Изобретение относится к производству волокнистых синтетических материалов из термопластичных веществ и их смесей, включая как качественное промышленное сырье, так и различные виды бытовых и промышленных отходов термопластичных материалов.
Изобретение с наибольшим эффектом может быть использовано для получения сорбентов, улавливающих из воды нефть и нефтепродукты, а также ряд ионов тяжелых металлов.
Процесс получения волокнистого термопластичного материала осуществляют, как правило, в два этапа: получение расплава и формование волокна. Так, согласно способу [1] волокно получают формованием из расплава с последующим вытягиванием при повышающейся температуре до максимальной на 1-30oC выше точки размягчения полимера.
Существует множество способов, основанных на экструзивной переработке сырья, которое сначала прогревают, затем плавят и экструдируют расплав через фильеры в виде струек [2,3,4]. Струйки расплава утоньшают (вытягивают) и одновременно охлаждают воздушным специальным потоком.
Эти способы ориентированы на переработку качественного промышленного сырья определенного состава. При использовании в качестве сырья бытовых и промышленных отходов ("утиль"), которые неоднородные по составу и содержат инородные включения, качество получаемых волокон значительно ухудшается. Это связано с тем, что проходимость такого расплава через фильеры затруднена: возможна забивка каналов (отверстий), неравномерное его перемещение. Кроме того, переработка вторичного сырья и отходов термопластов в волокнистые материалы требует более высоких температур, близких к температуре их деструкции. Это предусматривает формирование волокон из маловязкой пленки расплава, что трудно осуществимо экструзивными методами получения.
Известен другой способ получения волокна из термопластичных материалов, заключающийся в подаче расплава на вращающуюся чашу, образование пленки расплава и формирование волокон из пленки расплава вытягиванием волокон посредством обработки их высокоскоростным носителем на кромке чаши [5].
Известен также способ [6] , в котором для улучшения качества волокон формирование волокон из пленки расплава и вытягивания волокон осуществляют одновременно путем разделения пленки на кромке вращающейся части потоком высокоскоростного носителя, подаваемым из внутренней полости чаши к ее кромке. Этот способ является наиболее близким и принят за прототип.
Для получения высококачественного волокна указанным в прототипе способом необходимо иметь постоянно равномерный поток энергоносителя, при этом температура его должна быть всегда близкой к температуре деструкции термопласта. Неравномерность потока приведет к постоянно меняющейся толщине пленки расплава и толщине готового волокна. Как следует из описания [6], получение волокна связано со значительным расходом высокоскоростного энергоносителя, необходимого как на сохранение требуемой температуры расплава, так и на сообщение пленке расплава кинетической энергии для дробления ее на отдельные струйки, из которых формируется волокнистый материал. Открытая полость вращающейся чаши (реактора) способствует охлаждению в ней расплава вследствие теплопотерь, что также приводит к повышению энергозатрат из-за увеличения расхода высокоскоростного энергоносителя. Качество получаемого волокна может снижаться еще по одной причине. Предварительно нагретый до требуемой температуры расплав термопласта поступает на вращающуюся чашу из отдельной емкости, где он находится продолжительное время под действием высоких температур, что также вызывает деструкцию термопласта и как следствие снижение качества получаемого волокна.
Известны устройства для получения волокнистых материалов, реализующие способы, согласно которым термопластичные материалы сначала расплавляют, а затем из расплава формируют волокно, экструзируя его через фильеры.
Одно из таких устройств известно из [2]. Оно содержит загрузочный бункер, питающий блок, плавильную решетку с распределителем нагретого инертного газа, которые выполнены в виде трехгранников и расположены равномерно по образующим поверхности плавильной решетки или параллельно ее основанию. Перерабатываемое сырье постепенно прогревается до температуры, близкой к температуре плавления в надрешеточном пространстве плавильной решетки, и беспрепятственно проходит между трехгранниками - распределителями нагретого инертного газа и обрабатывается азотом. В корпусе плавильной решетки имеются гнезда, в которые вставлены нагревательные элементы. За счет этого нагретое сырье плавится и далее поступает на разгрузочный шнек, фильтруется через фильтр и формируется в жилку или волокно.
С помощью таких устройств возможно получать волокно только из качественного сырья, обеспечивая при этом равномерное поступление сырья сначала на плавильную решетку и далее расплава на разгрузочный шнек.
Известны устройства, в которых необходимость соблюдения мер, обеспечивающих равномерность прохождения расплава отпадает. К таковым относится устройство получения волокна из пленки расплава [5,6].
