Изобретение относится к области волочильно-калибровочного производства, в частности к технологии и средствам подготовки поверхности заготовки перед волочением применительно к процессу нанесения подсмазочного и затем смазочного покрытия.
Известен способ подготовки поверхности заготовки к волочению, включающий последовательное нанесение на предварительно очищенную поверхность заготовки подсмазочного слоя в виде поверхностно-активного вещества и неактивного смазочного материала [SU: авт.св. N 461749, кл. B 21 C 9/00, 1975].
Известно также устройство для реализации подобного способа подготовки поверхности заготовки к волочению, в котором для размещения раствора, в частности поверхностно-активного вещества, наносимого на заготовку в качестве подсмазочного слоя, установлены проходные ванны и сушильные средства между ними [SU: авт.св. N 615974, кл. B 21 C 9/00, 1978, колонка 3, строки 27-36].
Известный способ не обеспечивает достаточно прочного сцепления подсмазочного слоя с металлом, и при высоких обжатиях смазочная пленка может разрушаться.
Устройство для реализации такого способа сравнительно сложно, протяженно по длине и требует большого избыточного использования подсмазочного материала, поскольку из всей массы материала, залитого в ванны, на поверхности металла заготовки при пропускании ее через ванну осаждается лишь незначительная часть.
Установлено, что более высокая адгезирующая способность присуща смазочным материалам, содержащим вещества большого молекулярного веса [Кокрофт М.Т. Смазка в процессах обработки металлов давлением. - М.: Металлургия, 1979, с. 101]. Особенно эффективно работает подсмазочное покрытие из такого материала в сочетании с нанесенной на него порошкообразной смазкой. На этой основе разработаны более совершенные способы подготовки поверхности заготовки к волочению.
Известен способ подготовки поверхности заготовки к волочению, при котором на предварительно очищенную от окалины поверхность заготовки наносят подсмазочное покрытие в виде минерального или растительного масла или водной эмульсии одного из таких масел, причем подсмазочную жидкость предварительно вспенивают, и после выдержки на воздухе заготовку с покрытием нагревают в течение регламентированного времени до регламентированной температуры для полимеризации подсмазочного материала, а затем на подсмазочный слой наносят порошкообразную смазку, например порошок натриевого мыла [SU: авт.св. N 1103922, кл. B 21 C 9/00, 1984].
Известно также устройство для подготовки поверхности заготовки к волочению, содержащее емкость для вспенивания масла или эмульсии и печь [там же, колонка 6, строки 44-57].
Указанный известный способ, хотя и обеспечивает лучшее качество удержания смазки на поверхности заготовки, в отношении собственной технологичности уступает даже предыдущему. Значительное число операций (введение в масло или эмульсию вспенивателя, вспенивание жидкости с помощью барботажа, дополнительная полимеризация подсмазочного материала, т. е. нагрев) делает процесс малопроизводительным и трудоемким. Соответственно и устройство для реализации способа достаточно сложно, дополнительно включает в себя печь и барботажный аппарат, а также ванны. Сам процесс нанесения покрытия посредством окунания заготовки в ванну малопроизводителен и требует большого избыточного количества подсмазочного материала.
Наиболее близким по технической сущности аналогом изобретения в части способа является известный способ подготовки поверхности заготовки к волочению, включающий нанесение подсмазочного покрытия в виде термопластичного вещества большой молекулярной массы и последующее нанесение порошкообразной смазки [SU: авт.св. N 1775201, кл. B 21 C 9/00, 1992].
В части устройства наиболее близким аналогом изобретения является известное устройство подготовки поверхности заготовки к волочению, содержащее обогреваемую емкость с жидким рабочим материалом и проходную камеру для заготовки с входным и выходным отверстиями [SU: авт.св. N 1461550, кл. B 21 C 3/14, 1989].
В указанном известном способе в качестве рабочего материала используется готовый полимер большой молекулярной массы, однако процесс его нанесения на поверхность заготовки по-прежнему достаточно трудоемок, т. к. требует предварительного перевода полимерного материала в жидкое вязкотекучее состояние путем нагрева, затем нанесения его в этом состоянии на поверхность заготовки и, наконец, охлаждения заготовки с нанесенным подсмазочным слоем до температуры, при которой полимер переходит вновь в эластичное пастообразное состояние, но полного его стеклования еще не происходит.
Условие использования полимера достаточно большой молекулярной массы вызвано именно требованием иметь некоторую разницу в температурах плавления и стеклования, которая проявляется начиная с некоторого критического значения молекулярной массы, особого для каждого вида полимера.
Учитывая необходимость поддержания температуры заготовки перед нанесением порошкообразной смазки выше температуры стеклования, а также сложность сохранения целостности и чистоты подсмазочного покрытия при хранении и повторном нагреве, описанный способ предназначен преимущественно для использования в потоке с волочением.
И хотя в итоге описанный известный способ позволяет стабилизировать процесс волочения и улучшить качество поверхности заготовки, еще одним его недостатком является большой расход полимера. По крайней мере, при толщине пленки 20 мкм (минимальной из приведенных) полезный объемный расход полимера составит, например, около 1,5 л на 1 т катанки ⊘ 6,5 мм. Учитывая, что даже при температуре выше температуры плавления полиэтилен, полистирол и подобные вещества находятся в вязкотекучем состоянии, сходном с состоянием краски или клея, фактический расход полимера будет сравним с расходом при покрытии поверхностей краской или клеем, например, для обычного расхода краски 100 мл/м2 толщина покрытия, даже при нанесении в один слой кистью, составит 100 мкм, т. е. в пять раз больше; и при этом без специальных технологий или приспособлений получить меньшую толщину покрытия невозможно. К тому же большая толщина остаточного слоя смазочной пленки на заготовке далеко не всегда является признаком высокого качества поверхности: часто перед последующим использованием такую пленку приходится смывать.
