Изобретение относится к легкой промышленности, в частности к упаковочному оборудованию, а именно к устройствам для обандероливания уложенных в стопки изделий различной формы, в том числе прямоугольной формы, например денежных билетов, конвертов, газет, журналов, и предназначенным для применения в банковских учреждениях, на почте, предприятиях торговли, коммунального хозяйства и т.п.
Известна машина для упаковки предметов прямоугольной формы, которая имеет приспособление для заворачивания изделий в бумагу, горизонтальный транспортер и установленные над ним и друг за другом четыре транспортера, два из которых расположены по отношению к пачке симметрично, а два других - над ней, причем оси вращения их ведущего и ведомого барабанов взаимно перпендикулярны друг другу, и приспособление для формирования пачки. SU, а.с. 228593, МКИ B 65 B 27/08, 1966 г.
К недостаткам известного устройства относятся ограниченные технические возможности, на этих машинах невозможно осуществлять обандероливание изделий иной формы, чем прямоугольная. Кроме этого, эти машины обладают относительно низкой производительностью и требуют осуществление дополнительных операций по склеиванию концов бумаги.
Известно также устройство для обандероливания изделий, содержащее корпус с площадкой для размещения изделия, внутри корпуса установлены механизм подачи оберточной ленты, механизм формирования петли и механизм резки и скрепления концов оберточной ленты, выполненный в виде ножа и электронагревательной головки, установленной с возможностью контактирования с наложенными друг на друга концами оберточной ленты, прижатыми на подвижно установленной опорной площадке, механизм подачи оберточной ленты, выполненный в виде пары роликов - приводного подающего и прижимного, и система управления. EP N 0238450 МКИ B 65 B 27/08 от 03.03.87 (прототип).
Недостатками известного решения, принятого в качестве прототипа, являются ограниченные технические возможности. Известный автомат осуществляет упаковку изделий только прямоугольной формы, а именно денежных банкнот. Кроме этого, данный автомат обладает относительно невысокой производительностью и надежностью ввиду наличия большого количества электромагнитов, управляемых концевыми выключателями.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение технических возможностью за счет обеспечения обандероливания изделий различной формы, повышение быстродействия выполнения операций по формированию петли и качества соединения концов оберточной ленты. Технический результат заключается в строгом согласовании моментов воздействия кулачков управления на приводы соответствующих узлов и механизмов с временем прохождения ленты в процессе ее подачи для образования петли, а также в обеспечении формирования петли после захвата ленты захватывающим элементом за счет подачи ленты первой парой роликов и натяжения второй парой роликов ленты, охватывающей изделие, для выполнения операции по склеиванию и обрезанию ленты.
Для достижения указанного выше технического результата в известном устройстве для обандероливания изделий, содержащем корпус с площадкой для размещения изделия, внутри корпуса установлены механизм подачи оберточной ленты, механизм формирования петли и механизм резки и скрепления концов оберточной ленты, выполненный в виде ножа и электронагревательной головки, установленной с возможностью контактирования с наложенными друг на друга концами оберточной ленты, прижатыми на подвижно установленной опорной площадке, механизм подачи оберточной ленты выполнен в виде пары роликов - приводного подающего и прижимного, и система управления, механизм подачи оберточной ленты снабжен дополнительной парой роликов - приводного затяжного и прижимного, при этом прижимные ролики установлены на концах двуплечего рычага с возможностью прижатия к соответствующим приводным роликам, механизм формирования петли выполнен в виде захватывающего элемента, связанного с узлом поворота и возвратно-поступательного перемещения в вертикальной и горизонтальной плоскости соответственно, механизм резки и скрепления концов оберточной ленты снабжен тремя прижимами, первый из которых расположен на пути движения ленты между механизмом подачи оберточной ленты и захватывающим элементом, а второй прижим - за электронагревательной головкой с возможностью прижатия заднего конца оберточной ленты к опорной площадке, установленной с возможностью перемещения в горизонтальной плоскости и на которой расположен третий прижим для фиксации переднего конца оберточной ленты относительно опорной площадки после образования петли, система управления выполнена в виде восьми приводных кулачков, установленных с возможностью взаимодействия соответственно: первый - с механизмом подачи оберточной ленты для обеспечения прямого, реверсивного и нейтрального положения роликов, второй и третий - с механизмом формирования петли для обеспечения соответственно поворотного, возвратно-поступательного перемещения в вертикальной и возвратно-поступательного перемещения в горизонтальной плоскостях в режиме подачи ленты первой пары роликов, четвертый, пятый, шестой, седьмой и восьмой - с механизмом резки и скрепления концов оберточной ленты с возможностью обеспечения работы соответственно первого, второго и третьего прижимов, перемещения ножа с электронагревательной головкой и опорной площадки в горизонтальной плоскости в режиме резки и скрепления концов ленты.
