Процесс ведут с одновременным выравниванием СМЕ 6 с помощью балансировочных устройств 1, компенсируя в процессе сварки усадку сварного шва.
Балансировочное устройство 1 работает при этом следующим образом. Газ подают в верхнюю рабочую полость 15 с постоянным расчетным давлением. Когда в процессе сварки происходит усадка швов, создаются стягивающие усилия, направленные на отрыв конструкции СМЕ 6, при этом уменьшается нагрузка на основные плунжеры 8, снижая тем самым давление рабочей жидкости. Однако, сохраняемое в верхних рабочих полостях 15 домкратов постоянное давление газа толкает дополнительные внутренние плунжеры 9, которые, взаимодействуя с основными плунжерами 8, поддерживают постоянным давление рабочей жидкости и, тем самым, заставляют перемещаться плунжеры 9 на величину, эквивалентную величине усадки шва. Таким образом создается самоуравновешивающая система, которая работает в прямой зависимости от укорочения швов.
Приведем пример расчета балансировочного устройства для установки и приварки СМЕ массой 400 т. При этом используем четыре поддерживающие опоры.
Для того, чтобы определить необходимое давление газа и, учитывая, что в современных домкратах применяют давление рабочей жидкости qж = 30 МПа, найдем диаметры D основного плунжера 8:
тогда
где
d1 - диаметр дополнительного внутреннего плунжера 9 выбран из конструктивных соображений и равен 18,0 см;
d2 - диаметр штока выбирается из условия максимально возможной мультипликации (10 - 25) = 1,8 см;
k = 1,15 - коэффициент, учитывающий трение плунжеров о стенки цилиндров.
Из расчета видно, что для обеспечения работы системы достаточно создать в четырех устройствах давление всего 0,37 МПа.
Использование указанного способа монтажа СМЕ позволит значительно повысить качество сварных швов, сократить продолжительность и трудоемкость монтажа СМЕ более чем на 30%.
Использование изобретения позволяет снизить трудоемкость работ по монтажу СМЕ, значительно улучшить качество сварного шва за счет исключения сварочных напряжений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОГРУЗКИ СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ В ОБЪЕКТ | 1996 |
|
RU2117623C1 |
| СПОСОБ МОНТАЖА И ДЕМОНТАЖА СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ (СМЕ) ВНУТРИ ЗАЩИТНОГО УКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2135715C1 |
| УЗЕЛ СОЕДИНЕНИЯ СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ С КОРПУСНОЙ КОНСТРУКЦИЕЙ СУДНА | 1995 |
|
RU2102276C1 |
| ПОРТАЛЬНЫЙ РОБОТ | 1988 |
|
RU2022770C1 |
| СПОСОБ МОНТАЖА СУДОВОГО ВАЛОПРОВОДА | 1994 |
|
RU2092380C1 |
| ЗАБОЙНАЯ ТРУБА И СПОСОБ МОНТАЖА ТРУБОПРОВОДА | 1994 |
|
RU2086846C1 |
| РАСТРУБНЫЙ МУФТОВЫЙ ПАТРУБОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2067250C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПРОХОДНОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1992 |
|
RU2049633C1 |
| АВТОМАТИЗИРОВАННЫЙ УЧАСТОК РЕЗКИ И СВАРКИ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2001 |
|
RU2208506C2 |
| ТРАНСПОРТНАЯ СИСТЕМА ДЛЯ ПРОДОЛЬНОГО И ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СУДОВ | 1996 |
|
RU2107007C1 |
Способ и устройство предназначены для монтажа сборочно-монтажных единиц в судостроении. Устройство, являющееся балансировочным, содержит наружный и внутренний плунжеры, образующие верхнюю и нижнюю полости. Нижняя полость заполнена жидкостью, а верхняя заполнена сжатым газом с постоянным расчетным давлением. Сборочно-монтажные единицы устанавливают на технологические опоры, под опоры на судовой фундамент устанавливают балансировочные устройства. С их помощью приподнимают сборочно-монтажные единицы и стыкуют сопрягаемые поверхности. Стыковочные поверхности сопрягают прихватками и выполняют сварочный шов. В процессе сварки происходит выравнивание сборочно-монтажных единиц, компенсируя в процессе сварки усадку шва. Изобретение позволяет повысить качество сварного соединения путем введения системы слежения за всеми изменениями, происходящими в шве в процессе сварки. 2 с.п.ф-лы, 2 ил.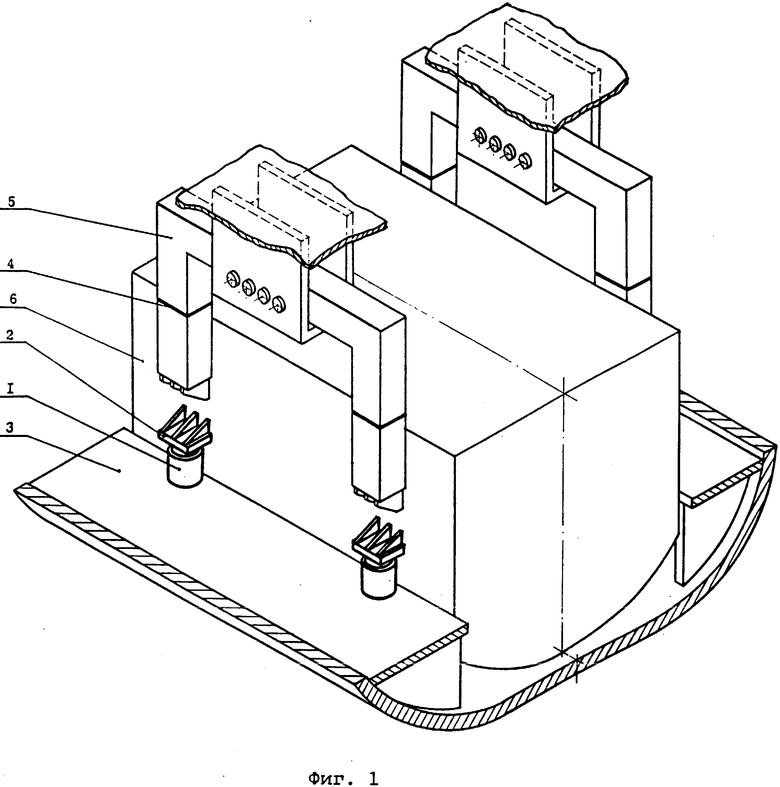
где D - диаметр основного плунжера;
d1 - диаметр дополнительного плунжера;
d2 - диаметр штока дополнительного плунжера;
qc - давление сжатого газа;
n - количество применяемых балансировочных устройств, равное четырем;
k - коэффициент, учитывающий трение скольжения плунжера о плунжер (о корпус);
G - масса сборочно-монтажных единиц,
а нижняя рабочая полость заполнена рабочей жидкостью.
| Питательное приспособление к трепальным машинам для лубовых растений | 1922 |
|
SU201A1 |
| Крыница М.Н | |||
| Механизация слесарно-монтажных работ на судах | |||
| - Л.: Судостроение, 1976 г., с.108 | |||
| SU, авторское свидетельство, 1031890, B 66 F 3/24, 1983 | |||
| Механизация корпусных работ на стапеле | |||
| - Л.: Судостроение, 1973, с.190. | |||