Пленка расплава разделяется в нем на отдельные струйки на кромке вращающегося реактора. Реактор выполнен в виде горизонтально установленной вращающейся чаши и разделен на две части - внутреннюю полость и рабочую поверхность. Во внутреннюю полость реактора под давлением подают энергоноситель, а на рабочую поверхность - расплав, который под действием центробежных сил направляется к кромке чаши. На кромке имеются щелевые отверстия. Энергоноситель, проходя из внутренней полости реактора через щелевидные отверстия, разделяет пленку расплава на отдельные струйки, обрабатывает их с двух сторон, утончает и вытягивает в волокна. Для получения высококачественного волокна с помощью такого устройства энергоноситель должен иметь температуру, близкую к температуре деструкции полимера, и иметь достаточно высокую скорость, чтобы утоньшить и удлинить струйки расплава, превращая их в волокно. Кроме того, как уже указывалось выше, открытая чаша приводит к потере тепла и, следовательно, снижению эффективности процесса.
Более близким к заявляемому является устройство для получения нетканого материала из расплава полимеров, содержащее экструдер, волокнообразующую кольцевую головку, имеющую радиально расположенные и сходящиеся в центре каналы, образователь потока, который утончает и охлаждает одновременно струйки расплава до образования волокон, узел осаждения готового волокна, выполненный в виде сходящегося в направлении подачи волокна раструба. Укладку волокон осуществляют под действием плоского воздушного потока, подаваемого в направлении экструдируемых струек расплава [4].
Наличие радиально расположенных и сходящихся в центре каналов также требует использования высококачественного сырья. В противном случае каналы будут забиваться непроплавленной массой и прохождение по каналам расплава будет затруднено. Следовательно, получение качественного волокна из неконденсированного сырья с помощью этого устройства становится проблематичным. Применение воздушного потока для вытягивания волокон из расплава и получения качественного волокна не может полностью решить поставленную задачу. Во-первых, попадая под воздействие воздушного потока, полимер быстро охлаждается и теряет свойство вытягиваться. Во-вторых, качественное волокно отличается постоянным поперечным размером по всей длине, движение же любого воздушного потока сопровождается его пульсацией. Следовательно, волокно, вытянутое в таком воздушном непостоянном потоке, будет отличаться утолщениями поперечного размера по длине волокна.
В основу настоящего изобретения положена задача снизить требования к качеству исходного сырья, из которого получают синтетические волокна, и обеспечить переработку промышленных и бытовых отходов термопластичных материалов при одновременном повышении выхода волокнистого высококачественно материала. В задачу изобретения также входит уменьшение удельных энергозатрат способа, снижение явления термической деструкции и получение волокна с заданными сорбционными свойствами.
Поставленная задача решается тем, что согласно известному способу получения термопластичного волокна, включающему расплавление полимера, образование пленки расплава внутри вращающегося реактора, формирование и одновременное вытягивание волокон из пленки расплава на его кромке, формирование и вытягивание волокон производят путем сообщения пленке расплава кинетической энергии, которую создают вращающимся реактором с линейной скоростью на его кромке не менее 10 м/с, при этом вязкость пленки расплава термопласта поддерживают близкой к вязкости расплава при температуре его деструкции путем нагревания вращающегося реактора. Формирующееся у кромки вращающегося реактора волокно подвергают воздействию воздушного потока для большего вытягивания (утонения) волокон, осаждения и стабилизации свойств сформированного волокнистого материал. Для обеспечения лучших условий формирования волокнистого материала воздушный поток направляют поперек направления движения формирующихся волокон. Для снижения термической деструкции и усиления сорбционных свойств по отношению к нефти, нефтепродуктов и ряду ионов тяжелых металлов к исходному сырью добавляют тонкодисперсные минеральные вещества с дендритной формой частиц.
Указанная задача решается также установкой для реализации способа, включающей экструдер с волокнообразователем, узел осаждения готового волокна и приемное устройство, согласно изобретению, волокнообразователь содержит расположенный горизонтально полый вращающийся и обогреваемый снаружи реактор, например, выполненный в виде цилиндра, открытая часть которого выполнена в виде расходящегося конуса, и неподвижную конусную крышку, установленную таким образом, что между боковыми поверхностями расходящегося конуса и крышки образуется щелевой зазор 15...20 мм, дополнительно на внутренней поверхности реактора установлены плоские ребра треугольной по длине формы, направленные вдоль его образующей и обращенные вершиной в сторону выхода расплава, а установка снабжена кольцевым воздуховодом высокого давления.
Для обеспечения стабильного выхода волокна со специальными свойствами, поддержания заданной вязкости и снижения энергозатрат целесообразно, чтобы неподвижная крышка была установлена эксцентрично относительно оси вращения реактора и имела возможность для регулирования щелевого зазора. Регулирование щелевого зазора между крышкой и расходящимся конусом реактора имеет большое значение для регулирования и поддержания стабильного теплового баланса внутри реактора. Крепление крышки со смещением позволяет создавать внутри реактора и особенно на его конической части вихревых газовых потоков, способствующих получению стабильной толщины пленки расплава и соответственно качественного волокна.