Кроме этого, первый кулачек может быть выполнен с тремя рабочими участками, соответствующими прямому, реверсивному и нейтральному режимам, а его кинематическая связь с двуплечим рычагом крепления прижимных роликов выполнена в виде кронштейна, жестко соединена с упомянутым двуплечим рычагом и посредством регулировочного узла связана со вторым двуплечим рычагом, один конец которого посредством установленного на нем ролика введен в контакт с первым кулачком, при этом первый рабочий участок выполнен с регулированной длиной, характеризующей время подачи ленты и формирования длины петли.
Кроме этого, нож может быть закреплен на электронагревательной головке, выполненной с приводом вертикального перемещения в виде пантографа, один из параллельных рычагов которого посредством установленного на нем ролика введен в контакт с седьмым кулачком системы управления.
Кроме этого, узел поворота и возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях механизма формирования петли может быть выполнен в виде стойки с закрепленными на концах упором и первым ползуном, установленным в корпусе с возможностью перемещения в вертикальной плоскости, между которыми на стойке расположен второй ползун, установленный в корпусе с возможностью перемещения в горизонтальной плоскости и на котором закреплена зубчатая рейка, введенная в зацепление с шестеренкой, связанной с захватывающим элементом, установленным в первом ползуне с возможностью вращения, при этом первый ползун посредством упора, закрепленного на стойке, связан со вторым кулачком системы управления, а второй ползун связан с третьим ее кулачком и подпружинен относительно корпуса с возможностью расположения захватывающего элемента в нерабочем положении.
Кроме этого, второй приводной прижим может быть выполнен с направляющей для ориентации движения ленты при образовании петли.
На фиг. 1 изображен общий вид устройства для обандероливания изделий.
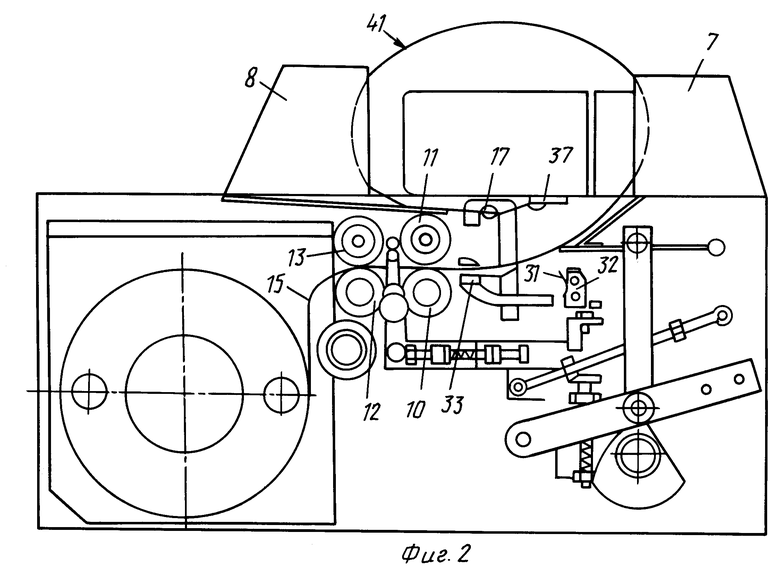
На фиг. 2 - вид устройства для обандероливания изделий без передней панели.
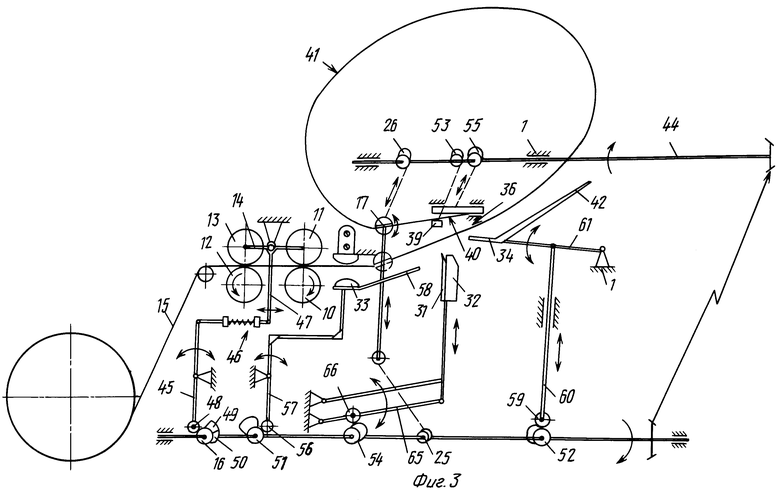
На фиг. 3 изображена кинематическая схема устройства для обандероливания изделий.