Кроме того, излишнее количество полимера, покрывающего проволоку, будет нагреваться от теплоты волочения и отгоняться из зоны формирования смазочного клина в волоке в зону нанесения смазочного порошка, где вскоре образуется остывающая эластичная масса из смеси полимера и смазочного порошка, препятствующая поступлению смазки в волоку, что также снижает эффективность процесса волочения.
Наконец, при весьма высоких обжатиях или при волочении высокопрочных металлов, даже при использовании полимерного подсмазочного слоя, эффективность способа может оказаться недостаточной из-за недостаточности сил сцепления полимерного покрытия с металлом, что обусловлено химической инертностью большинства полимеров, в том числе полиэтилена и полистирола. В приведенных примерах реализации способа обжатия не превышают 15%.
Что касается устройства, то оно, хотя и позволяет нагревать непосредственно в технологической линии жидкое покрытие, наносимое на поверхность заготовки перед волочением, однако сам процесс нанесения подсмазочного покрытия в этом устройстве проводится традиционно, т. е. погружением заготовки в большой объем (ванну) жидкого материала, что предопределяет опять-таки большой расход этого материала при малом коэффициенте его реального использования.
Задачей изобретения в части способа является сокращение числа технологических операций, повышение эффективности процесса волочения за счет улучшения адгезионных и связывающих свойств подсмазочного слоя и экономия рабочего материала, используемого для нанесения подсмазочного слоя.
Задачей изобретения в части устройства является повышение эффективности волочения за счет оптимального нанесения подсмазочного слоя и существенная экономия рабочего вещества, используемого для нанесения подсмазочного слоя.
Указанные задачи решаются тем, что в способе подготовки поверхности заготовки к волочению, включающем нанесение подсмазочного покрытия в виде термопластичного вещества большой молекулярной массы и последующее нанесение порошкообразной смазки, согласно изобретению, в качестве термопластичного вещества большой молекулярной массы используют смолу, температура возгонки которой ниже температуры химического разложения, а нанесение подсмазочного покрытия осуществляют путем возгонки смолы и осаждения получаемой капельно-жидкой смоляной взвеси на поверхности заготовки.
Указанные задачи решаются также тем, что в устройстве для подготовки поверхности заготовки к волочению, содержащем обогреваемую емкость с жидким рабочим материалом и проходную камеру для заготовки с входным и выходным отверстиями, согласно изобретению, емкость с жидким рабочим материалом выполнена в виде возгоночного сосуда, сообщающегося с проходной камерой.
Кроме того, проходная камера также может иметь нагреватель.
Кроме того, емкость может быть выполнена как часть проходной камеры.
Кроме того, проходная камера может быть выполнена в виде цилиндрической трубы, установленной эксцентрично оси протягивания заготовки с возможностью совершения плоскопараллельного кругового движения при постоянном контакте заготовки с внутренней поверхностью трубы, и соединена с возгоночным сосудом гибким шлангом.
Кроме того, проходная камера может быть выполнена в виде конической трубы, установленной коаксиально с осью протягивания заготовки и имеющей различные диаметры входного и выходного отверстий, при этом за или перед камерой может быть установлена эксцентричная проводка для заготовки с приводом вращения относительно оси протягивания.
Кроме того, выходное отверстие проходной камеры может быть выполнено с диаметром, меньшим диаметра входного отверстия, при этом проходная камера соединена с возгоночным сосудом со стороны выходного отверстия.
Кроме того, к входному отверстию проходной камеры может быть подсоединено вытяжное устройство, имеющее средство очистки воздуха.
Кроме того, возгоночный сосуд может иметь заборный воздушный вентиль.
Кроме того, в качестве вытяжного устройства может быть использовано вытяжное устройство для отсоса пылевидных остатков ранее удаленной окалины.
Отличительной особенностью смол является их высокая адгезионная способность (липкость) и высокая вязкость. Такие свойства смол предопределяют эффективность использования в качестве подсмазочного покрытия, которое должно связывать порошкообразную смазку с поверхностью металла заготовки и удерживать ее в условиях больших сдвиговых напряжений в очаге деформации.
Для нанесения в качестве подсмазочного покрытия возможен выбор таких смол из числа природных (например, акароид, доммар, канифоль, мастикс, сандарак) либо синтетических (например, алкидные, меламино- формальдегидные, феноло-формальдегидные, эпоксидные), у которых молекулярная масса достаточно велика, чтобы обеспечить возможно большую вязкость при температурах в зоне формирования смазочного клина в волоке, т. е. 15... 150oC. При этом следует учитывать, что, например, эпоксидные смолы, как правило, имеют слишком большую молекулярную массу, из-за чего при их нагревании химическое разложение наступает раньше возгонки, и использование таких смол невозможно. Использование смол с малой молекулярной массой, т. е. таких, у которых вязкость низка даже при обычных температурах, неэффективно, так как они неспособны удерживать порошкообразную смазку даже при незначительном нагреве в самом начале зоны формирования смазочного клина. Таким образом, как и в способе-прототипе, необходимо использование смол возможно большей молекулярной массы, но при условии, что температура их возгонки ниже температуры химического разложения, т. е. молекулярная масса не должна превышать некоторой, индивидуальной для каждого вида смолы, критической молекулярной массы, при которой одновременно с возгонкой происходит процесс химического разложения.
