Изобретение относится к производству ювелирных изделий и украшений, точнее - к технологии изготовления сравнительно несложных декоративных цепочек, преимущественно из драгоценных металлов и их сплавов. Область применения - ювелирная промышленность.
Известен способ изготовления декоративных ювелирных цепочек из проволоки с применением цепевязальных станков-автоматов [1]. Способ имеет высокую производительность и обеспечивает широкий ассортимент при изготовлении и промышленном выпуске ювелирных цепочек. Однако, для сравнительно простых цепочек с несложной сборкой использование цепевязальных автоматов с привходящим вспомогательным оборудованием в виде волочильных, прокатных, гибочных и других станков и машин - слишком дорого и нерационально. Кроме того, с помощью цепевязальных автоматов затруднительно получать цепочки, звенья которых содержат дополнительные декоративные элементы.
Известен также способ изготовления декоративных цепочек, согласно которому отдельные звенья цепочки выполняются из проволоки или прутка с помощью резки, гибки или штамповки, причем каждое звено имеет форму ушка произвольной геометрической формы с разрывом, выполненным с целью соединения с соседними звеньями посредством пайки с последующим, необходимым после пайки, отбеливанием [2] . Данный способ имеет сравнительно невысокую производительность из-за большого количества паек и отбеливаний. Кроме того, ухудшаются условия труда и производятся большие затраты на используемые оборудование и энергию.
Наиболее близок к заявляемому способу по существенным признакам и характеру промышленной применимости способ изготовления декоративной цепочки, согласно которому штамповкой или резкой из листового металла изготавливают звенья цепочки, каждое их которых состоит из ушка с сердцевидным отверстием и выполненной с ним зацело перемычкой, несущей декоративный элемент также сердцевидной конфигурации, затем осуществляют сборку цепочки, продевая декоративный элемент через ушко последующего звена, выполняют гибку перемычки вокруг передней части ушка последующего звена до прилегания декоративного элемента к его ушку, а также - гибку краев ("крылышек") декоративного элемента звена вокруг заднебоковых частей ушка того же звена и завершают сборку присоединением к концам полотна цепочки деталей замка [3].
При сравнительной простоте технологического процесса изготовления, сборки цепочки и используемых технических средств, рассмотренный способ имеет существенные недостатки, значительно снижающие эффективность его применения. Прежде всего, способ не соответствует современному уровню техники и требованиям экономики. Вырезание или штамповка из листового металла звеньев цепочки представляются непроизводительными. Коэффициент использования металла при подобной технологии находится в пределах 0,15-0,25. Применение драгоценных металлов на таком уровне становится практически недопустимым. Далее, - сердцевидная форма выполнения элементов сборочных звеньев ограничивает разнообразие, сужает возможный ассортимент подобных цепочек.
Хотя технология сборки-монтировки цепочки не требует паек и отбеливаний, она все равно остается непроизводительной из-за гибки множества звеньев - как перемычек, так и "крылышек" декоративных элементов. Кроме того, гибка исключает или существенно ограничивает возможности декоративной обработки поверхности декоративного элемента (например,-эмалирования, окраски, нанесения рисунка и т.д.). Гибка "крылышек" декоративных элементов приводит к излишней жесткости конструкции, ухудшая условия ношения цепочки и ее ремонтопригодность.
Целью изобретения послужила разработка простого, экономичного и надежного способа декоративной цепочки, улучшающего декоративный эффект и обеспечивающего возможность варьировать форму выполнения и обработку декоративного элемента.
Поставленная цель достигается за счет того, что в процессе реализации способа изготовления декоративной цепочки, преимущественно из драгоценных металлов и их сплавов, содержащего операции изготовления звеньев, состоящих из выполненных зацело ушка, перемычки и декоративного элемента, и - сборку полотна цепочки, включающую продевание элементов каждого звена сквозь ушко соседнего звена, звенья цепочки изготавливают методом литья по выплавляемым моделям, а сборку полотна цепочки осуществляют продеванием ушка каждого звена сквозь ушко соседнего звена и - легким натяжением полотна цепочки сквозь ушко соседнего звена и - легким натяжением полотна цепочки с плотной установкой каждого декоративного элемента на ушко соседнего звена, используя полученный при литье изгиб перемычки.
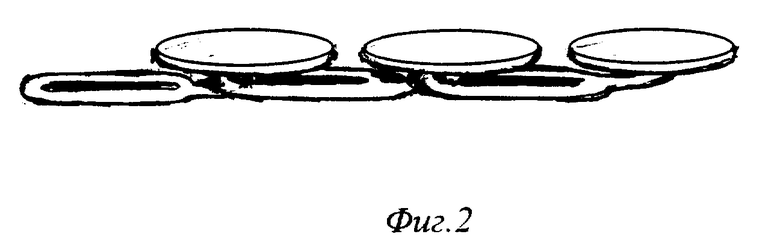
Сущность изобретения поясняется чертежом, где на фиг.1 дана схема основной операции по сборке полотна декоративной цепочки в соответствии с заявляемым способом. Стрелками показано направление, в котором осуществляется продевание ушка и перемычки одного звена сквозь ушко соседнего звена.
