Предлагаемое изобретение относится к области упаковки и распаковки изделий или материалов и предназначено для упаковки в кольцевую бандероль из термоклейкой ленты денежных билетов всех достоинств как новых, так и бывших в обращении, а также лотерейных билетов, облигаций, чеков и иностранных банкнот.
Известно "Устройство для обвязки пачек листов", патент Великобритании N 1464987, М.Кл. B 65 B, реализованное в машинах японской фирмы "Glory".
Устройство содержит корпус, лентопротяжный механизм в виде рулонодержателя, системы роликов, вытягивающего элемента и направляющей пластины, а также механизма поворота пачки листов в виде опорной и пары захватных пластин, перемещаемых посредством системы кулачков. Устройство содержит также сварочный и режущий механизмы. При этом сварочный механизм выполнен в виде нагревательной прокладки с электрическим нагревательным элементом.
В данном устройстве использован принцип поворота пачки (корешка), что предусматривает необходимость наличия удерживающего пачку приспособления. При этом конец ленты вводится внутрь корешка, что крайне нежелательно при работе с ветхими банкнотами.
К основным недостаткам устройства следует отнести его конструктивную сложность и, как следствие, ненадежность в работе. Кроме того, устройство не отвечает требованиям безопасности и удобства в эксплуатации из-за ограниченного времени при закладке корешка.
Наиболее близким по технической сущности является, на наш взгляд, автоматическая обандероливающая машина COM JD (серия J-240). Известная машина содержит корпус, лентопротяжный, петлеобразующий и сварочный механизмы с приводами и нож для отрезания лент. Лентопротяжный механизм выполнен состоящим из двух пар роликов. Причем одна пара роликов протягивает ленту в одном направлении, а другая - в другом. Управление движением роликов осуществляется посредством кулачково-рычажного механизма.
Петлеобразующий механизм представляет собой столик, пару зажимов, один из которых выполнен в виде рычага, укрепленного с возможностью углового перемещения, и захват. В процессе работы лента натягивается между двумя зажимами, фиксируется захватом, с его помощью разворачивается и подводится к столику. Одновременно с помощью пары роликов осуществляется подача ленты для образования петли. Управление механизмом осуществляется с помощью индивидуального кулачково-рычажного механизма. Сварочный механизм выполнен в виде рычага со сварочной головкой, на которой укреплен нож для разрезания ленты.
Работа сварочного механизма происходит следующим образом. Затягивается петля, затем пластина поджимает натянутую ленту, резка которой осуществляется ножом, закрепленным на сварочной головке. Отрезанный конец ленты сварочной головкой поджимается к столику, после чего осуществляют ее сварку. Спустя некоторое время сварочная головка отходит от столика, а после остывания шва отходят поддерживающая пластина и столик, а корешок убирают из зоны сварки. К недостаткам данного устройства следует отнести сложность его конструкции, недостаточно высокую надежность и точность отдельных его механизмов, в частности петлеобразующего и сварочного механизмов, последний из которых не обеспечивает равномерность шва, а также возможность обработки корешков денежных билетов одного достоинства.
Основной задачей, которую поставили перед собой авторы данного изобретения, является повышение надежности в работе устройства за счет упрощения конструкции, введения электронного управления и обеспечения синхронности работы его механизмов.
Поставленные задачи достигаются тем, что устройство для обандероливания корешков ценных бумаг, содержащее корпус, лентопротяжный механизм в виде системы роликов, петлеобразующий механизм со столиком и зажимами для ленты, сварочный механизм в виде рычага, на котором укреплена сварочная головка, приводы и нож для отрезания ленты, дополнительно снабжено блоком управления и программным диском с датчиком углового перемещения для синхронизации приводов лентопротяжного, сварочного и петлеобразующего механизмов. При этом сварочный и петлеобразующий механизм имеют общий привод, на валу которого смонтированы система кулачков и программный диск, посредством датчика связанный с блоком управления. Лентопротяжный механизм имеет датчик для определения длины ленты при образовании петли и подводящий канал, который в свою очередь снабжен датчиком наличия ленты.
Головка сварочного механизма выполнена самоустанавливающейся и подпружинена относительно рычага, на котором также укреплена планка для подвода ленты к ножу. Столик петлеобразующего механизма смонтирован с возможностью поворота относительно горизонтальной оси, а нож для отрезания ленты укреплен на прижимном рычаге.
Введение электронного управления (блока управления, программного диска, системы датчиков), а также объединение приводов петлеобразующего и сварочного устройств, размещение их исполнительных механизмов на общем валу, совместно с программным диском, позволяет существенно упростить конструкцию машины, повысить надежность и точность ее в работе.
Попутно уменьшаются габариты машины, повышаются безопасность и удобство ее эксплуатации при закладке корешка.
Сущность изобретения поясняется чертежами, где на:
- фиг. 1 схематично изображен лентопротяжный механизм;
- фиг. 2 и 3 показан петлеобразующий механизм и его элементы;
- фиг. 4 изображен сварочный механизм;
- фиг. 5 показаны исполнительные механизмы петлеобразующего и сварочного узлов.