Как правило, смолы большой молекулярной массы при нормальной температуре находятся в твердом состоянии. Наиболее доступной из числа подходящих природных смол является получаемая из живичного сока хвойных деревьев канифоль, в составе которой содержится 80... 92% смоляных кислот, 0,5... 12% насыщенных и ненасыщенных жирных кислот, 8... 20% неомыляемых соединений; температура размягчения 40... 75oC, плавления - 100... 140oC.
Канифоль обычно используется в технике в качестве флюса при пайке металлических соединений легкоплавкими оловосодержащими припоями, при этом используется исключительная "металлофильность" канифоли: при растекании по поверхности металла, нагретого выше температуры плавления канифоли, она отделяет от него оксидную пленку и имеющиеся загрязнения и изолирует металл от повторного окисления на воздухе, т.е. создает условия для успешного лужения металла припоем. Таким образом, канифоль исключительно хорошо связывается с металлом, проявляя свойства поверхностно-активного вещества, обусловленные ее "кислотной" природой.
Таким образом, перечисленные полезные особенности используемых для нанесения на поверхность заготовки в качестве подсмазочного покрытия смол, удовлетворяющих указанным требованиям, например, канифоли, обусловливают возможность повышения эффективности процесса волочения за счет увеличения обжатия при прочих равных условиях.
Далее, поскольку, согласно изобретениям, нанесение подсмазочного покрытия осуществляют путем возгонки смолы и осаждения получаемой капельно-жидкой смоляной взвеси на поверхность заготовки, при небольшой мощности нагрева достигается возможность получения весьма тонких подсмазочных покрытий, что, тем не менее, является положительным качеством, так как вязкие сдвиговые напряжения, необходимые для разрушения и удаления вязкого подсмазочного покрытия, возрастают при уменьшении толщины вязкого слоя за счет соответствующего возрастания градиента скорости сдвига, т. е., другими словами, чем тоньше вязкая пленка на твердой поверхности, тем труднее перемещать ее материал по этой поверхности простым механическим воздействием, например, при окрашивании поверхности, после достижения некоторой минимальной толщины слоя краски, дальнейшее ее размазывание становится крайне затруднительным. Таким образом, получаемое по данному способу тонкое вязкое покрытие способно успешнее сопротивляться сдвиговым воздействиям при волочении, т. е. является более прочным, что дополнительно обеспечивает повышение эффективности волочения по сравнению с толстым покрытием по способу-прототипу.
Таким образом, по сравнению с химически инертным, толстым подсмазочным покрытием, получаемым по способу-прототипу, смолистое подсмазочное покрытие является более прочным вследствие малой его толщины, сильнее связано с металлом за счет кислотной природы и высокой адгезии смол, более эффективно связывает порошкообразную смазку и, в силу перечисленных причин, способно обеспечить устойчивость процесса волочения при больших обжатиях.
Весьма малая толщина подсмазочного покрытия обусловливает также снижение расхода покрывающего вещества. Более того, процесс осаждения капельно-жидкой смоляной взвеси, полученной путем возгонки смолы, завершается покрытием заготовки дымчатым налетом, состоящим из микроскопических застывших сферических капелек смолы, равномерно распределенных по поверхности. Окончательно процесс формирования подсмазочного слоя завершается в контакте с порошкообразной смазкой при входе в очаг деформации под воздействием сдвиговых напряжений в условиях размягчения и последующего плавления смолы при повышении температуры, при этом смола, как более адгезионный и металлофильный материал, преимущественно распределяется между металлом и смазкой. При этом для эффективного удержания смазки и надежного разделения металла заготовки и материала волоки в микроскопических масштабах даже необязательно достижение сплошности подсмазочного покрытия. При этом удельную толщину подсмазочного покрытия, без учета остаточного слоя смазочного вещества, можно оценить как близкую к одному-двум средним поперечникам молекулы смолистого вещества, т. е. порядка 0,001 мкм, что соответствует расходу смолы, в тысячи раз меньшему, чем расход полимера по способу-прототипу, даже при предположении, что 90% подвергнутой возгонке смолы теряется в атмосферу, осаждается на стенках устройств или смешивается с порошкообразной смазкой.
Таким образом, за счет использования специфических полезных свойств смолы и особенностей процесса нанесение подсмазочного покрытия появляется возможность достижения технического результата: сокращение числа технологических операций, повышение эффективности волочения за счет увеличения обжатия, а также снижение расхода рабочего вещества.
В отношении устройства следует подчеркнуть, что оно, согласно изобретению, направлено на реализацию способа, в общем виде охарактеризованного выше, и в совокупности с ним образует общий изобретательский замысел.
Выполнение обогреваемой емкости с жидким рабочим материалом в виде возгоночного сосуда, сообщающегося с проходной камерой, позволяет осуществить процесс возгонки смоляной массы в обогреваемой емкости и последующего осаждения полученной капельно-жидкой взвеси на поверхность заготовки в проходной камере. Проходная камера, таким образом, осуществляет также функцию камеры осаждения. Итак, возгоночный сосуд, будучи загружен смолой, служит для образования капельно-жидкой фазы (взвеси) путем возгонки в нем смолы, эта взвесь в виде дыма поступает в сообщающуюся с возгоночным сосудом проходную камеру, где она в виде достаточно тонкой пленки осаждается на обнаженную после удаления окалины поверхность металла заготовки. Осаждение происходит вследствие более низкой, чем температура возгонки смолы, температуры заготовки и за счет высокой адгезионной способности смолы. При этом отпадает необходимость в устройствах для нагревания и охлаждения заготовки, так как повышенная температура ее может затруднить или исключить процесс осаждения, а охлаждение ниже температуры окружающего воздуха может вызвать конденсацию влаги и ухудшение условий волочения.
Таким образом, и в части устройства изобретение, обеспечивая реальное осуществление способа, направлено на достижение аналогичного технического результата: повышение эффективности процесса волочения и снижение расхода рабочего вещества.