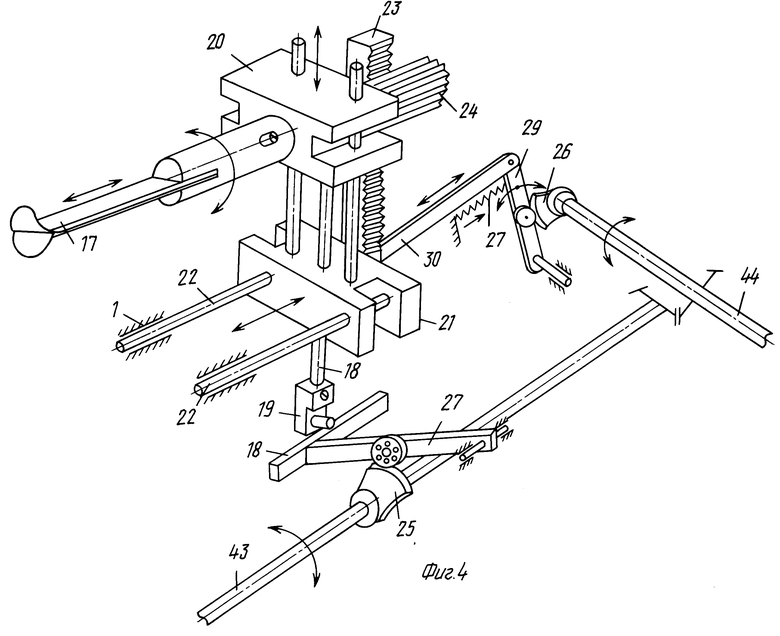
На фиг. 4 - механизм формирования петли ленты устройства для обандероливания изделий.
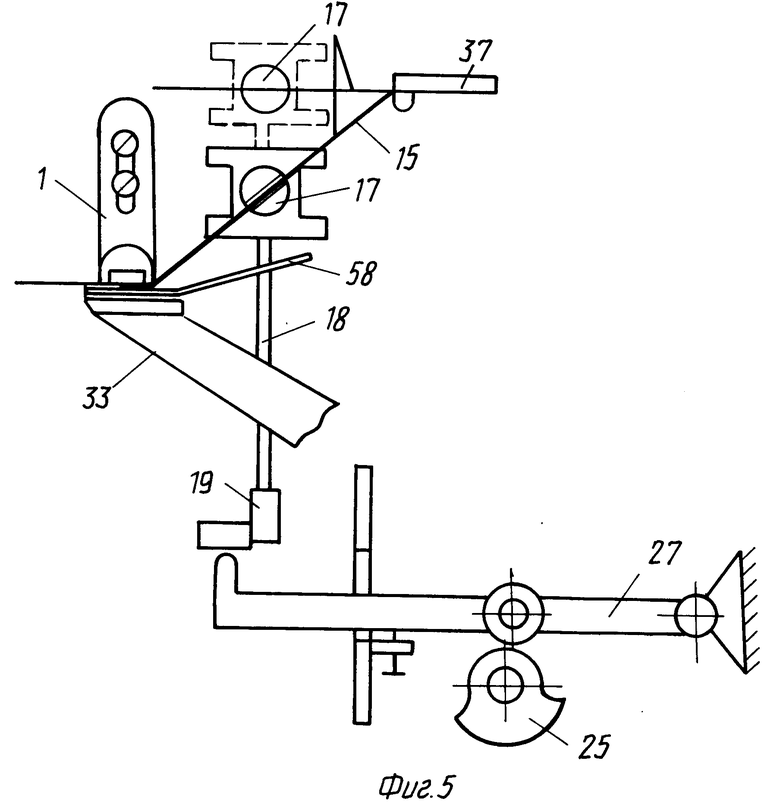
На фиг. 5 - механизм формирования петли ленты устройства для обандероливания изделий в положении резки и скрепления концов ленты.
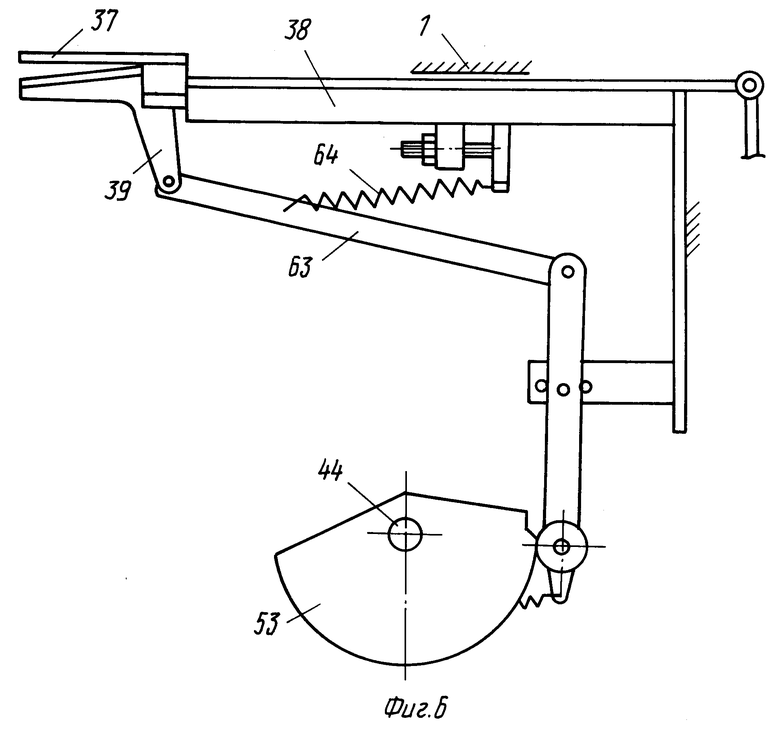
На фиг. 6 - третий зажим (в нерабочем положении) механизма резки и скрепления концов оберточной ленты устройства для обандероливания изделий.
