Изобретение относится к способам и устройствам производства изделий из формуемой фибры, преимущественно из термопластичных материалов.
Известен способ изготовления формуемого мата в соответствии с патентом США N4663225, кл. D 04 H 1/58, опубл. в 1987 г., включающего формирование мата из основных фибр потоком газообразной среды на формирующей площадке, установленной навстречу потоку, связывание мата путем переплетения основных фибр термически адгезивными связующими фибрами так, что связующие фибры, приведенные в адгезивное состояние воздействием тепла, связывают основные фибры друг с другом до образования мата.
Вышеизложенный способ пригоден не только для изготовления новых матов с использованием экологически чистых связующих, но также может быть использован для направленного термопластичного изменения формы уже готовых изделий, у которых термопластичные характеристики связующих фибр позволяют неограниченное количество циклов термического размягчения и последующего отверждения охлаждением для придания желаемой формы изделию.
Использование деревянных фибр и другого вида фибр из целлюлозы растительного происхождения для производства изделий из фибры привлекательного еще и по тем причинам, что подобный материал относится к возобновляемому сырью, доступному в широких масштабах, приятному на ощупь, а также не вызывающему нарушений здоровья. Фибровый мат, изготовленный таким образом, является еще и эффективной теплоизоляцией.
Однако рассмотренный выше способ отличают некоторые недостатки. Инерционность процесса проникновения тепла к внутренним слоям мата вызывает необходимость строить печи значительной длины. Требование равнопрочного связывания всех фибр мата по толщине, особенно если она составляет существенную величину, может определять совершенно необоснованные размеры печи.
Кроме того, целевое свойство мата быть хорошим теплоизолятором находится в противоречии к требованию равномерного безинерционного прогрева связующих фибр по его толщине, что создает условие теплового удара по поверхностным слоям, их перегреву, последующему оплавлению связующих фибр с изменением их формы, а также вытеканию в виде капель, что приводит к нарушению внешнего вида и прочности мата.
Очевидно, что вышеизложенные процессы скажутся также и на перерасходе энергии. Аналогичные проблемы возникают и в случае использования в качестве основных фибр из других материалов, также препятствующих проникновению тепла к связующим фибрам, лежащим внутри толстого мата.
Техническим результатом изобретения является преодоление указанного выше противоречия посредством способа и устройства, которые предусматривают использование всех видов фибр, в том числе из минерального сырья, стекла или дерева (в качестве так называемых основных фибр), позволяющих изготавливать достаточно толстые фибровые маты, обладающих прекрасными теплоизоляционными свойствами.
Указанный технический результат достигается способом изготовления изделий из фибры, включающий формирование мата из основных фибр потоком газообразной среды на формирующей площадке, установленной навстречу потоку, связывание мата путем переплетения основных фибр термически адгезивными связующими фибрами таким образом, что связующие фибры, приведенные в адгезивное состояние воздействием тепла, связывают основные фибры друг с другом до образования мата при том, что термически адгезивные связующие фибры, сплетенные с основными фибрами, подвергают тепловому воздействию, приводящему их в адгезионное состояние непосредственно в потоке газообразной среды, несущей фибры на формирующую площадку, устанавливая температуру потока достаточно высокой. Таким образом, термически адгезивные фибры связывают основные фибры друг с другом непосредственно в процессе формирования мата. При этом толщина мата практически неограничена, т.к. процесс набрызга склеивающихся в полете фибр ничем не лимитирован и возможен, кроме этого, как продолжение наращивания толщины уже готовых матов.
Кроме того, фибры в поток газообразной среды вводят посредством загрузочного валика или ему подобного устройства, причем фибры разделяют или освобождают от загрузочного валика или ему подобного устройства первичным потоком газообразной среды, который затем разбавляют вторичным потоком газообразной среды с более высокой температурой, в результате чего температуру смеси первичного и вторичного потоков доводят до значения, достаточного для приведения связующих фибр в адгезивное состояние. После завершения формования мата потоком газообразной среды на формирующей площадке мат продолжают обрабатывать потоком газообразной среды, поддерживая его со стороны обратной набегающему потоку.