Дополнительные усовершенствования позволяют усилить или дополнить этот результат.
Поскольку оседание смолы может происходить не только на поверхности заготовки, но и на стенке камеры осаждения, где, в конечном счете, может скопиться большое ее количество, проходная камера может быть снабжена собственным нагревателем с возможностью нагрева ее стенки, по крайней мере, до температуры начала возгонки. Этим предотвращается оседание смолы на стенке камеры.
Кроме того, выполнение емкости как части проходной камеры позволяет максимально сократить путь капельно-жидкой взвеси из обогреваемой емкости в проходную камеру, где происходит осаждение ее на поверхность заготовки, что сокращает общую поверхность емкости и камеры и, тем самым, сокращает потери рабочей жидкости, осаждающейся на этой поверхности. Это, кроме того, позволяет сократить теплопотери и обойтись одним и тем же нагревателем и для емкости, и для проходной камеры, а также позволяет в отдельных случаях упростить устройство.
Если выполнить проходную камеру в виде цилиндрической трубы, установленной эксцентрично оси протягивания заготовки, и придать трубе возможность совершения плоскопараллельного кругового движения при постоянном контакте внутренней поверхности трубы с заготовкой, то происходит обмазывание заготовки осевшей на стенке трубы смолой, что позволяет дополнительно снизить расход подвергаемой возгонке смолы за счет сокращения потерь. При этом плоскопараллельное круговое движение трубы представляет собой поступательное движение по замкнутой круговой траектории, лежащей в поперечной оси протягивания плоскости и охватывающей ее, при отсутствии вращения. Возможность такого кругового движения может быть обеспечена, например, за счет установки трубы в подшипнике, размещенном эксцентрично в приводном шпинделе, который ориентирован вдоль оси протягивания заготовки, и, для исключения вращения, зафиксирована в определенной ориентации, например, длинной тягой, расположенной в плоскости, перпендикулярной оси трубы. Присутствие некоторой вращательно-колебательной составляющей движения, учитывая ограниченную длину тяги, допустимо. Соотношение между длиной трубы, частотой ее кругового движения и скоростью протягивания должно обеспечивать сплошность обмазывания. В этой конструкции отводящий канал должен быть гибким, подвижным.
Подобный же эффект может быть достигнут и при выполнении проходной камеры в виде конической трубы, коаксиальной оси протягивания заготовки, и круговом движении заготовки при постоянном контакте ее с внутренней поверхностью трубы, что достигается установкой за или перед трубой эксцентриковой проводки с приводом ее вращения, отклоняющей заготовку на участке трубы на угол в положение контакта с внутренней поверхностью трубы и сообщающей заготовке круговое движение. Такое решение, хотя и немного увеличивает число узлов устройства, но выглядит проще предыдущего и, кроме того, дополнительно улучшает условия волочения за счет кругового движения заготовки перед волокой и предотвращения образования туннеля в смазочном порошке. При этом с большим диаметром выполняется то отверстие конической трубы, со стороны которого размещена проводка.
Выходное отверстие проходной камеры может быть выполнено с диаметром, меньшим диаметра входного отверстия, при этом проходная камера может быть соединена с возгоночным сосудом со стороны выходного отверстия. При этом, так как сопротивление входного отверстия меньше, чем сопротивление выходного, остатки капельно-жидкой взвеси смолы будут преимущественно выходить через входное отверстие камеры, и при этом выполняется принцип противотока, повышающего интенсивность массообмена между движущимися в противоположных направлениях заготовкой и капельно-жидкой смоляной взвесью.
Кроме того, учитывая, что продукты возгонки некоторых смол, преимущественно синтетических, являются вредными или ядовитыми, входное отверстие проходной камеры может быть подсоединено к вытяжному устройству, имеющему средство очистки воздуха.
При этом возгоночный сосуд может иметь заборный воздушный вентиль. Это позволяет в нужной степени усилить поток капельно-жидкой взвеси продуктов возгонки смолы.
Кроме того, учитывая, что, как правило, механические процессы тонкой очистки проката от окалины являются источниками взвешенной в воздухе пылевидной окалины, входное отверстие проходной камеры может быть дополнительно соединено и с устройством окончательного удаления окалины с возможностью вытяжки из него взвешенной пылевидной окалины. При этом в средстве очистки воздуха происходит повышение эффективности осаждения как пылевидной окалины, так и остатков капельно-жидкой смоляной взвеси, так как взаимное слипание взвешенных частиц приводит к их флокуляции (укрупнению) и облегчению процессов осаждения под действием силы тяжести или на фильтрующем материале, который также улучшает свои фильтрационные свойства в присутствии липких смолистых частиц.
Изобретения поясняются чертежами, иллюстрирующими конкретные примеры их использования, где на фиг. 1 показана общая схема поточной линии для волочения проволоки, в состав которой входит устройство согласно изобретению; на фиг. 2 схематично показано собственно описываемое устройство и схема осуществления способа согласно изобретению; на фиг. 3 показан вариант выполнения устройства с проходной камерой в виде подвижной цилиндрической трубы; на фиг. 4 показан другой вариант выполнения устройства с проходной камерой в виде неподвижной конической трубы; емкость выполнена как часть проходной камеры; на фиг. 5 показана установка вытяжного устройства.
Устройства показаны на фигурах в разрезе по оси протягивания заготовки; абразивный порошок условно обозначен крупными точками, порошкообразная технологическая смазка - мелкими частыми точками; взвешенная пылевидная окалина - мелкими редкими точками; нагреватели изображены в виде электрических спиралей; теплоизоляция обозначена штриховой линией; движение воздушных потоков, направления протягивания заготовки и вращения механизмов обозначены стрелками; устройство подачи заготовки (размотки катанки), а также приводы вращения механизмов не показаны.