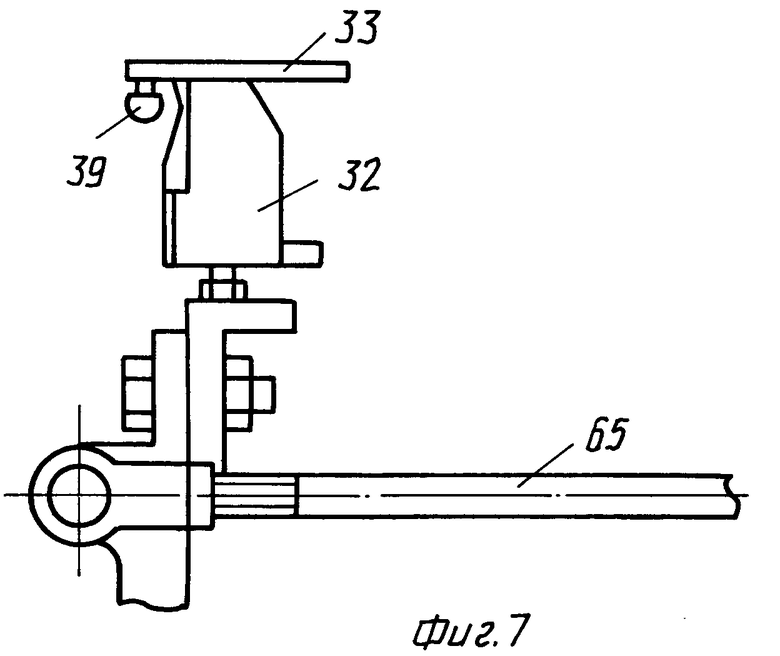
На фиг. 7 - электронагревательная головка с ножом механизма резки и скрепления концов оберточной ленты устройства для обандероливания изделий в верхнем положении.
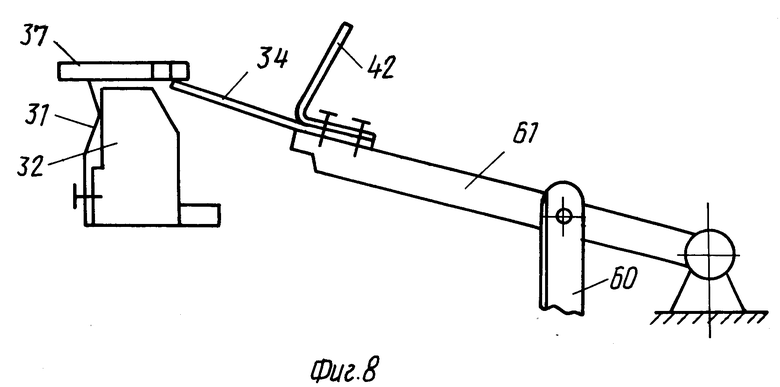
На фиг. 8 - второй прижим механизма резки и скрепления концов оберточной ленты устройства для обандероливания изделий в верхнем положении.
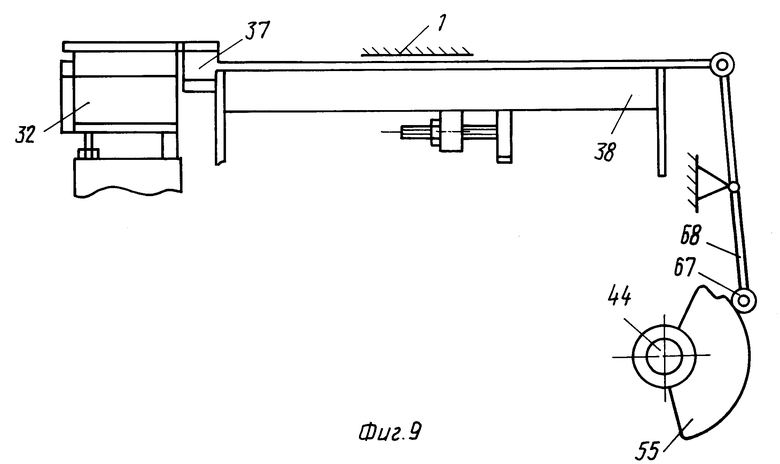
На фиг. 9 - вид А по фиг. 6.