Последующей обработкой увеличивают плотность мата, создавая избыток давления на его поверхности набегающим потоком газообразной среды. Первичный и вторичный потоки газообразной среды, первый из которых отделяет фибры от загрузочного устройства, а второй нагревает суммарный поток, подают раздельно, каждый по своему каналу до зоны контакта с фиброй и их смешения, а часть суммарного потока, формирующего мат, после его прохождения сквозь формирующую площадку подают в канал первичного газообразного потока для его предварительного нагрева. Часть вторичного потока газообразной среды с избыточной температурой подают в канал потока газообразной среды, создающего избыточное давление на поверхности мата при его последующей обработке.
Термически адгезивные фибры выполняют из термопластичных материалов.
Мат изготавливают с использованием целлюлозных фибр растительного происхождения в качестве основных и выполняют его в виде теплоизоляционной прокладки между наружной и внутренней обкладки строительного элемента.
Внутреннюю обкладку строительного элемента выполняют из гипса. В качестве одной из возможных реализаций заявляемого способа предлагается устройство для изготовления изделий из фибры, включающее камеру, охватывающую рабочую газообразную среду и имеющую входной участок и выходной участок, замыкаемый подвижной формирующей площадкой, а также средства для загрузки в камеру основных и термически адгезивных связующих фибр, формирующих мат на формирующей площадке, и средства нагрева термически адгезивных связующих фибр, приводимых таким образом в адгезивное состояние и связывающих основные фибры друг с другом до образования мата при том, что входной участок камеры образован окончаниями каналов первичного и вторичного потоков с обеспечением формования мата на формирующей площадке под действием потоков первичной и вторичной газообразной сред, при этом устройство включает нагреватель газообразной среды с отходящим из него каналом вторичного потока и входящим в камеру для нагрева связующих фибр до появления у них адгезионных свойств непосредственно в камере.
Устройство также содержит загрузочный валик или подобное ему устройство, установленное на входном участке камеры, причем входной участок камеры снабжен первичным каналом газообразной среды, направленным навстречу загрузочному валику или подобно ему устройству для отделения от него фибры, при этом вторичный канал газообразной среды, включающий нагреватель, установлен ниже по потоку указанного первичного канала.
После упомянутой камеры в направлении движения формирующей площадки установлена вторичная камера, включающая площадку, несущую мат, преимущественно представляющую собой продолжение формирующей площадки, выходящей из предыдущей камеры, а вторичная камера снабжена каналом подачи потока газообразной среды сквозь мат.
В направлении движения потока газообразной среды упомянутая камера продолжена симметрично относительно плоскости формирующей площадки коллектором, образующим единый канал с первичным потоком газообразной среды.
Вторичный канал между нагревателем и камерой снабжен отводным каналом, соединенный с вторичной камерой.
Таким образом, устройство не требует протяженной печи для спекания мата.
