Изобретение относится к судостроению, а именно к узлам соединения корпусных конструкций судна.
Известен принятый в качестве ближайшего аналога узел соединения, содержащий коаксиально размещенные полые соединительные элементы, связанные между собой пластмассой холодного отверждения. Наружный элемент при этом закреплен на корпусной конструкции судна. Также имеется хвостовик сборочно-монтажной единицы, представляющий собой соединительный элемент ⊥-образной формы, полка которого закреплена во внутреннем полом соединительном элементе с помощью пластмассы холодного отверждения, причем в наружном и во внутреннем полых соединительных элементах имеются продольные прорези для прохождения через них соединительного элемента [1]
Однако, данная конструкция не исключает разрушения пластмассы при разборке узла соединения. Кроме того, повторная сборка узла соединения является трудоемкой, требующей центровки сборочно-монтажной единицы.
Задачами, которые решает настоящее изобретение, являются упрощение разборки и повторной сборки узла соединения и снижение трудоемкости выполнения этих операций.
Это достигается тем, что в известном устройстве наружный цилиндрический элемент в продольном направлении выполнен разъемным, снабжен фланцами для стяжки обеих частей, между которыми предусмотрен зазор, а наружная цилиндрическая поверхность внутреннего элемента и сопрягаемая с нею внутренняя поверхность наружного цилиндрического элемента выполнены с равными радиусами.
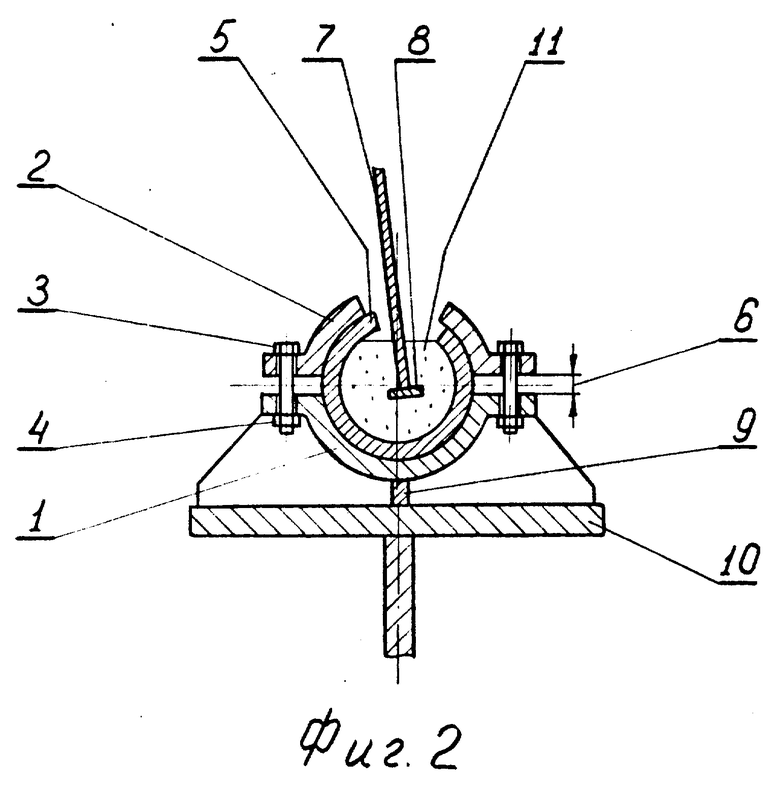
Сущность изобретения поясняется чертежами, где на фиг.1 показано относительное положение деталей описываемого узла соединения в разобранном виде; на фиг.2 поперечный разрез узла в собранном состоянии.
Узел соединения содержит наружный полый цилиндрический элемент, выполненный из двух частей 1 и 2, которые стягиваются друг с другом за имеющиеся у них фланцы болтами 3 с гайками 4 и плотно обжимают внутренний полый цилиндрический элемент 5, имеющий по торцам заглушки. При этом между обеими частями 1 и 2 предусмотрен зазор 6. Наружная цилиндрическая поверхность внутреннего элемента и сопрягаемая с нею внутренняя поверхность обеих частей 1 и 2 наружного цилиндрического элемента образованы равными радиусами, поэтому между ними возникает сила трения, исключающая скольжение или вращение полого элемента 5 при его обжатии обеими частями 1 и 2. Верхняя часть 2 наружного цилиндрического элемента и внутренний цилиндрический элемент 5 имеют сквозные продольные пазы для прохождения через них соединительного хвостовика 7 с профилем 8 внутрь полого цилиндрического элемента 5.