Способ подготовки поверхности заготовки к волочению осуществляется следующим образом.
Исходную горячекатаную заготовку (катанку) протягивают "в нитку", подвергая при этом последовательности поточных технологических операций подготовки поверхности, включающих предварительное удаление окалины, например, за счет деформирования поверхности заготовки, окончательное удаление окалины механическим способом, нанесение на поверхность заготовки подсмазочного покрытия и нанесение порошкообразной смазки. При этом операция нанесения подсмазочного покрытия включает возгонку смолы, например канифоли, и осаждение получаемой при возгонке капельно-жидкой смоляной взвеси на поверхность катанки. Завершение процесса образования пленки подсмазочного покрытия происходит после нанесения порошкообразной смазки, в начале волочения, при формировании слоя смазки, за счет деформационного разогрева и сдвиговых воздействий на поверхность. Заготовка с подготовленной таким образом поверхностью поступает в потоке на волочение.
Смолы являются термопластичными веществами с высокой адгезионной способностью и при деформационном разогреве легко образуют пленочное покрытие. Кроме того, используемая смола должна обладать возможно большей молекулярной массой, чтобы покрытие было достаточно вязким и хорошо удерживало смазку, но при этом температура возгонки смолы должна быть ниже температуры химического разложения.
В процессе волочения вязкое, весьма тонкое и прочно связанное с поверхностью металла смолистое подсмазочное покрытие хорошо воспринимает технологическую смазку и удерживает ее, что дает возможность повышения эффективности процесса волочения, например, за счет возможности увеличения обжатия, а также снижения расхода подсмазочного вещества. Кроме того, отпадает необходимость в операциях охлаждения и нагрева заготовки.
Поточная линия, в состав которой входит описываемое устройство, реализующее способ подготовки поверхности заготовки к волочению (фиг. 1), включает следующие последовательно размещенные устройства: устройство предварительного удаления окалины, выполненное, например, в виде изгибного роликового окалиноломателя 1, устройство окончательного удаления окалины, выполненное, например, в виде камеры абразивно-порошковой очистки 2, устройство нанесения подсмазочного покрытия 3, устройство нанесения порошкообразной смазки, выполненное, например, в виде смазочной емкости 4, волоку 5 и средство протягивания заготовки, например волочильный барабан 6. Устройство нанесения подсмазочного покрытия 3 содержит проходную камеру (камеру осаждения) 7 с входным 8 и выходным 9 отверстиями для прохода заготовки. Камера 7 герметично соединена с сосудом 10 для возгонки смолы, снабженным нагревателем 11. В устройства поточной линии заправлена заготовка 12.
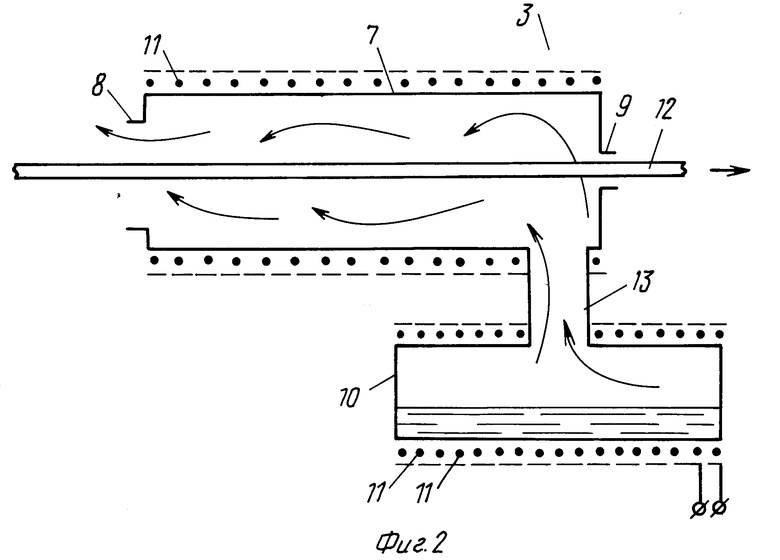
Камера 7 может быть также снабжена нагревателем, а сосуд 10 для возгонки смолы может сообщаться с ней посредством канала 13 вблизи выходного отверстия 9 для прохода заготовки, которое выполнено с диаметром, меньшим, чем входное 8 (фиг. 2).