Прилагаемые зависимые пункты формулы 11-14 раскрывают другие возможные изменения основной конструкции устройства. Более подробно изобретение описано прилагаемыми ниже иллюстрирующими чертежами:
фиг.1 - продольный схематический разрез устройства;
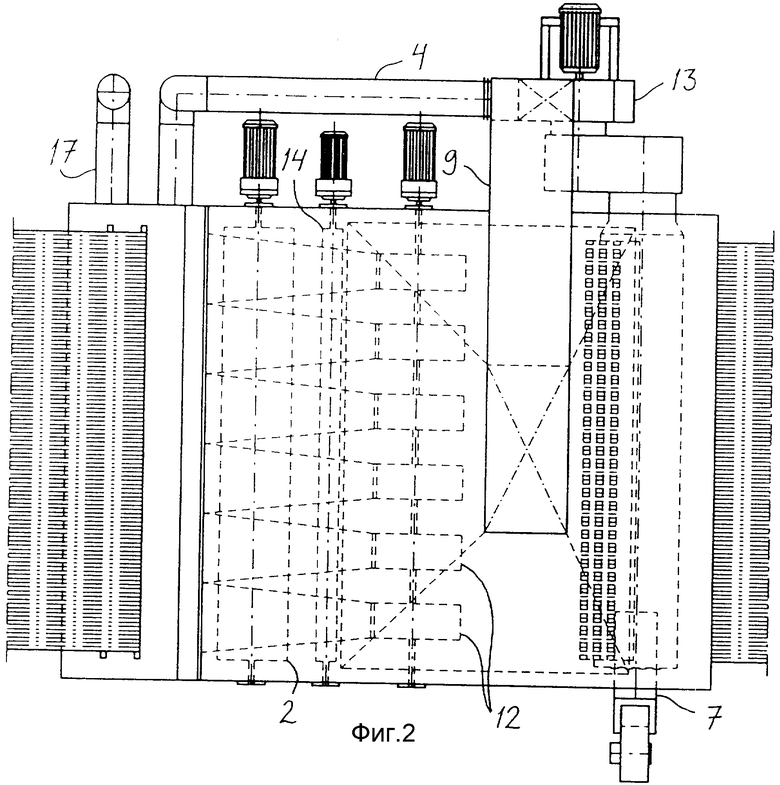
фиг. 2 - поперечный разрез операционной зоны устройства, показанного на фиг.1, вид сверху;
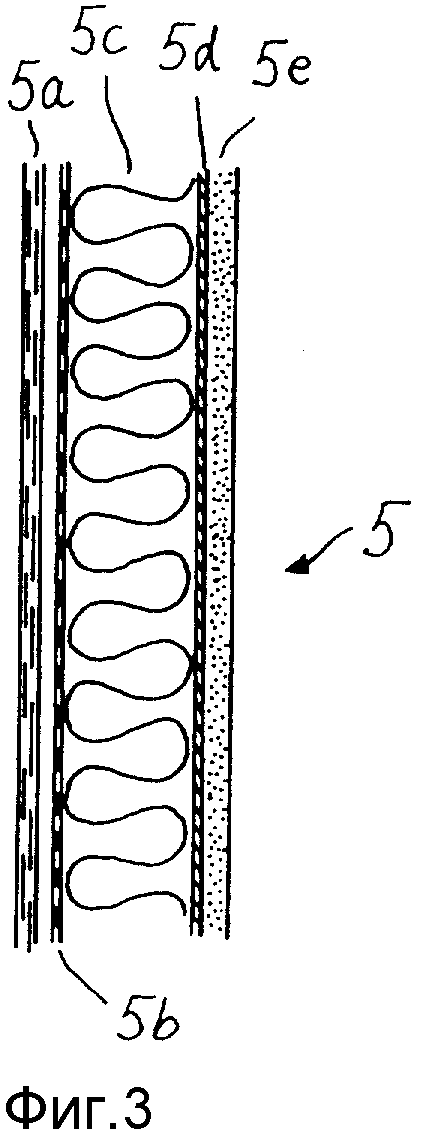
фиг.3 - разрез примерного конечного изделия;
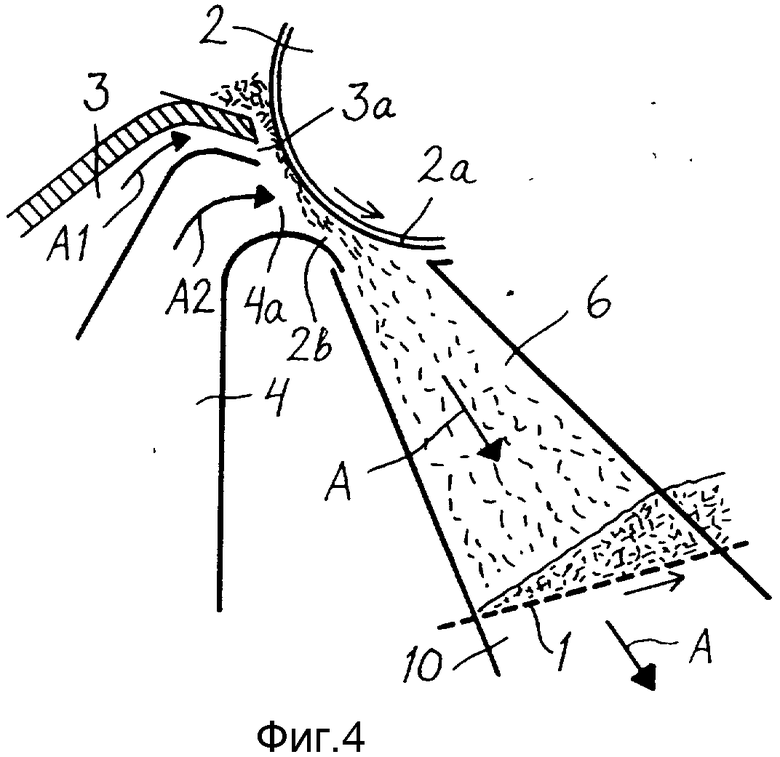
фиг.4 - продольный разрез операционной зоны в увеличенном масштабе;
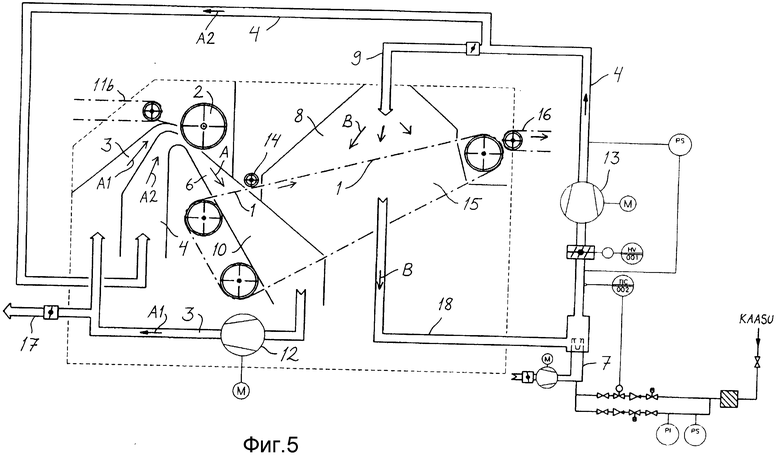
фиг.5 - принципиальная схема устройства.
Фиг.1 иллюстрирует устройство формирования мата, включая механизм подачи фибр 11. Механизм подачи может представлять собой различные варианты, основанные либо на вертикальной подаче фибр, например, воздухом, вариант 11а, либо на горизонтальной подаче конвейерным способом, включая средства предварительной обработки фибр, вариант 11б. Нижнее окончание механизма подачи 11 снабжено загрузочным валиком 2, поверхность которого покрыта штырями для лучшего захвата фибр. На поверхность загрузочного валика 2 направлено узкое щелевое сопло, которым оканчивается первичный воздушный канал 3. Ниже щелевого сопла расположено выходное отверстие вторичного воздушного канала 4, наименьшее поперечное сечение которого образовано его нижней стенкой и поверхностью загрузочного валика 2. Ниже по потоку от этого сечения наклонно к формирующей площадке 1 установлена подающая воздушная камера 6. С обратной стороны формирующая площадка 1 снабжена коллекторной камерой 10. Формирующая площадка 1 образована непрерывным ремнем, протянутым через направляющие валики и перемещающимся через камеру 6. После выхода из камеры 6 указанная формирующая площадка проходит сквозь вторую воздушную камеру 8, являясь в каждой из них нижней замыкающей поверхностью.