Устройство для обандероливания корешков ценных бумаг содержит корпус 1, лентопротяжный механизм 2, петлеобразующий 3 и сварочный 4 механизмы.
Лентопротяжный механизм 2 смонтирован на вертикальной стенке корпуса 1 и включает рулонодержатель 5, механизм 6 торможения рулонодержателя с управляющим роликом 7, механизм 8 натяжения ленты, подводящий канал 9 с датчиком 10 наличия ленты. Кроме того, лентопротяжный механизм снабжен датчиком 11 определения длины ленты при образовании петли и содержит приводной ролик 12, на валу которого установлены тормозная муфта 13, обтюраторный диск 14, а также прижимной подпружиненный ролик 15. Устройство снабжено также датчиком автопуска 16.
Лентопротяжный механизм 2 имеет индивидуальный привод 17, состоящий из двигателя 18 постоянного тока и пары ременных передач 19 и 20, которые позволяют перемещать ленту в двух направлениях.
Петлеобразующий механизм 3 содержит столик 21 для размещения корешка, который установлен в корпусе привода 22 и состоит из вала 23, подпружиненного зажимного рычага 24 и зубчатого колеса 25. Столик 21 смонтирован с возможностью поворота относительно горизонтальной оси, а на подпружиненном пружиной 26 зажимном рычаге 24 укреплен нож 27 для отрезания ленты. Поворотный столик 21 служит для зажима конца ленты подпружиненным рычагом 24 и поворота его при образовании петли, а нижняя его поверхность служит для формирования сварочного шва. Поворот столика 21 осуществляется при обкатывании ролика 28 по кулачку 29. При этом ролик 28 укреплен на зубчатом секторе 30, взаимодействующим с зубчатым колесом 25. Сварочный механизм 4 также смонтирован на стенке корпуса 1 и служит для сварки концов ленты. Механизм 4 состоит из нагревателя 31, укрепленного на подпружиненной самоустанавливающейся головке 32, корпуса 33, рычага 34, установленного на валу 35, на котором также смонтирован рычаг 36 с укрепленным на его конце роликом 37, взаимодействующим с кулачком 38, профиль которого определяет движение сварочной головки. На корпусе 33 сварочного механизма укреплена планка 39 для подвода ленты к ножу 27.
Петлеобразующий 3 и сварочный 4 механизмы имеют общий привод 40, на валу которого установлены их кулачки 29 и 38, а также программный диск 41, посредством датчика перемещения 42 связанный с блоком управления (на чертеже не показан). Таким образом, привод лентопротяжного 2 механизма связан с общим приводом петлеобразующего 3 и сварочного 4 механизмов посредством программного диска 41, перемещение которого обеспечивает синхронную работу всех механизмов.
Устройство работает следующим образом.
Перед операцией обандероливания корешка рулон с лентой устанавливается на рулонодержатель 5. Ленту заправляют через ролики 7 и 8 и вводят ее в подводящий канал 9. После этого поворотом ручки, закрепленной на приводном ролике 12, ленту протягивают между подпружиненным 15 и приводным 12 роликами до ее появления в зоне окна подводящего канала 9. При включении привода столик 21 петлеобразующего механизма 3 поворачивается относительно оси в вертикальное положение с раскрытым зажимным рычагом 24. Включается привод 17 лентопротяжного механизма 2, приводной ролик 12, вращаясь, продвигает ее по подводящему каналу 9, и лента входит в зазор между зажимным рычагом 24 и столиком 21. Столик 21 продолжает свое перемещение в соответствии с конфигурацией кулачка. При этом конец ленты зажимается между зажимным рычагом 24 и столиком 21, а лентопротяжный механизм 2 в соответствии с полученным сигналом от блока управления подает ленту для образования предварительной петли. Когда поворотный столик 21 приходит в горизонтальное положение, останавливается основной привод 40, и происходит подача ленты для окончательного образования петли. На начальном этапе образования петли лента подается с механизма натяжения 8. Рулонодержатель 5 в это время зафиксирован тормозом 6. На конечном этапе образования петли лента, воздействуя на управляющий ролик, снимает рулонодержатель 5 с тормоза 6 и сматывается с рулона. Подача ленты осуществляется до тех пор, пока датчик 11 обтюратора 14 не отсчитает заданную длину. После этого происходит отключение лентопротяжного механизма 2, и рулонодержатель 5 вновь фиксируется тормозным механизмом 6 для предотвращения сматывания ленты с рулона за счет инерционных сил. Петля образована. Устройство готово к обандероливанию. После установки корешка в петлю (фиг. 4) датчик 16 автопуска определяет наличие корешка и подает сигнал на включение привода лентопротяжного механизма 2 в обратном направлении. Лента, двигаясь в другом направлении, плотно обтягивает корешок. В это время включается основной привод 40, который приводит в действие сварочный механизм 4. Перемещение механизма 4 осуществляется посредством кулачка 38. Сварочный механизм 4 подводится к поворотному столику 21. На нагреватель 31 подается импульсный ток, происходит его нагрев и осуществляется сварка ленты. Одновременно планка 39, укрепленная на корпусе 33 сварочного механизма 4, подводит ленту к ножу 27, и происходит резка ленты. Отрезанный конец ленты продолжает перемещаться назад в подводящий канал 9.