Устройство предназначено для обандероливания изделий различной формы кольцеобразно при помощи бумажной ленты с полимерным покрытием для обеспечения термической сварки концов ленты.
Устройство для обандероливания изделий может быть выполнено настольным (фиг. 1).
Согласно изобретению устройство для обандероливания изделий содержит корпус 1 (фиг. 1) и кожух 2, на передней панели 3 которого расположен пульт 4 управления и индикации. На площадке 5, предназначенной для размещения изделия 3, установлен фотодатчик 6 для обнаружения на площадке 5 между упорами изделия и формирования команды на включение системы управления для осуществления обандероливания изделия. Упоры 7 и 8 установлены на площадке с возможностью изменения своего положения в зависимости от формы и размеров изделия. Внутри корпуса 1 расположены блок питания 9, подключенный к электросети, механизм подачи оберточной ленты, механизм формирования петли и механизм резки и скрепления концов оберточной ленты. Система управления упомянутыми механизмами выполнена в виде восьми приводных кулачков.
В качестве оберточной ленты используется бумажная лента с односторонним полимерным покрытием.
Механизм (фиг. 2, 3) подачи оберточной ленты имеет две пары роликов. Первая пара состоит из приводного подающего ленту ролика 10 и прижимного ролика 1 1, а вторая пара роликов состоит из приводного затяжного ролика 12, имеющего обратное вращение по отношению к вращению ролика 10, и прижимного ролика 13. Прижимные ролики 11 и 13 установлены на концах двуплечего рычага 14, закрепленного на корпусе 1 с возможностью поворота и прижатия к соответствующим им приводным роликам для обеспечения или подачи ленты 15 или ее натяжения. Управление поворотом двуплечего рычага 14 осуществляется системой управления, а именно первым кулачком 16, связанным с двуплечим рычагом 14.
Механизм формирования петли (фиг. 2, 3, 4 и 5) выполнен в виде захватывающего элемента 17, связанного с узлом поворота и возвратно-поступательного его перемещения в вертикальной и горизонтальной плоскости соответственно. Узел (фиг. 3 и 4) поворота и возвратно-поступательного перемещения захватывающего элемента 17 в вертикальной и горизонтальной плоскости выполнен в виде стойки 18 с закрепленными на концах упором 19 и первым ползуном 21, установленным в корпусе 1 с возможностью перемещения в вертикальной плоскости. Между ползуном 20 и упором 19 на стойке 18 расположен второй ползун 21, установленный в корпусе 1 с возможностью перемещения в горизонтальной плоскости при помощи направляющих 22. На ползуне 20 закреплена зубчатая рейка 23, введенная в зацепление с шестерней 24, связанной с захватывающим элементом 17, установленным в первом ползуне 20 с возможностью вращения.
Ползун 20 (фиг. 4) посредством упора 19, закрепленного на стойке 18, связан со вторым кулачком 25 системы управления, а ползун 21 связан с третьим ее кулачком 26 и подпружинен пружиной 27 относительно корпуса 1 с возможностью обеспечения расположения захватывающего элемента 17 в нерабочем положении. Связь ползуна 20 с кулачком 25 выполнена при помощи рычага 27, поворотно установленного на корпусе 1 и имеющего опорный элемент 28 для контактирования с выступом упора 19, выполненный длиной, соответствующей величине рабочего хода захватывающего элемента 17 в горизонтальной плоскости. Кинематическая связь ползуна 21 с кулачком 26 аналогична связи ползуна 20 с кулачком 25 и состоит из рычага 29, поворотно установленного на корпусе 1 и шарнирно соединенного рычагом 30 с ползуном 21.
Механизм резки и скрепления концов оберточной ленты 15 (фиг. 2, 3, 7, 8, 9) состоит из ножа 31, закрепленного на электронагревательной головке 32, имеющей плоский рабочий участок, нагреваемый до температуры плавления полимера. Головка 32 своим рабочим участком (фиг. 7, 8, 9) прижимается к ленте 15 и, тем самым, склеивает концы 36 и 40 ленты 15 по плоскости между собой. Кроме этого, механизм резки и скрепления концов оберточной ленты 15 имеет три приводных прижима 33, 34 и 35. Первый прижим 33 (фиг. 2, 3 и 5) расположен на пути движения ленты 15 между первой парой роликов 10 и 11 механизма подачи оберточной ленты и захватывающим элементом 16. Второй прижим 34 (фиг. 3, 8) установлен по ходу движения ленты 15 за электронагревательной головкой 32 с возможностью прижатия заднего конца 36 петли 41 оберточной ленты 15 к опорной площадке 37 снизу. Площадка 37 (фиг. 3, 6) установлена на корпусе 1 с возможностью перемещения в горизонтальной плоскости по направляющим 38 и на которой расположен третий приводной прижим 39 для фиксации переднего конца 40 петли 41 оберточной ленты 15 относительно опорной площадки 37 после окончания процесса формирования петли 41.