Входной участок первичного воздушного канала 3 снабжен взаимно параллельными вентиляторами 12 для обеспечения равномерного воздушного потока по всей поперечной протяженности камеры 6. Эти вентиляторы 12 показаны пунктирными линиями на фиг.2. Входной участок канала вторичного воздуха 4 также снабжен вентилятором 13, который предназначен для накачивания в него воздуха, нагретого нагревателем 7. Нагреватель 7 может быть выполнен в виде горелки открытого горения. Процесс формирования мата устройством предусматривает подачу фибры, как основной, так и связующей, изготовленной предварительным любым из подходящих для этого способов, на загрузочный валик 2. Фиг.4 детально показывает последовательность формирования мата. Вращающийся загрузочный валик 2 включает штыри 2а, изображенные на чертеже в виде пограничного слоя валика, и предназначенные для захвата и транспортировки фибры. По мере вращения загрузочного валика фибры попадают в зону действия горизонтального щелевого сопла 3а, которым оканчивается канал первичного воздуха 3 и которое имеет протяженность вдоль всего загрузочного валика. Вырываясь из щелевого сопла высокоскоростной воздушный поток А1 отделяет фибры от загрузочного валика 2, взаимодействуя с его поверхностью, и несет их через выходной участок 4а канала вторичного воздуха 4 и плоскость сужения 2в между нижней стенкой выходного участка 4а и поверхностью загрузочного валика 2. Пройдя плоскость сужения, фибры полностью освобождаются от загрузочного валика 2 и попадают в воздушную камеру 6, расширяющуюся к выходу до ширины, соответствующей ширине изготавливаемого мата. Расширение камеры осуществляется касательным расположением ее передней и задней стенок к поверхности загрузочного валика 2, иначе говоря, наклонно к поверхности изготавливаемого мата с одновременным расхождением друг относительно друга. Указанный канал вторичного воздуха 4 используют для подачи воздуха в виде потока А2 в выходной участок 4а. Температура вторичного потока выше температуры первичного воздуха, проходящего через канал 3. В результате эжекционного эффекта, создаваемого сужением выходного участка вторичного канала 2а, поток А2 входит в поток А1 и смешивается с ним с образованием воздушного потока А, транспортирующего фибры к выходной зоне камеры 6. Скорость такого высокотемпературного потока А2 выбирается такой, чтобы температура суммарного потока А, несущего фибры в камере 6, была достаточной для степени поверхностного оплавления термически адгезионных фибр, смешанных с основными, достаточной для адгезионного связывания основных фибр с образованием мата после их последующего отверждения. Связывающие фибры находятся в свободном состоянии в воздушном потоке и контактируют с ним по всей своей поверхности.
Выходной или хвостовой участок воздушной камеры 6 замкнут формирующей площадкой 1, которая проходит через камеру и может быть изготовлена из металлической сетки или любого аналогичного воздухопроницаемого материала, образующего плоскую поверхность. Достигнув площадки, начиная сразу же от передней стенки камеры, фибры мгновенно связываются, образуя мат, который продолжает наращиваться по толщине.
Благодаря свойству пористости образующегося мата, воздушный поток А беспрепятственно проходит сквозь мат и формирующую его площадку 1 и попадает в коллекторную камеру 10 на обратной стороне площадки 1.