Целесообразно, чтобы нагреватель реактора был выполнен в виде электронагревателя сопротивления. Нагревательные элементы данного типа давно известны и широко используются в промышленности благодаря своей простоте и легкости регулирования температурного режима.
Целесообразно, чтобы нагреватель реактора был выполнен в виде индукционного нагревателя. Нагревание металлических изделий индукционным способом обладает большим преимуществом, заключающимся в том, что нагреванию подвергаются только металлические части и не наблюдается потерь на передачу тепла от источника и изделию. В настоящее время разработаны конструкции индукционных нагревателей, работающих на промышленной частоте 50 Гц, имеющих простое регулирование нагревом.
Целесообразно, чтобы нагреватель реактора был выполнен в виде магнитно-индукционного нагревателя. Выполненный по этому решению нагреватель дополнительно содержит пластины из ферромагнитного сплава (например, Ni-Co) с точкой Кюри, близкой к температуре деструкции термопластичного материала. В свою очередь, пластины закреплены на наружной поверхности реактора вдоль образующей и последовательно соединены изолированными проводниками. Использование данного вида нагрева характеризуется тем, что устройства, реализующие его, обладают эффектом саморегулирования температурного режима и поддерживают его в очень узком диапазоне.
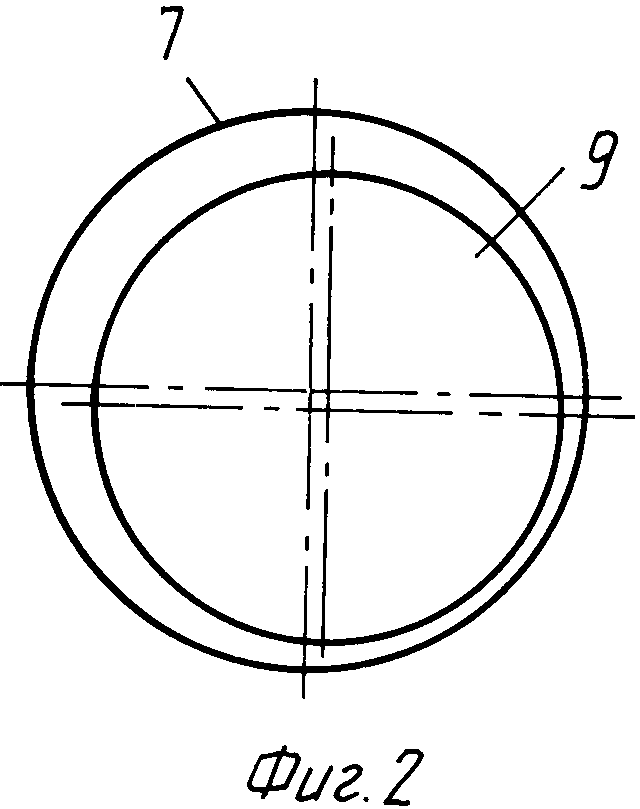
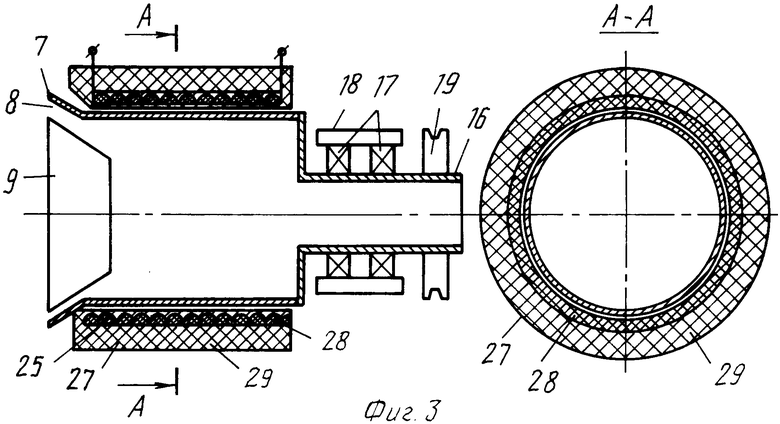
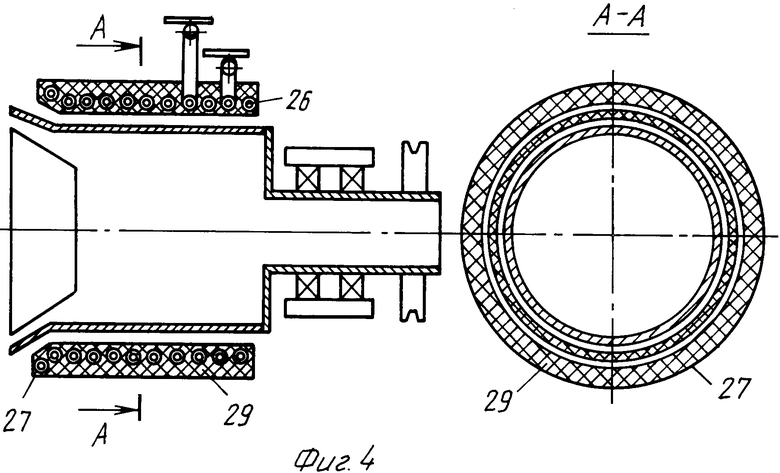
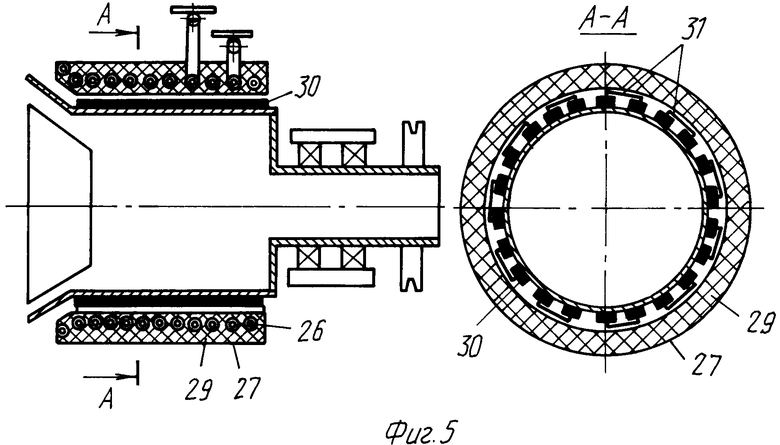
На фиг. 1 схематически изображен общий вид установки для осуществления способа получения волокна со специальными свойствами при одновременном снижении энергозатрат на его производство; на фиг. 2 - расположение крышки; на фиг. 3 - устройство нагревателя сопротивления; на фиг. 4 - устройство нагревателя индукционного типа; на фиг. 5 - устройство нагревателя магнитно-индукционного типа.
Исходное сырье подается в экструдер, где оно предварительно расплавляется и перемешивается, образуя гомогенный расплав, температура которого близка к температуре деструкции полимера. Из экструдера расплав подается во вращающийся реактор, температура стенок которого поддерживается близкой к температуре деструкции. При вращении реактора расплав равномерно распределяется по внутренней поверхности, образуя параболоид вращения, и под действием центробежных и осевых