Второй прижим 34 выполнен с направляющей 42 для ориентации направления движения ленты при образовании петли 41.
Система управления выполнена в виде восьми кулачков, установленных на кинематически связанных между собой валах 43 и 44, приводимых во вращение от двигателя (на чертежах не показано).
Связь первого кулачка 16 с двуплечим рычагом 14, несущим ролики 11 и 13, выполнена в виде двуплечего рычага 45, с одним плечом которого взаимодействует кулачек 16, а второе плечо которого посредством регулятора 46 (известной конструкции) величины силы прижатия роликов связано с кронштейном 47 и соединено с двуплечим рычагом 14 с возможностью обеспечения его поворота. Для повышения надежности путем уменьшения сил трения между кулачком 16 и двуплечим рычагом 45 размещен ролик 48.
Первый кулачек 16 выполнен с тремя рабочими участками, предназначенными соответственно для обеспечения подачи ленты при формировании петли, для затягивания петли на изделии и для обеспечения нейтрального положения роликов 10 и 12 в режиме скрепления концов петли 41 и обрезания ленты 15. При этом первый рабочий участок кулачка 16 выполнен с регулированной длиной, характеризующей время подачи ленты и время формирования длины (величины) петли. Для этого, в одном из вариантов кулачек 16 выполнен составным из двух кулачков 49 и 50 с одинаковым профилем, установленных на одном валу с возможностью фиксированного изменения положения относительно друг друга, изменяя тем самым длину рабочего участка.
Второй и третий кулачки 25 и 26 кинематически связаны соответственно с ползунами 20 и 21 механизма формирования петли для обеспечения соответственно вращения, возвратно-поступательного перемещения в вертикальной плоскости и возвратно-поступательного перемещения в горизонтальный плоскости в режиме подачи ленты при помощи первой пары роликов.
Четвертый, пятый, шестой, седьмой и восьмой кулачки 51, 52, 53, 54, 55 системы управления кинематически связаны с элементами механизма резки и скрепления концов оберточной ленты с возможностью обеспечения работы соответственно первого, второго и третьего прижимов (поз. 33, 34, 39), перемещения ножа 31 с электронагревательной головкой 32 в вертикальном направлении и опорной площадки 37 в горизонтальной плоскости для осуществления разрезания ленты и скрепления ее концов.
Так, кулачек 51 введен в контакт с роликом 56, закрепленным на одном плече двуплечего рычага 57, на втором плече которого, выполненным фигурным, закреплен прижим 34 с возможностью прижатия ленты к неподвижной части корпуса 1. Прижим 34 имеет направляющую 58 (фиг. 3, 5, 8) для ориентации направления движения ленты при образовании петли 41. Кулачек 52 введен в контакт с роликом 59 рычага 60, связанного с рычагом 61 и установленного в корпусе 1 с возможностью перемещения в вертикальной плоскости и обеспечения поворота рычага 61 относительно его опоры. На рычаге 61 установлен зажим 34 с направляющей 42. При вращении кулачка 52 рычаг 60 воздействует на рычаг 61 и поворачивает его относительно опоры, закрепленной на корпусе 1. Перемещением рычага 61 зажим 34 прижимает ленту 15 к опорной площадке 37 перед операцией резки и скрепления концов 40 и 36 петли 41.
Кулачек 53, закрепленный на валу 44, введен в контакт в роликом двуплечего рычага 62 (фиг. 3, 6), связанного посредством рычага 63 с зажимом 39, выполненным в виде двуплечего рычага, установленного на опорной площадке 37 с возможностью прижатия к ней конца 40 ленты 15 перед операцией резки и скрепления концов 40 и 36 петли 41. Рычаг 63 поджат пружиной 64 с возможностью обеспечения удержания прижима 39 в нерабочем положении. В процессе работы кулачек 53, воздействуя на рычаг 62, поворачивает его и перемещает рычаг 63, преодолевая при этом усилие пружины 64. Перемещением рычага 64 зажим 39 прижимает конец 40 ленты 15 к опорной площадке 37 перед операцией резки и скрепления концов 40 и 36 петли 41.
Кулачек 54, закрепленный на валу 43, обеспечивает воздействие на электронагревательную головку 32 посредством привода ее вертикального перемещения, выполненного в виде пантографа, один из параллельных рычагов 65 которого посредством установленного на нем ролика 66 введен в контакт с кулачком 54 системы управления. Применение пантографа позволило обеспечить строго по плоскости прижатие рабочим участком головки 32 концов петли ленты 15 к опорной площадке 37 и скрепление их за счет расплавления полимера на поверхности ленты. В зависимости от толщины ленты и полимерного покрытия электронагревательная головка 32 выполнена с терморегулятором, позволяющим устанавливать несколько уровней температуры нагревателя. С целью эффективности проплавления полимера может быть применена теплопроводящая паста, улучшающая тепловой контакт между рабочей площадкой электронагревательной головки 32 и опорной площадкой 37.