Фиг.1 поясняет последовательность производства мата. Ниже камеры 6 в направлении движения формирующей площадки 1 установлен паковочный валик 14 с регулируемым зазором относительно формирующей площадки 1. Паковочный валик предотвращает проход воздуха в направлении движения формирующей площадки 1 поверх мата. После паковочного валика 14 формирующая площадка 1 вводит мат во вторичную воздушную камеру 8, расположенную над формирующей площадкой 1. К верхней части воздушной камеры 8 подключен воздушный канал 9. Вторичная воздушная камера 8 имеет форму раструба, расходящегося в сторону формующей площадки 1 в направлении воздушного потока, исходящего из канала 9, т.е. стенки вторичной камеры, сквозь которые входит формирующая площадка 1 и затем выходит, расходятся относительно друг друга. Таким образом, желаемая плотность мата может быть достигнута регулируемой величиной избыточного давления на его поверхность воздушным потоком В, проходящим через камеру 8. Так воздушный поток проходит через пористый мат и поддерживающую его формирующую площадку 1 и поступает в коллекторную камеру 15, закрепленную с ее обратной стороны. Температура воздушного потока В во вторичной камере 8 имеет значение достаточное для поддержания связующих термически адгезивных фибр в размягченном адгезионном состоянии, что позволяет придавать мату любую желаемую форму любой плотности. На выходе из вторичной камеры 8 мат переходит с формующей площадки 1 на конвейер 16, падающий уже готовый продукт в виде мата на последующую обработку.
Если требования по плотности мата невысоки, операция во вторичной воздушной камере 8 может не проводиться. Плотность мата также может регулироваться расходом воздушного потока А непосредственно при формировании мата в воздушной камере 6 за счет управления усилием, с которым фибры вступают в контакт друг с другом.
На фиг. 5 представлена одна из возможных принципиальных схем воздушных потоков, отвечающих замыслу изобретения. Воздушные потоки устроены таким образом, что воздушный поток А после операции формирования мата подается вентилятором 12 в первичный воздушный канал 3. За время прохождения канала 3 температура этого воздушного потока, вырывающегося из щелевого сопла 3а, становится ниже величины, достаточной для размягчения связующих фибр. Таким образом, этот поток лишь отделяет фибры от загрузочного валика 2. Однако он может выполнять функцию предварительного подогрева, устраняя этим необходимость перегрева воздушного потока А2, выходящего из вторичного воздушного канала 4. Поток А2 подается вентилятором 13, обтекая подогреватель 7, во вторичный воздушный канал 4. Воздушный канал 4 разветвляется, соединяясь с воздушным каналом 9, подключенным ко вторичной воздушной камере 8, вводя часть подогретого воздушного потока А1 в поток В, осуществляющего дальнейшую обработку мата. Так как воздушный поток В берет свое начало из воздушного канала 4, несущего лишь разогретый неразбавленный воздух, его температура достаточна высока и выше температуры камеры 6. Однако этот поток не вызывает сколько-нибудь существенных изменений в связующих фибрах, будь то еще большее размягчение либо оплавление, так как теперь они находятся уже в связанном состоянии с основными фибрами, являясь в этой совокупности хорошим теплоизолятором, а с другой стороны, удельный расход воздуха в камере 8 невысок за счет ее протяженности.
Воздушный поток В, собранный с обратной стороны формирующей площадки 1 коллекторной камерой 15, подается обратно к подогревателю 7 воздушным каналом 18. Часть воздуха просачивается в камеру 8 из камеры 6 через поры мата. Этот воздух также захватывается коллекторной камерой 15 и в смеси с основным подается к подогревателю 7. Для поддержания воздушного баланса часть воздуха из первичного канала 3 выводится наружу через канал 17. Это компенсируется подачей к подогревателю 7 не только рециркулирующего воздуха, но и части воздуха извне. Воздух из канала 17 также может рециркулировать к подогревателю 7, но это лимитируется необходимостью удалять загрязнения, накапливающиеся в процессе производства.
Кроме того, на фиг.5 показаны обычные измерительные и дозирующие приборы для регулировки желаемой температуры.