сил движется к его открытой части. За счет того, что открытая часть реактора выполнена в виде расходящегося конуса, толщина пленки уменьшается пропорционально увеличению его боковой поверхности. Тем самым становится возможным получить более тонкое волокно. Срываясь с кромки расходящегося конуса, пленка распадается на отдельные струйки, которые под действием центробежных сил и за счет высокой скорости вращения реактора вытягиваются в волокно. Образовавшееся волокно попадает под действие воздушного потока, направленного перпендикулярно разлету волокон, отбрасывающего волокно на узел осаждения. При этом волокно дополнительно удлиняется и охлаждается.
Поскольку процесс пленкообразования происходит в закрытом объеме, внутри реактора образуется газовая среда с избыточным минимальным давлением. Это позволяет снизить процессы деструкции из-за уменьшения поступления атмосферного воздуха. Кроме того, внутри реактора устанавливается стабильный температурный режим и возможные колебания в подводе тепла не оказывают влияния на процесс формирования пленки расплава. Это позволяет снизить затраты энергии на поддержание заданной температуры. Избыточное внутреннее давление внутри реактора создает газовый поток, который поддерживает некоторое время волокно при температуре еще достаточной для дополнительного удлинения.
Применение данного способа для получения качественного волокна позволяет использовать сырье не только одной марки но и их комбинации. Обосновывается это тем, что в начале сырье расплавляется и перемешивается в экструдере, затем оно находится дополнительное время внутри реактора. В результате этого весь объем материала хорошо прогревается, вязкость его усредняется и таким образом образование волокна происходит из гомогенизированного расплава. Даже если создается нештатная ситуация и расплав по каким-то причинам не достиг требуемой вязкости под действием центробежных сил происходит самоочищение реактора.
Использование при получении волокна термостабилизаторов дендритной формы, имеющих свободные ионы, позволяет резко снизить процесс деструктирования полимера за счет связывания свободных радикалов разорванных цепочек полимера. Этим достигается повышение выхода волокна из расплава и сорбционных свойств по отношению ряду тяжелых металлов. При этом снижается в газовых выбросах содержание вредных и опасных для окружающей среды новообразований.