Использование предлагаемого узла соединения осуществляется следующим путем.
Нижнюю часть 1 наружного цилиндрического элемента закрепляют жестко с помощью книц 9 на корпусной конструкции 10 сваркой. Пред монтажом сборочно-монтажной единицы соединительный хвостовик 7 с профилем 8 продевают через сквозной паз в верхней части 2 наружного полого цилиндрического элемента, а затем устанавливают внутрь полого цилиндрического элемента 5, продевая через паз или через его торцы, после чего на торцы устанавливают заглушки. При монтаже сборочно-монтажной единицы вкладывают полый цилиндрический элемент 5 в нижнюю часть 1 наружного полого цилиндрического элемента и охватывают верхней частью 2. Стягивают верхнюю 2 и нижнюю 1 части наружного полого цилиндрического элемента болтами 3 и гайками 4, обжимая внутренний цилиндрический полый элемент 5 до полного устранения его скольжения и вращения. После этого центрируют сборочно-монтажную единицу, перемещая соединительный хвостовик 7 с профилем 8 внутри полого цилиндрического элемента 5, затем заливают внутрь последнего пластмассу холодного отверждения 11.
Для разборки предлагаемого узла разжимают обе части 1 и 2 наружного полого цилиндрического элемента, отвинчивая стягивающие их болты 3 и гайки 4, раздвигают указанные части и вынимают из нижней части 1 наружного полого цилиндрического элемента внутренний полый цилиндрический элемент 5 вместе с хвостовиком 7 и верхней частью 2, демонтируя тем самым сборочно-монтажную единицу.
Повторное использование предлагаемого узла соединения при перемонтаже центрируемой сборочно-монтажной единицы производится в обратной последовательности. При этом параллельное перемещение сборочно-монтажной единицы обеспечивается осевым перемещением внутреннего полого цилиндрического элемента 5 в полости наружного цилиндрического элемента за счет жесткой фиксации нижней части 1 на корпусе судна.
Благодаря такому устройству узла соединения его разборка и повторная сборка по сравнению с прототипом упрощены и уменьшена трудоемкость этих операций, так как:
разборка узла производится путем раздвигания обеих частей наружного полого цилиндрического элемента, например отвинчиванием стягивающих их болтов. При этом внутренний полый цилиндрический элемент вместе с хвостовиком сборочно-монтажной единицы высвобождается из наружного полого цилиндрического элемента и разрушение пластмассы не требуется;
для повторной сборки узла соединения центровать сборочно-монтажную единицу не нужно, так как плотное прилегание внутреннего полого цилиндрического элемента к наружному обеспечивает при сборке узла фиксацию в осевом направлении внутреннего полого цилиндрического элемента и связанного с ним пластмассой хвостовика сборочно-монтажной единицы, а следовательно, и фиксацию сборочно-монтажной единицы вдоль оси узла;