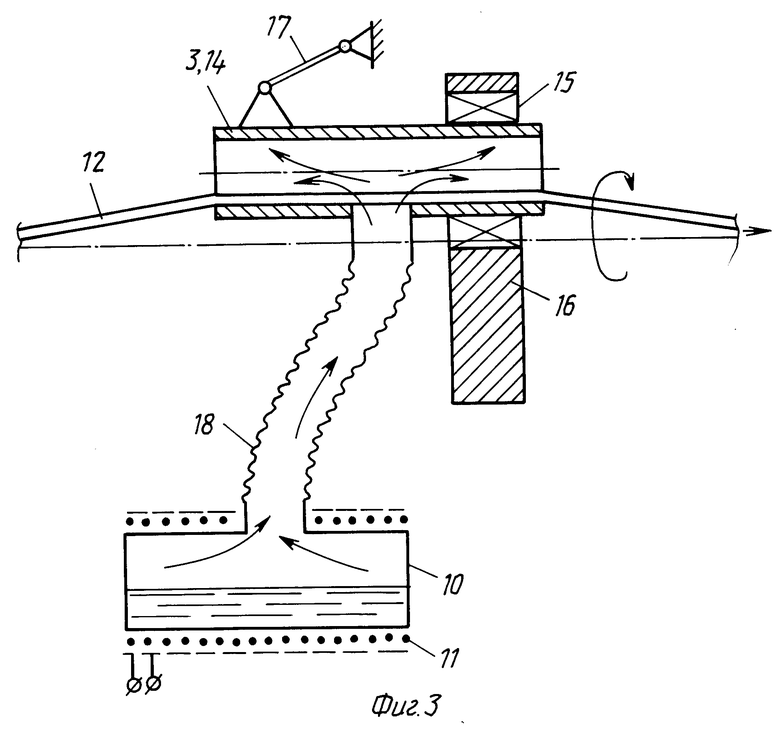
Проходная камера 7 может быть выполнена в виде цилиндрической трубы 14 и установлена с возможностью ее плоскопараллельного кругового движения в положении касания заготовки, например, закреплена в подшипнике 15, размещенном эксцентрично в приводном шпинделе 16, который ориентирован вдоль оси протягивания заготовки, и зафиксирована в определенной ориентации достаточно длинной тягой 17, расположенной в перпендикулярной оси протяжки плоскости и препятствующей вращению трубы вместе со шпинделем. При этом подвижная проходная камера 7 может быть соединена с неподвижным сосудом 10 для возгонки смолы гибким шлангом 18 (фиг.3).
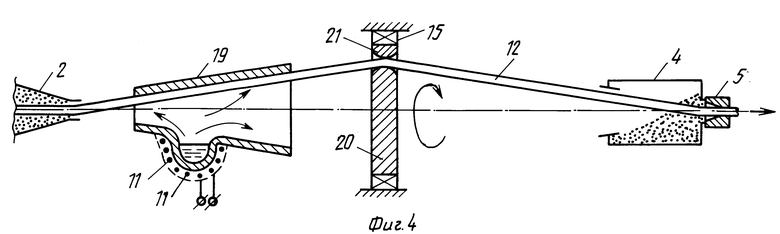
Выполненная в виде конуса 19 проходная камера может быть закреплена по оси протягивания, при этом за или перед ней, между устройствами окончательного удаления окалины и нанесения порошкообразной смазки, на оси протягивания должен быть размещен приводной диск 20 с эксцентричной проводкой 21 для заготовки, а обогреваемая емкость - сосуд 10 для возгонки смолы выполнен в виде части проходной камеры 19 (фиг. 4).
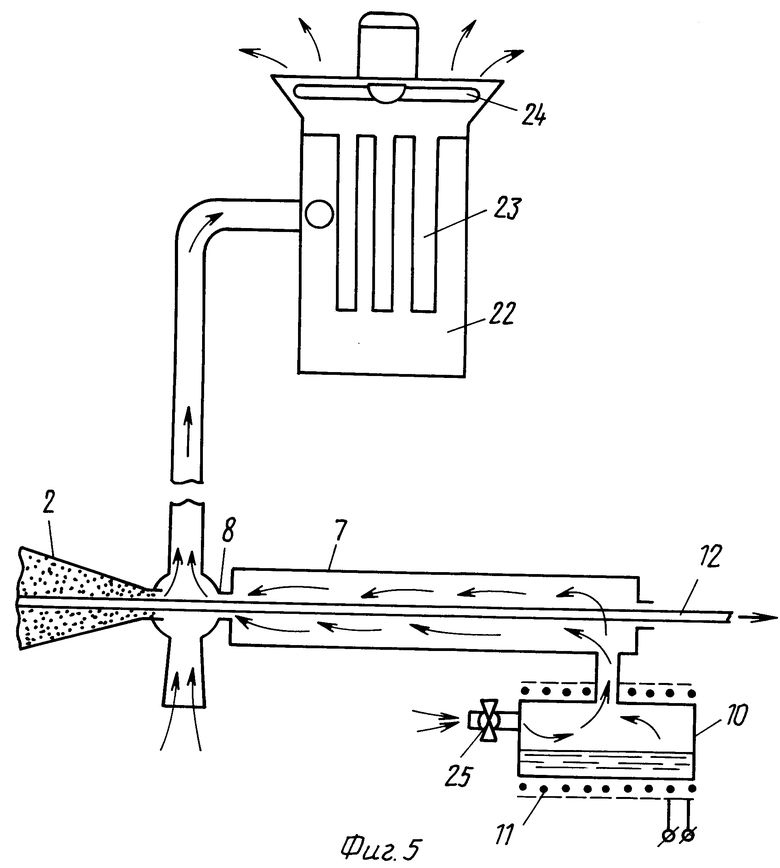
Входное отверстие 8 камеры 7 может быть соединено с вытяжным средством очистки воздуха, включающим, например, отстойник 22, фильтр 23 и вентилятор 24, и дополнительно соединено с устройством окончательного удаления окалины 2, а сосуд 10 снабжен заборным вентилем 25 с регулируемым проходным сечением (фиг.5).
Поточная линия, в состав которой входит описываемое устройство, реализующая способ, работает следующим образом (фиг. 1 - 5).
Включают нагреватель 11 сосуда 10 для возгонки смолы, после появления капельно-жидкой взвеси включают камеру абразивно-порошковой очистки 2 и начинают протягивание заготовки 12 с помощью волочильного барабана 6, при этом каждый участок заготовки последовательно проходит все устройства линии - окалиноломатель 1, камеру абразивно-порошковой очистки 2, устройство нанесения подсмазочного покрытия 3, смазочную емкость 4, содержащую порошкообразную смазку, волоку 5 и наматывается на волочильный барабан 6 (фиг.1).
В окалиноломателе 1, за счет изгибных деформаций поверхности заготовки при огибании ею роликов, происходит отслаивание хрупкой части окалины.