Предлагаемая установка, реализующая способ получения полимерного волокна, содержит экструдер 1, волокнообразователь 2, узел осаждения готового волокна 3 и приемное устройство 4.
Волокнообразователь 2 состоит из полого вращающегося реактора 5 обогреваемого снаружи нагревателем 6. Открытая часть реактора 5 выполнена в виде расходящегося конуса 7. В конусе 7 установлена с зазором 8 неподвижная крышка 9, закрепленная через штангу 10 на подающей головке 11 экструдера 1. При этом неподвижная крышка 9 установлена с эксцентриситетом по отношению к образующей расходящегося конуса 7 и имеет возможность регулировать зазор 8, с помощью резьбового соединения 12. Дополнительно на внутренней поверхности реактора 5 установлены плоские ребра 13 треугольной по длине формы. Ребра 13 располагаются по всему периметру реактора 5 вдоль его образующей и обращены своей вершиной в сторону выхода расплава. С наружной стороны реактора 5 установлен кольцевой воздуховод 14 высокого давления с отверстиями 15 для выхода воздуха.
Реактор 5 смонтирован на конце полого вала 16, установленного в подшипниках 17, расположенных в охлаждаемом корпусе 18. С другого конца вала 16 установлен ведомый шкив 19 ременной передачи 20, соединенной с ведущим шкивом 21 на валу асинхронного двигателя 22. Внутри полого вала 16 проходит подающая насадка 23 подающей головки 11, имеющая центральное отверстие 24 для подачи расплава из экструдера 1 в реактор 5.
Нагреватель 6, установленный с внешней стороны реактора 5, может быть выполнен по одному из предложенных вариантов:
- в виде электронагревателя сопротивления 25;
- в виде индукционного нагревателя 26;
- в виде магнитно-индукционного нагревателя.
Во всех случаях нагреватели 25, 26 и реактор 5 термически изолируют кожухом 27.
По одному из вариантов фиг. 3 нагреватель 6 выполнен как электронагреватель сопротивления 25 (ТЭН), помещенный в массивный термостойкий керамический корпус 28. Между ним и кожухом 27 уложен теплоизолирующий материал 29 (например каолиновая вата).
В варианте, представленном на фиг. 4, нагреватель выполнен в виде охлаждаемого индуктора 26, помещенного в кожухе 27. Все пространство между нагревателем 26 и кожухом 27 также заполнено теплоизолирующим материалом 29.
В варианте представленном на фиг. 5 индукционный нагреватель 26 дополнительно содержит пластины 30 из ферромагнитного сплава (например, Ni-Co), закрепленные на наружной поверхности реактора 5 вдоль образующей и последовательно соединены изолированными проводниками 31.
Вся конструкция волокнообразователя 2 размещена на независимой раме 32 и установлена в защитной камере 33. В верхней части камеры 33 закреплен воздуховод 34 соединенный с вентилятором низкого давления 35. В свою очередь, вентилятор 35 через воздуховод 36 соединен с установкой газовой очистки 37.
Установка для получения волокнистых материалов из термопластов работает следующим образом.
Перед началом работы установку приводят в рабочее состояние. Для этого включают нагреватель 6 и нагреватели 38 установленные на экструдере 1. Запускают вентилятор 35 и установку газовой очистки 37. Подают воду на охлаждение экструдера 1 корпуса 18. Заполняют бункер 39 экструдера 1 подготовленным термопластом. После достижения заданных температурных режимов запускают двигатель 22 привода реактора 5, и выдерживают установку в холостом режиме в течение 15-20 минут для стабилизации рабочих температурных режимов. Когда температурный режим установится, запускают главный двигатель 40 привода подачи материала экструдера 1, включают приводы узла осаждения волокна 3 и приемного устройства 4.
Двигатель 40 через ременную передачу 41 и редуктор 42 приводят во вращение червяк 43. Последний захватывает термопласт из бункера 39 и перемещает его к подающей головке 11. Проходя через нагреваемую часть экструдера 1 материал перемешивается и расплавляется до вязкости соответствующей вязкости термопласта в близи температуры деструкции. Затем расплавленный материал через отверстие 24 насадки 23 и подающей головки 11 поступает в реактор 5, где также поддерживается необходимый температурный режим.