Кулачек 55, закрепленный на валу 44, введен в контакт с роликом 67 двуплечего рычага 68, шарнирно связанного с опорной площадкой 37, установленной на направляющей 38 с возможностью перемещения в горизонтальной плоскости за счет действия кулачка 55 на двуплечий рычаг 68 для осуществления скрепления концов 40 и 36 петли 41.
Кроме этого, система управления имеет фотодатчик 6 для обнаружения изделия на площадке 5 между упорами 7 и 8 и формирования команды на включение системы управления для осуществления обандероливания изделия, и фотодатчик, взаимодействующий с дискретным элементом перекрывающим поэтапно световой поток в зависимости от угла поворота приводного вала и предназначенный для разделения циклограммы работы механизма подачи ленты на цикл образования петли и цикл затяжки этой же петли на изделии. В одном из вариантов упомянутый элемент выполнен в виде диска с лепестками, закрепленного на валу 44 с возможностью перекрытия лепестками светового потока, воздействующего на фотодатчик, установленный на корпусе 1 в зоне движения лепестков.
Устройство для обандероливания изделий работает следующим образом
После подключения устройства к электросети и включения блока питания 9, электронагреватель головки 32 прогревается до заданной температуры и устройство переходит в нейтральное положение. В этом положении (фиг. 3) ролики 11 и 13 не прижаты к приводным роликам 10 и 12, захватывающий элемент 17 находится в нижнем положении (изображен пунктирно) и выдвинут в зону перемещения ленты 15, все зажимы находятся в нерабочем положении, т.е. раскрыты, электронагревательная головка 32 находится в нижнем положении. Затем открывают переднюю панель 3 и заправляют бумажную ленту 15 с полимерным покрытием в механизм подачи оберточной ленты, пропуская ее между роликами 12 и 13, а также роликами 10 и 11. Далее ленту пропускают через первый зажим 33 и заправляют в захватывающий элемент 17, представляющий собой две упругие пластины (фиг. 4) с загнутыми концами, прижатые друг к другу за счет сил упругости и между которыми размещается лента. Осуществляют регулировку величины петли в зависимости от размеров и формы изделия за счет изменения рабочего участка кулачка 16. Устройство готово к работе.
Обандероливание изделия осуществляется следующим образом. Включением двигателей осуществляют привод роликов 10 и 12 и кулачковых валов 43 и 44. При этом, кулачек 16 посредством кинематической связи поворачивает двуплечий рычаг 14 по часовой стрелке, вводя в контакт прижимной ролик 11 с приводным роликом 10. Лента, зажатая между роликами 10 и 11, подается по направляющим 58 и 42 в зону образования петли и расположения изделия, при этом захватный элемент 17 с передним концом 40 ленты 15 начинает перемещаться в верхнее положение и одновременно с эти поворачиваться на 360oC. Это достигается за счет действия кулачка 25 через рычаг 27, стойку 18 на ползун 20, который находясь в нижнем положении, перемещается вместе с захватывающим элементом 17 с концом 40 ленты 15 вверх, при этом вращение элемента 17 осуществляется за счет обкатывания шестерни 24 относительно рейки 23, закрепленной на ползуне 21.
За счет разности скоростей перемещения вверх захватывающего элемента 17 и подачи ленты 15 образуется петля, размеры которой обусловлены временем подачи (т.е. временем нахождения роликов 10 и 11 в контакте), регулируемым изменением рабочего участка кулачка 16.
После размещения на площадке 5 кожуха 2 изделия, например пачки банкнот, перекрывается фотодатчик 6 и срабатывает система управления для формирования команды на затяжку петли 41. В связи с этим, кулачек 16 способствует перемещению двуплечего рычага 14 против часовой стрелки, прижимая тем самым ролик 13 к ролику 12, вращающемуся в другую сторону, чем ролик 10. Осуществляется затяжка изделия лентой 15. После этого, опорная площадка 37, приводимая в действие кулачком 55, перемещается в горизонтальной плоскости и занимает рабочее положение над концами 40 и 36 петли 41 ленты 15. Срабатывают зажимы 33, 34 и 39, приводимые в действие соответственно кулачками 51, 52, и 53. Зажим 33 осуществляет фиксацию ленты 15 (фиг. 5) на выходе из механизма подачи. Зажим 34 фиксирует задний конец 36 петли 41, образованной лентой 15, относительно опорной площадки 37, осуществляя тем самым натяжение ленты между зажимами 33 и 34. Зажим 39 фиксирует передний конец 40 ленты 15 относительно опорной площадки 37. Одновременно с этим электронагревательная головка 32 перемещается вверх за счет действия на пантограф кулачка 54, достигнув верхнего крайнего положения нож 31 входит в контакт с натянутой лентой, прижимает ее к опорной площадке 37 и, тем самым, разрезает ее, одновременно с этим рабочий участок электронагревательной головки 32, нагретый до температуры плавления полимера, прижимает два конца 40 и 36 ленты 15 к опорной площадке 37 и склеивает их.