При окончательной очистке от окалины в камере 2 с уплотненным абразивным порошком удаляются остатки окалины.
Далее, в устройстве нанесения подсмазочного покрытия 3 на обнаженную металлическую поверхность заготовки осаждается капельно-жидкая смоляная взвесь, поступающая из сосуда 10 для возгонки смолы, и поверхность заготовки покрывается дымчатым налетом, состоящим из множества равномерно распределенных микроскопических смоляных шариков, налипших на поверхность катанки.
Образование подсмазочного слоя завершается в волоке 5 в начале контактной зоны очага деформации в условиях повышающейся температуры и больших сдвиговых напряжений, воздействующих на поверхность заготовки. При этом смолистое вещество, будучи термопластичным, размягчается, и сферические капли его "растираются" по поверхности заготовки, что происходит в окружении также подплавляющейся в условиях повышения температуры порошкообразной смазки. При этом ввиду более высокой адгезионной способности смолы по отношению к металлу, по сравнению со смазкой, смола оттесняет смазку, как более инертное вещество, от поверхности металла и образует тонкий подсмазочный слой, который, обладая высокими липкостью и вязкостью, прочно соединяется с металлом и эффективно связывает порошкообразную смазку.
Регулируя интенсивность нагревания смолы в сосуде 10 для возгонки, можно получить подсмазочное покрытие какой угодно малой толщины, вплоть до толщины в один поперечник молекулы, что составит величину порядка 0,001 мкм. При этом обеспечивается максимальная прочность слоя, так как всякая текучесть такого слоя исключена. Равномерность покрытия обеспечивается самим характером осаждения смолы. Полезный расход смолы, т. е. без учета различных потерь, при этом составит менее 1 мл смолы на 1 т катанки ⊘ 6,5 мм.
Если проходная камера 7 снабжена собственным нагревателем (фиг.2), то потери рабочего вещества (смолы) снижаются за счет исключения осаждения на ее стенках. Если при этом возгоночный сосуд 10 соединен с камерой 7 отверстием 13, размещенным вблизи отверстия 9 для выхода заготовки, которое выполнено возможно меньшего диаметра, а отверстие 8 для входа заготовки выполнено с большим диаметром, то движение капельной взвеси происходит преимущественно в направлении, противоположном направлению протягивания катанки. Таким образом, реализуется принцип противотока, интенсифицирующего массообмен.
Если устройство выполнено по варианту, изображенному на фиг. 3, при вращении шпинделя 16 происходит плоскопараллельное поступательное круговое движение камеры 7, выполненной в виде цилиндрической трубы 14, относительно оси протягивания, с сохранением контакта с протягиваемой заготовкой. Радиус круговой траектории равен эксцентриситету, с которым труба размещена в шпинделе. Тяга 17 препятствует вращению трубы вместе со шпинделем. При этом, кроме непосредственного осаждения, происходит перенос на заготовку и той части смолы, которая осаждается на стенки камеры. Гибкий шланг 18 обеспечивает герметичное соединение подвижной трубы с сосудом для возгонки смолы.
Аналогичный эффект достигается и при неподвижной камере 7, выполненной в виде конической трубы 19, за счет кругового движения заготовки относительно оси протягивания, обеспечиваемого вращением диска 20 с эксцентричной проводкой 21 для заготовки. Процесс возгонки смолы происходит в этом случае в специально отведенной для части 10 конической трубы 19 (фиг.4).
Если входное отверстие 8 камеры 7 соединено с вытяжным средством очистки воздуха и дополнительно соединено с устройством окончательного удаления окалины 2, а сосуд 10 снабжен заборным вентилем 25 с регулируемым проходным сечением (фиг.5), поток капельно-жидкой взвеси продуктов возгонки смолы усиливается, оставшаяся неосажденной часть этого потока направляется на вентилятор 24 вытяжного устройства, снабженного также средствами очистки воздуха 22,23. Это позволяет защитить окружающую среду от вредных примесей, какими могут являться смолистые взвеси, особенно из синтетических смол. Если при этом входное отверстие 8 камеры 7 дополнительно соединено и с устройством окончательного удаления окалины 2, с возможностью вытяжки из него взвешенной пылевидной окалины, счищенной с катанки, в отстойнике 22 фильтровентиляционного средства достигается повышение эффективности осаждения как пылевидной окалины, так и остатков капельно-жидкой смоляной взвеси, так как взаимное слипание взвешенных частиц приводит к их флокуляции (укрупнению) и облегчению процессов осаждения под действием силы тяжести, а также задержки фильтрующим материалом 23, который также улучшает свои фильтрационные свойства в присутствии липких смолистых частиц.
Таким образом, группа изобретений во всей совокупности признаков позволяет сократить число технологических операций и, соответственно, сократить число устройств, повысить эффективность процесса волочения за счет возможности увеличения обжатия, а также существенно снизить расход рабочего вещества, образующего подсмазочное покрытие.
Кроме того, дополнительным техническим результатом применения изобретений является более высокая эффективность многократного волочения заготовки, обусловленная указанными выше преимуществами получаемого подсмазочного покрытия. Следует отметить также то, что весьма тонкое подсмазочное покрытие не препятствует охлаждению заготовки между переходами, что существенно при многократном волочении.