В реакторе 5 расплав распределяется по периметру внутренней его поверхности и под действием центробежных сил продвигается между ребрами 13 к открытому концу реактора. По мере продвижения слой термопласта, контактирующий с внутренней поверхностью и ребрами, дополнительно прогревается и таким образом формируется тонкая пленка волокнообразующего расплава. Так как, внутри реактора 5 установлены ребра 13, расплав движется не по спирали, что характерно для гладких поверхностей, а вдоль образующей реактора. В этом случае заполнение внутренней поверхности происходит более равномерно, что существенно влияет на качество получаемого расплава. Выходя из реактора 5 пленка расплава попадает на расходящийся конус 7. где происходит дополнительное уменьшение ее толщины. При этом газы, образующиеся в реакторе, выходя из него, способствуют лучшему распределению пленки по конусу 7. В дальнейшем пленка, которой под действием вращения реактора 5 сообщается кинетическая энергия, превышающая силы поверхностного натяжения, разбивается на струйки и отрываясь от кромки конуса 7 вытягивается в волокно. Создание этой ситуации, то есть получение волокна заявляемым способом, возможно в том случае, если линейная скорость на кромке конуса реактора превышает 10 м/с. Образовавшееся в результате вытягивания волокно попадает под действие воздушного потока 44 выходящего из отверстий 15 кольцевого воздуховода 14 отбрасываются на конвейер 45 узла осаждения 3 равномерным слоем заданной толщины. На конвейере волокно доставляется в приемное устройство 4, где из волокна формируют готовое изделие.
Газы, образующиеся при получении волокнистого материала, из защитной камеры 33 через воздуховоды 34 и 36 подаются с помощью вентилятора 35 в установку газовой очистки 37.
Таким образом, реализуя заявляемый способ на представленной установке, достигается возможность получения волокнистого материала из термопласта с заранее заданными сорбционными свойствами, используя для этого сырье в виде промышленных и бытовых отходов термопластов.
Для более полного понимания преимущества изобретения приводится пример его конкретного исполнения в виде результатов испытания различных образцов волокна полученного на опытной установке.
Образец N 1. Основная часть волокон имеет толщину от 5 до 20 мкм и связана в жгуты, поперечный размер колеблется в пределах 25...100 мкм. Образец содержит шаро- или каплеобразные частицы как сросшиеся с волокнами, так и отделенные от волокон. Кроме того, встречаются многочисленные утолщения волокон, длина которых составляет от 3...10 до нескольких десятков поперечных размеров этих утолщений. Поперечные размеры этих утолщений и шаро- и каплеобразных частиц находятся в диапазоне 30...200 мкм.
Образец N 2. Грубоволокнистый образец Основная масса волокон имеет толщину 50. . .400 мкм. Встречается небольшое количество более тонких волокон с размером 5...20 мкм. Присутствуют многочисленные шаро- и каплеобразные частицы с размером 50...300 мкм.
Образец N 3. Основная масса волокон имеет поперечный размер от 1 до 10 мкм. Встречаются более грубые волокна с толщиной от 20 до 50 мкм с утолщениями до 100 мкм. Присутствуют шаро- и каплеобразные частицы со средним размером от 50 до 300 мкм.
Образец N 4 Основное количество волокон имеет толщину от 1 до 10 мкм. Небольшое количество волокон имеет больший размер - 20 мкм. наиболее толстые волокна содержат утолщения с максимальным диаметром 50...150 мкм. Встречающиеся шаро- и каплеобразные частицы имеют размер от 100 до 400 мкм.
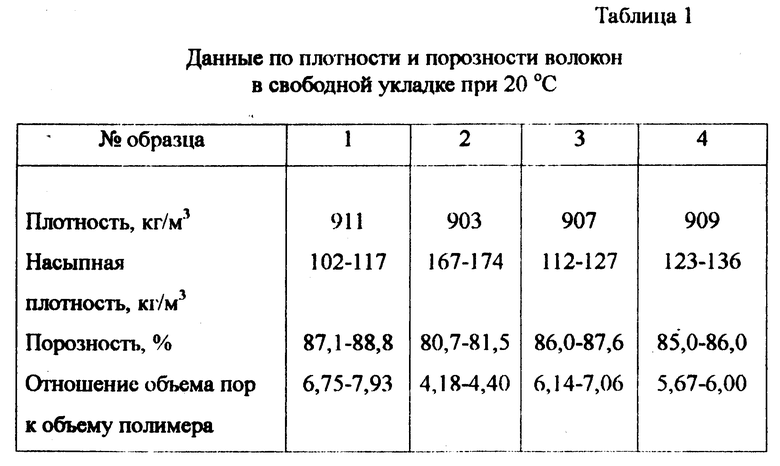
Плотность и порозность образцов волокон в свободной укладке (без уплотнения) определяли пикнометрически по ГОСТ 18995.1-73 с использованием тетрахлорида углерода в качестве пикнометрической жидкости и весов ВЛР-200, имеющих точность измерения ±0,05 мг. Полученные данные приведены в таблице 1.