После снятия обандероленного корешка с поворотного столика 21 происходит образование следующей петли.
Цикл повторяется, причем обандероливание происходит в автоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ДЕНЕЖНЫХ БИЛЕТОВ | 1999 |
|
RU2166466C2 |
| МАШИНА ДЛЯ ОБАНДЕРОЛИВАНИЯ КОРЕШКОВ ЦЕННЫХ БУМАГ | 2001 |
|
RU2236994C2 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ СТОПОК БАНКНОТ | 2002 |
|
RU2226488C1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗЫВАНИЯ БАНКНОТ | 2016 |
|
RU2638649C1 |
| УСТРОЙСТВО ДЛЯ ОБАНДЕРОЛИВАНИЯ ИЗДЕЛИЙ | 1997 |
|
RU2117611C1 |
| Устройство для обандероливания пачек банкнот | 1978 |
|
SU712021A3 |
| Устройство для обандероливания коробок | 1983 |
|
SU1105393A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| Устройство для обандероливания коробок клейкой лентой | 1990 |
|
SU1789431A1 |




Устройство для обандероливания корешков ценных бумаг содержит корпус, лентопротяжный механизм в виде системы роликов, петлеобразующий механизм со столиком и зажимами для ленты, сварочный механизм в виде рычага, на котором укреплена сварочная головка, приводы и нож для отрезания ленты. Кроме того, оно содержит блок управления и программный диск с датчиком углового перемещения для синхронизации приводов лентопротяжного, сварочного и петлеобразующего механизмов. Сварочный и петлеобразующий механизмы имеют общий привод, на валу которого смонтирована система кулачков и программный диск, посредством датчика связанный с блоком управления. Лентопротяжный механизм имеет датчик для определения длины ленты при образовании петли и подводящий канал, который в свою очередь снабжен датчиком наличия ленты. Головка сварочного механизма выполнена самоустанавливающейся и подпружинена относительно рычага, на котором также укреплена планка для подвода ленты к ножу. Столик петлеобразующего механизма смонтирован с возможностью поворота относительно горизонтальной оси, а нож для отрезания ленты укреплен на прижимном рычаге. Введение электронного управления (блока управления, программного диска, системы датчиков), а также объединение приводов петлеобразующего и сварочного устройств, размещение их исполнительных механизмов на общем валу совместно с программным диском позволяют существенно упростить конструкцию машины, повысить надежность и точность ее в работе. Кроме того, уменьшаются габариты машины, повышаются безопасность и удобство ее эксплуатации при закладке корешка. 5 з. п.ф-лы, 5 ил.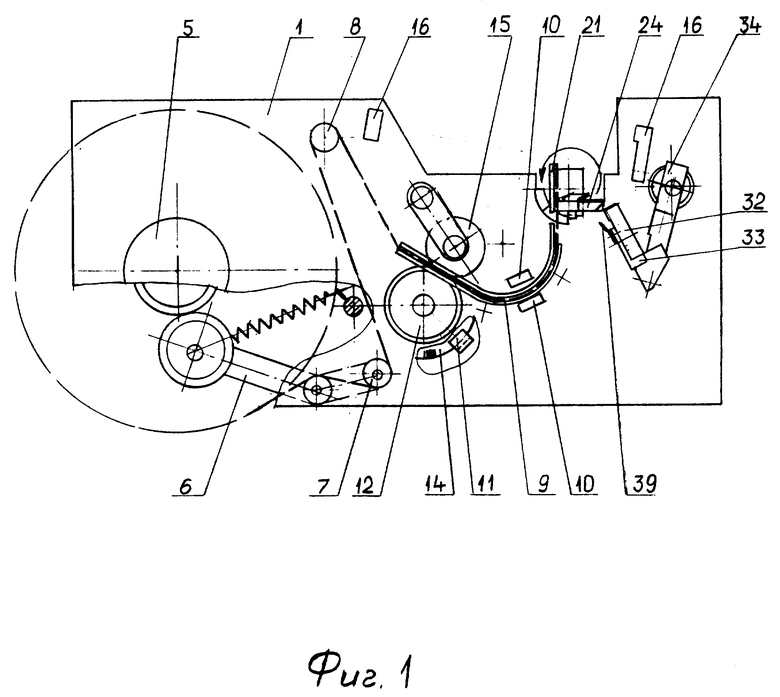
| Русская печь | 1919 |
|
SU240A1 |
| Проспект ТОО "СИСТЕМА".-М., 1997 | |||
| Поилка | 1986 |
|
SU1464987A1 |