Использование изобретений в производстве проволоки и калиброванного металла позволит шире использовать эффективные и экологически безопасные бескислотные методы удаления окалины с поверхности катанки и длинномерного проката, причем в составе совмещенных с волочильными станами поточных линий это не потребует значительного расширения производственных площадей и привлечения дополнительного персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЛИННОМЕРНОГО ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1996 |
|
RU2108177C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ЦИЛИНДРИЧЕСКОГО ПРОКАТА ОТ ОКАЛИНЫ | 1995 |
|
RU2087221C1 |
| СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ С ПРИМЕНЕНИЕМ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2116850C1 |
| ТЯГОВОЕ УСТРОЙСТВО ВОЛОЧИЛЬНОГО СТАНА | 1993 |
|
RU2029643C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1993 |
|
RU2060851C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПОЛОСЫ ОТ ОКАЛИНЫ | 1994 |
|
RU2073573C1 |
| УСТРОЙСТВО АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ | 1992 |
|
RU2086321C1 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ЭФФЕКТИВНОСТИ ХОДЬБЫ | 1993 |
|
RU2050885C1 |
| ЛИНИЯ ОЧИСТКИ ОТ ОКАЛИНЫ И ВОЛОЧЕНИЯ ПРОВОЛОКИ | 1990 |
|
RU2068313C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПРОКАТА ОТ ОКАЛИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ШНЕКА МЕХАНИЗМА НАГНЕТАНИЯ ДАННОГО УСТРОЙСТВА | 1996 |
|
RU2113299C1 |
Изобретение относится к волочильно-калибровочному производству и предназначено для нанесения подсмазочного покрытия на поверхность катанки в потоке с волочением. Подсмазочное покрытие наносят путем возгонки смолы, например канифоли, и осаждения получаемой капельно-жидкой смоляной взвеси на поверхность очищенной катанки. Устройство для нанесения подсмазочного покрытия выполнено в виде камеры осаждения, сообщающейся со снабженным нагревателем сосудом для возгонки смолы. При протяжке через камеру осаждения катанки взвесь осаждается на ее поверхность и образует прочное подсмазочное покрытие для сухой порошкообразной смазки. Для использования в различных технологических условиях предусмотрен ряд вариантов исполнения линии. Получаемое подсмазочное покрытие характеризуется высокой адгезионной способностью, вязкостью и весьма малой толщиной слоя. Применение способа и устройства позволяет шире использовать эффективные и экологически безопасные бескислотные методы удаления окалины с поверхности катанки. 2 с. и 8 з.п.ф-лы, 5ил.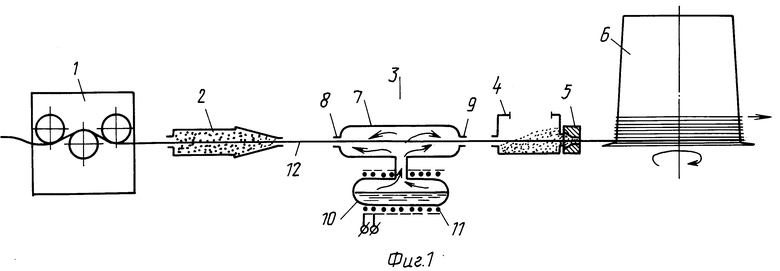
\ \\1 1. Способ подготовки поверхности заготовки к волочению, включающий нанесение подсмазочного покрытия в виде термопластичного вещества большой молекулярной массы и последующее нанесение порошкообразной смазки, отличающийся тем, что в качестве термопластичного вещества большой молекулярной массы используют смолу, температура возгонки которой ниже температуры химического разложения, а нанесение подсмазочного покрытия осуществляют путем возгонки смолы и осаждения получаемой капельно-жидкой смоляной взвеси на поверхности заготовки. \\\2 2. Устройство для подготовки поверхности заготовки к волочению, содержащее обогреваемую емкость с жидким рабочим материалом и проходную камеру для заготовки с входным и выходным отверстиями, отличающееся тем, что емкость выполнена в виде возгоночного сосуда, сообщающегося с проходной камерой. \ \ \2 3. Устройство по п.2, отличающееся тем, что проходная камера имеет нагреватель. \\\2 4. Устройство по п.2, отличающееся тем, что емкость выполнена как часть проходной камеры. \\\2 5. Устройство по п. 2, отличающееся тем, что проходная камера выполнена в виде цилиндрической трубы, установленной эксцентрично оси протягивания заготовки с возможностью совершения относительно этой оси кругового движения при постоянном контакте заготовки с внутренней поверхностью трубы, и соединена с возгоночным сосудом гибким шлангом. \\\2 6. Устройство по п.2, отличающееся тем, что проходная камера выполнена в виде конической трубы, установленной коаксиально с осью протягивания заготовки и имеющей различные диаметры входного и выходного отверстий, при этом за или перед камерой установлена эксцентричная проводка для заготовки с приводом вращения относительно оси протягивания. \\\2 7. Устройство по любому из пп.2 и 3, отличающееся тем, что выходное отверстие проходной камеры выполнено с диаметром, меньшим диаметра входного отверстия, при этом проходная камера соединена с возгоночным сосудом со стороны выходного отверстия. \ \ \ 2 8. Устройство по п.7, отличающееся тем, что к входному отверстию проходной камеры подсоединено вытяжное устройство, имеющее средство очистки воздуха. \\\2 9. Устройство по п.8, отличающееся тем, что возгоночный сосуд имеет заборный воздушный вентиль. \\\2 10. Устройство по п. 9, отличающееся тем, что в качестве вытяжного устройства использовано вытяжное устройство для отсоса пылевидных остатков ранее удаленной окалины.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство 461749, B 21 C 9/00, 1975 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство 615974, B 21 C 9/00, 1978, колонка 3 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М.Т.Кокрофт "Смазка в процессах обработки металлов давлением", М., Металлургия, 1979, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство 1103922, B 21 C 9/00, 1984 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| SU, авторское свидетельство 1775201, B 21 C 9/00, 1992 | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| SU, авторское свидетельство 1461550, B 21 C 3/14, 1989. | |||