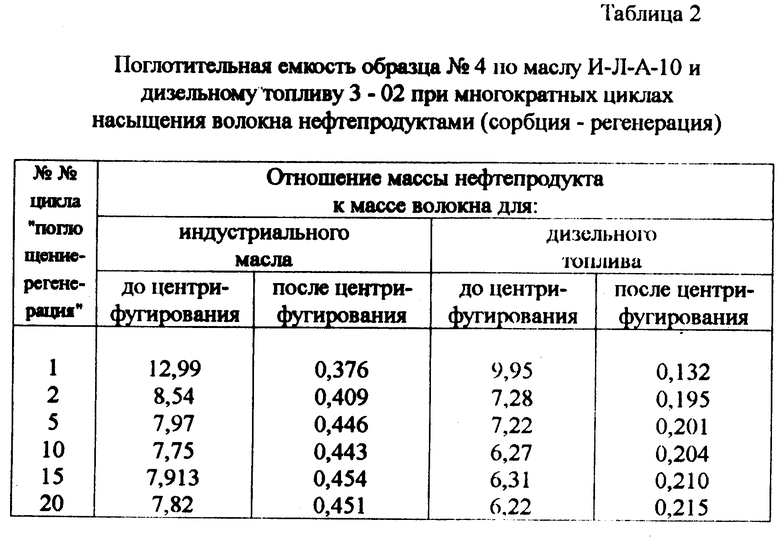
Поглотительную способность образцов волокон по нефти и нефтепродуктам применительно к операции сбора их с поверхностью воды в условиях многократного использования материала в цикле "сорбция-регенерация" определяли пор следующей методике.
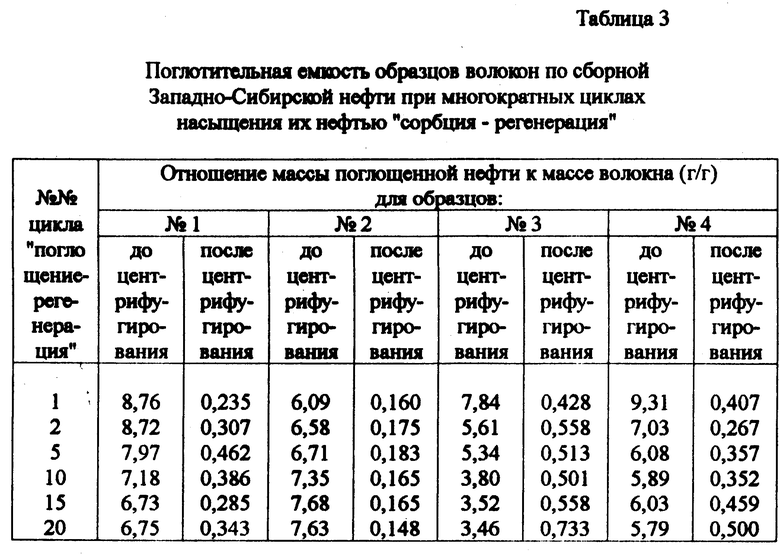
Образец волокна в исходном состоянии контактировали с водой, на поверхности которой находился слой нефти (нефтепродуктов) толщиной 3...6 мм.. Для испытания использовали сборную Западно-Сибирскую нефть, а в качестве нефтепродуктов - индустриальное масло и дизельное топливо.
Полноту насыщения материала жидкостями контролировали методом взвешивания. Далее насыщенной нефтью (нефтепродуктом) образец центрифугировали при факторе разделения 100 ± 3 и определяли количество оставшейся на волокнах нефти (нефтепродуктов). Фугат обезвоживали сульфатом меди и определяли в нем количество нефти (нефтепродуктов). По полученным данным вычисляли отношение значений массы поглощающей в данном цикле нефти (нефтепродуктов) до и после центрифутирования к массе испытуемого образца. Результаты приведены в таблицах 2 и 3.
Для сравнения приводим данные по поглотительной способности известных материалов, приемлемых для сбора углеводородных жидкостей (г/г): лигнин - 2,1; торф - 2,6...7,7; фильтроперлит - 7,0...9,2; распущенный асбест - 5,8.. . 6,4; дорнит - 1,9...2,5; техническая вата - 7,0...7,2. При этом следует иметь в виду, что почти все эти известные материалы могут использоваться только в одноразовом порядке.
Проведенные исследования представленных материалов показали, что они обладают комплексом свойств, которые позволяют эффективно применять их для сбора нефти и нефтепродуктов с поверхности воды. К этим свойствам относятся: гидрофобность, хорошее смачивание нефтью и нефтепродуктами; плотность ниже значения плотности для воды, что обеспечивает плавучесть этих материалов; высокая порозность материалов; высокая поглотительная емкость материалов по нефти и нефтепродуктам даже после 20-го цикла использования; "пологая" характеристика снижения поглотительной способности с увеличением числа циклов "поглощение-регенерация"; высокая степень удаления поглощенной жидкости из объема в поле центробежных сил (90...98%) при умеренном значении фактора разделения.