В момент срабатывания прижимов 33, 34 и 39 захватывающий элемент отводится в заднее не рабочее положение и опускается вниз. Одновременно с отводом электронагревательной головки 32 элемент 17 выдвигается вперед и вновь захватывает передний конец ленты 15. При этом зажимы 33, 34 и 39 раскрываются и отводятся в исходное положение. После чего процесс обандероливания изделий повторяется.
Устройство может найти широкое применение в различных областях народного хозяйства, в частности в полиграфии, в швейном производстве, на предприятиях торговли и связи, в банковских учреждениях. Применение устройства позволяет повысить производительность операции по упаковке различных изделий, расширить технические возможности за счет обандероливания изделий различной формы и размеров.
Изобретение соответствует условию охраноспособности "промышленная применимость", поскольку осуществимо с использованием известных средств производства и существующих технологий.
Изобретение относится к упаковочному оборудованию, а именно к устройствам для обандероливания уложенных в стопки изделий, например денежных билетов, конвертов, газет, журналов. Устройство содержит корпус с площадкой для размещения изделия. Внутри корпуса установлены механизмы подачи оберточной ленты, формирования петли и резки и скрепления концов ленты. Механизм подачи оберточной ленты выполнен в виде двух пар роликов - приводного подающего и прижимного,- приводного затяжного и прижимного. Прижимные ролики установлены на концах двуплечего рычага с возможностью прижатия к соответствующим приводным роликам. Механизм формирования петли выполнен в виде захватывающего элемента, связанного с узлом поворота и возвратно-поступательного перемещения в вертикальной и горизонтальной плоскостях соответственно. Механизм резки и скрепления концов оберточной ленты снабжен тремя приводными прижимами, первый из которых расположен на пути движения ленты между механизмом подачи оберточной ленты и поворотным захватывающим элементом, а второй приводной прижим - за электронагревательной головкой с возможностью прижатия заднего конца оберточной ленты к опорной площадке, установленной с возможностью перемещения в горизонтальной плоскости. На опорной площадке расположен третий приводной прижим для фиксации переднего конца оберточной ленты относительно опорной площадки после образования петли. Система управления выполнена в виде восьми приводных кулачков. Устройство позволяет обандероливать изделия различной формы, обеспечивает повышение быстродействия выполнения операций по формированию петли и качества соединения концов обандероливающей ленты. 4 з. п. ф-лы. 9 ил.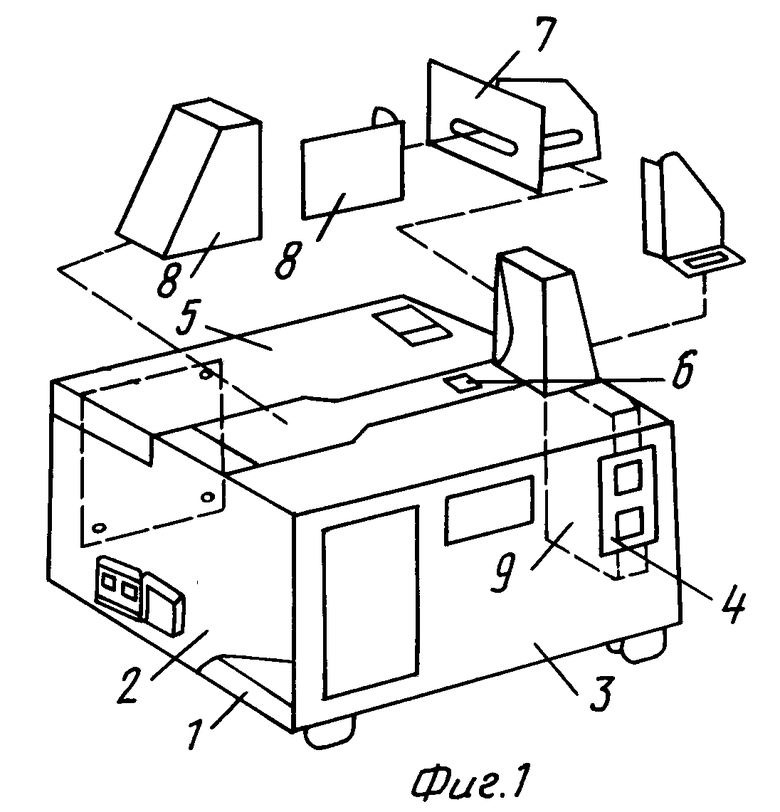
| SU, авторское свидетельство, 228593, B 65 B 25/14, 1968 | |||
| EP, заявка, 0238450, B 65B 27/08 | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