На фиг.2 схематично показан вид сверху на участок полотна цепочки после сборки нескольких звеньев в связку.
При продевании ушка и перемычки одного звена сквозь ушко соседнего звена, исключается провал декоративного элемента сквозь ушко, поскольку наибольший размер декоративного элемента выбран большим, чем наибольший размер отверстия ушка.
Сопоставляя заявляемое изобретение с ближайшим аналогом [3], легко убедиться в преимуществах предлагаемого способа: изготовление звеньев осуществляется методом литья по выплавляемым моделям, т.е. гораздо более прогрессивным и экономичным методом, чем вырезание или вырубка из листа; процесс сборки полотна цепочки исключает не только пайку звеньев, но и гибку каких-либо элементов цепочки и может осуществляться работником любой квалификации без применения каких бы то ни было технических средств; нет никаких препятствий для проведения той или иной декоративной обработки (прокладка эмали, нанесение рисунка и т. д.) поверхности декоративного элемента любого звена цепочки; изготовление цепочки по данному способу позволяет варьировать как конфигурацию, так и декоративную обработку каждого или некоторых звеньев цепочки.
Простота осуществления заявляемого способа и его экономичность делают его воспроизведение в условиях любого ювелирного предприятия легко осуществимым.
Способ может быть использован в ювелирной промышленности при производстве ювелирных изделий и украшений преимущественно из драгоценных металлов и их сплавов. Полотно цепочки собирают из звеньев, полученных литьем по выплавляемым моделям и состоящих из выполненных зацело ушка, перемычки и декоративного элемента, а сборку производят продеванием ушка и перемычки через ушко соседнего звена, затем легким натяжением полотна декоративный элемент укладывают на поверхность соседнего ушка, а перемычка входит в контакт с ушком за счет выполненного на ней при литье изгиба. При этом отпадает необходимость в операциях пайки и отбеливания или гибки элементов звеньев, а также в применении вообще каких-либо технических средств для сборки полотна. Способ обеспечивает максимальное упрощение и удешевление технологического процесса изготовления декоративных цепочек подобного вида. 2 ил.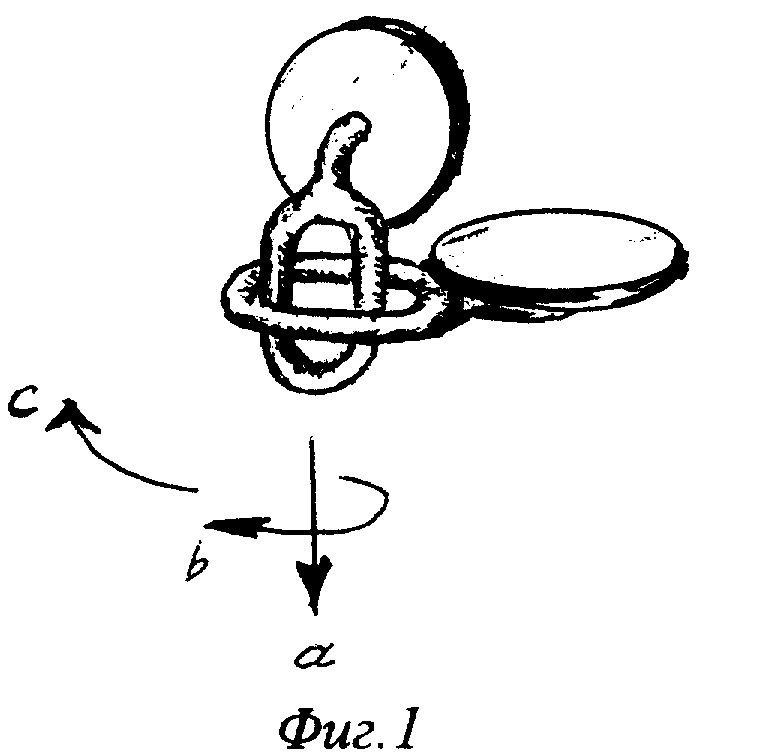
\ \ \1 Способ изготовления декоративной цепочки, преимущественно из драгоценных металлов, содержащий операцию изготовления звеньев, состоящих из выполненных зацело ушка, перемычки и декоративного элемента, и сборку полотна цепочки, включающую продевание элементов каждого звена сквозь ушко соседнего звена, отличающийся тем, что звенья цепочки изготавливают методом литья по выполняемым моделям, сборку полотна цепочки осуществляют проведением ушка каждого звена сквозь ушко соседнего звена и легким натяжением полотна цепочки с плотной установкой каждого декоративного элемента на ушко соседнего звена, используя полученный при литье изгиб перемычки.
| Тиски | 1989 |
|
SU1655763A1 |
| Разъемная цепь | 1932 |
|
SU32269A1 |
| РАЗБОРНАЯ ЦЕПЬ (ВАРИАНТЫ) | 1992 |
|
RU2039896C1 |
| Система комбинированного управления двигателем и гидрообъемной трансмиссией самоходной машины | 1990 |
|
SU1736772A1 |