при повторной сборке узла соединения достаточно охватить внутренней полый цилиндрический элемент обеими частями наружного полого цилиндрического элемента и стянуть эти части крепежными деталями, введенными во фланцы. Вновь заливать пластмассу при этом не требуется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения судовой сборочно-монтажной единицы с корпусной конструкцией судна | 1989 |
|
SU1689201A1 |
| СПОСОБ МОНТАЖА СБОРОЧНО-МОНТАЖНЫХ ЕДИНИЦ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2117600C1 |
| СПОСОБ ПОГРУЗКИ СБОРОЧНО-МОНТАЖНОЙ ЕДИНИЦЫ В ОБЪЕКТ | 1996 |
|
RU2117623C1 |
| РАСТРУБНОЕ БЕЗРАСПОРНОЕ ОБЛЕГЧЕННОЕ СОЕДИНЕНИЕ | 1995 |
|
RU2087786C1 |
| Распорно-стягивающее устройство для стыкования на плаву частей корпуса строящегося плавсредства | 1990 |
|
SU1792388A3 |
| СПОСОБ СОЕДИНЕНИЯ И ГЕРМЕТИЗАЦИИ ТРУБОПРОВОДОВ И СОЕДИНИТЕЛЬНАЯ МУФТА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2003 |
|
RU2244197C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ КОМПЕНСИРУЮЩЕГО РАСТРУБНОГО ПАТРУБКА | 1991 |
|
RU2035653C1 |
| Устройство для выгрузки и погрузки судовой разделительной переборки | 2024 |
|
RU2828922C1 |
| ЗВУКОИЗОЛИРУЮЩИЙ РАСТРУБНЫЙ РЕЗИНОМЕТАЛЛИЧЕСКИЙ ПАТРУБОК | 2002 |
|
RU2217647C1 |
| ЛОПАСТЬ ВЕТРОКОЛЕСА | 2001 |
|
RU2209339C1 |
Использование: судостроение, корпусные судовые конструкции. Сущность изобретения: в узле соединения сборочно-монтажной единицы с корпусной конструкцией судна, включающем два металлических коаксиально размещенных полых цилиндрических элемента со сквозными продольными пазами и соединительный профильный хвостовик, наружный цилиндрический элемент выполнен с разъемом, а наружная цилиндрическая поверхность внутреннего элемента и сопрягаемая с нею внутренняя поверхность наружного цилиндрического элемента образованы равными радиусами. Изобретение позволяет упростить разборку и повторную сборку узла соединения сборочно-монтажной единицы с корпусной конструкцией судна и снизить трудоемкость этих операций путем исключения разрушения пластмассы при разборке узла и исключения операции центровки сборочно-монтажной единицы при повторной сборке узла. 2 ил.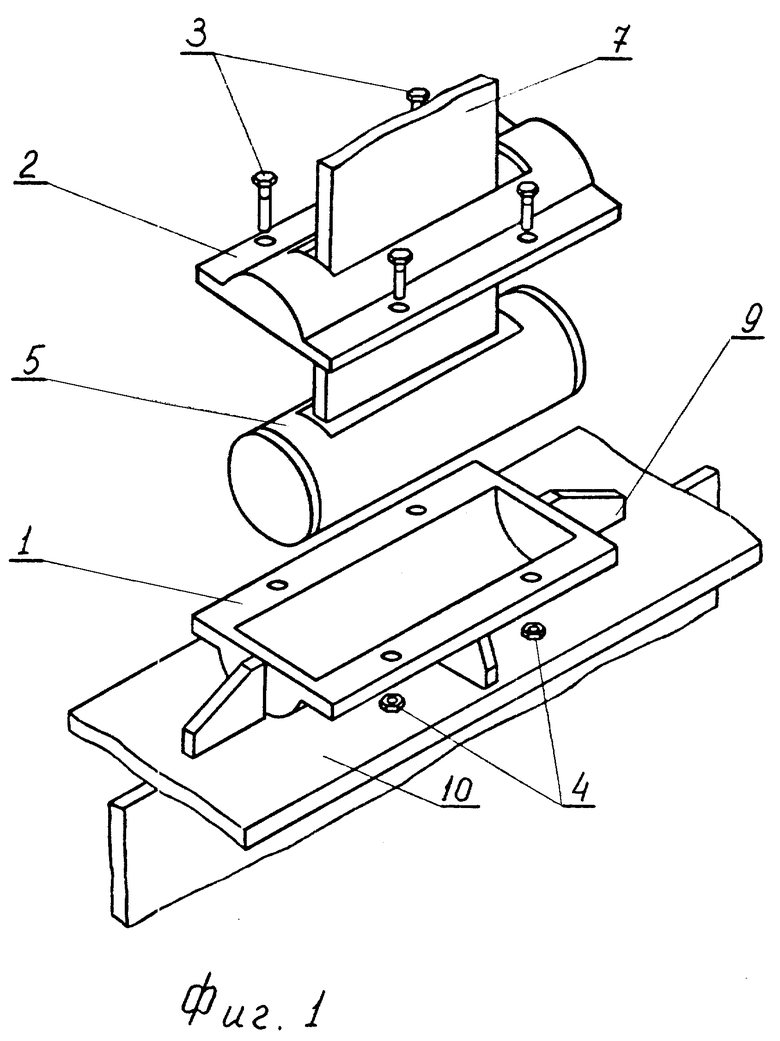
Узел соединения сборочно-монтажной единицы с корпусной конструкцией судна, содержащий два металлических коаксиально-размещенных полых цилиндрических элемента со сквозными продольными пазами и соединительный профильный хвостовик сборочно-монтажной единицы, расположенный в полости внутреннего элемента и неподвижно закрепленный в нем с помощью пластмассы холодного отверждения, причем наружный цилиндрический элемент скреплен с корпусной конструкцией судна, отличающийся тем, что наружный элемент в продольной плоскости выполнен разъемным, снабжен фланцами для стяжки обеих частей крепежными деталями, при этом между обеими частями по разъему предусмотрен зазор, а наружная цилиндрическая поверхность внутреннего элемента и сопрягаемая с нею внутренняя поверхность наружного цилиндрического элемента выполнены с равными радиусами.
| SU, авторское свидетельство, 1689201, кл | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