В наибольшей степени указанные свойства характерны для образцов NN 1 и 4. По совокупности показателей эти материалы эффективнее таких известных поглотителей нефти и нефтепродуктов, как лигнин, торы, перлито-, асбесто- и хлопкосодержащие материалы.
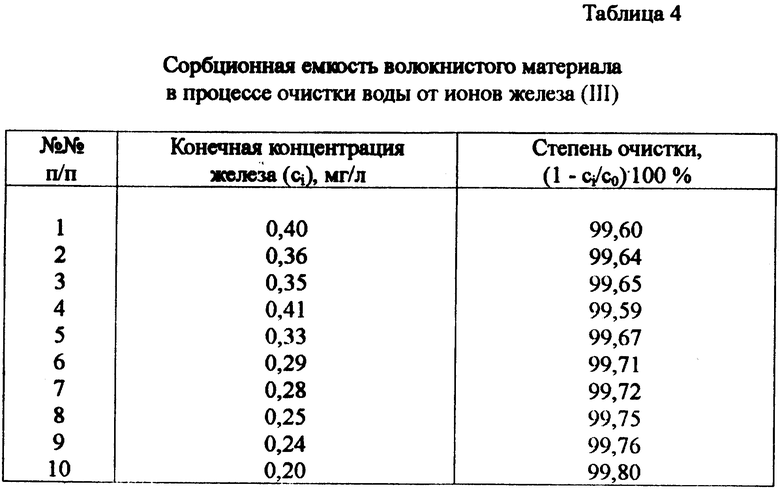
Сорбционная способность волокнистого материала, полученного на опытной установке из отходов полипропилена марок (21030oC21060)-60 термостабилизатором диоксидом титана с размером частиц 3oC5 мкм с содержанием 1% масс, для очистки воды от железа (III) при начальном содержании железа (III) в растворе 10 мг/л, при плотности укладки волокна в фильтре ≈260 кг/м3 приведена в таблице 4.
Отношение массы пропущенного раствора к массе волокна не менее (4oC5)•103.
Источники информации
1. A.(SU) 514046, кл. D 01 F 7/00, 1973.
2. A.(SU) 1236020, кл. D 01 D 1/04,1984.
3. A.(SU) 556198, кл. D 01 F 1/04, 1977.
4. A.(SU) 2061129, кл. D 04 H 3/16, 1996.
5. A.(GB) 1265215, кл. C 1 M, 1972.
6. A.(SU) 639041, кл. D 01 D 5/08, 1979.
Способ заключается в расплавлении термопласта, получении из расплава пленки и последующем формировании и вытягивании волокна путем сообщения ей кинетической энергии, которую создают вращающейся чашей, линейная скорость, на кромке которой не менее 10 м/с, а вязкость расплава близка к вязкости расплава при температуре его деструкции. Установка для осуществления способа содержит экструдер с вращающимся волокнообразователем, узел осаждения готового продукта и приемное устройство. Изобретение обеспечивает переработку промышленных и бытовых отходов термопластичных материалов при одновременном повышении выхода волокнистого материала. 2 с. и 7 з.п.ф-лы, 5 ил., 4 табл.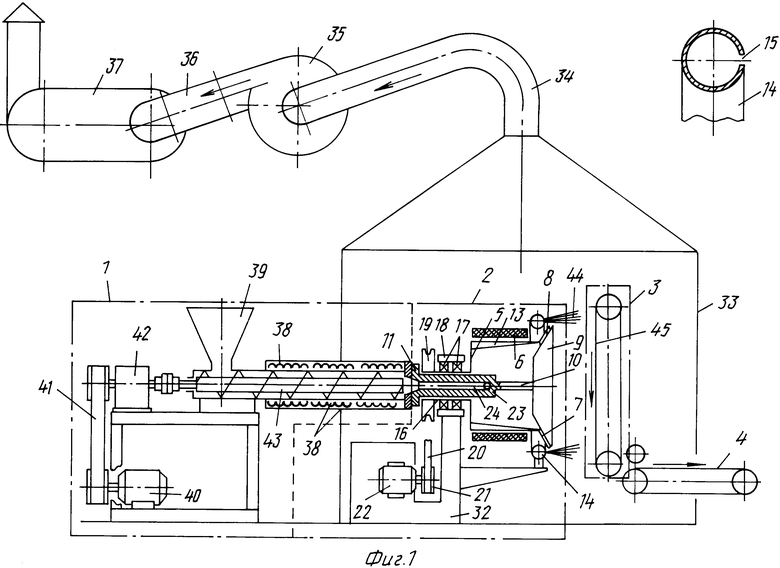
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 699041, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2061129, кл | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