Способ, соответствующий сути изобретения, не ограничивается вышеописанным действием устройства и его основные принципы могут быть суммированы следующим образом:
a) смешивание вместе основных и термических адгезивных фибр в заданной пропорции;
b) введение основных и термически адгезивных фибр в поток газообразной среды с образованием равномерно взвешенной в среде смеси;
c) подъем температуры газообразной среды до уровня достаточного для приведения термически адгезивных фибр в адгезионное состояние, в котором они приобретают способность связываться друг с другом и с основными фибрами;
d) формирование мата на подходящей формирующей площадке воздействием газообразной среды из сплетенных друг с другом основных и термически адгезивных фибр, приведенных в адгезивное состояние.
На фиг. 3 изображен наиболее характерный пример изделия из фибры, изготовленный по технологии получения гибких матов в соответствии с изобретением, плотность которого находится в диапазоне 18-25 кг/м3. Изделие представляет собой жесткий строительный элемент 5 плоской формы, в котором мат использован в виде слоя теплоизоляции 5с между внутренней 5е и наружной 5 обкладками строительного элемента. Слой 5с может также представлять собой совокупность наложенных друг на друга нескольких матов, не превышая при этом толщины слоя в 10-20 см.
В варианте, представленном на фиг.3, поверхность теплоизоляционного слоя 5с, обращенного к внешней обкладке, покрыта воздухонепроницаемым экраном в виде нетканого материала с сохранением вентиляционного зазора между ними. Соответственно, плоскость, обращенная к внутренней обкладке, покрыта слоем 5д, непроницаемым для паров, который может представлять собой пластиковый лист или пленку, нанесенные на поверхность теплоизоляционного слоя 5. Слой, непроницаемый для паров, покрывают сверху гипсом в виде внутренней обкладки 5е.
Кроме этого, возможны и другие варианты использования мата, изготовленного в соответствии с изобретением. Так при необходимости получения матов с плотностью выше чем требуется для теплоизоляции они могут быть также получены и использованы аналогично древесно-стружечным плитам.
Основные фибры, используемые для осуществления изобретения, существенно отличаются от термически адгезивных связующих фибр. При изменениях температуры они не меняют своих свойств и не становятся адгезивными как связующие. Но они могут обладать свойством термического размягчения при значительно более высоких температурах, как минеральные или стеклянные фибры, или лишь при несколько большей температуре, соответствующей температуре плавления термопластов с более высоким значением этого параметра.
Основные фибры могут быть также изготовлены из материала, который не размягчается вообще, это целлюлозные фибры растительного происхождения, особенно представляющие продукты переработки древесных отходов. Плотность мата из таких фибр определяется усилием укладки фибр. Кроме того, фибры могут быть изготовлены из любых сортов дерева, но фибры из деревьев и кустарников семейства Salicacede, таких как лозняк и осина, наиболее предпочтительны, т.к. наиболее легко сплетаются друг с другом. Также возможно введение в качестве основных фибр целлюлозных материалов, включающих хлопок или джут, как отдельно, так и в смеси с фибрами из дерева.
Термически адгезивные связующие фибры могут быть изготовлены из любого термопластического полимера, такого как полипропилен или полиэстер. Также возможно использование смесей фибр из нескольких видов термопластических материалов с разными температурами размягчения. Температура воздушного потока А в камере 6 может быть установлена в соответствии с температурой размягчения конкретно используемой фибры, такая температура может обычно лежать в диапазоне 100. . . 200oC. Термически адгезивные фибры могут включать в себя также любые виды фибр, структура которых изменяется с изменением температуры с приобретением адгезионных свойств, таких как фибры на фенольной основе.
Структура мата может также регулироваться выбором пропорций между связующими и целлюлозными фибрами, но в любом случае основные фибры вводят в наибольшем количестве.
Устройство, соответствующее изобретению, с успехом применялось для производства матов из еловых и из полиэстеровых фибр. В этом случае скорость воздушного потока составляла 42 м/с, а линейная скорость поверхности загрузочного валика 2 была примерно на 10 м/с меньше. Фибры из полиэстера составляли 15-20% от всего объема фибры. Удельный вес на единицу площади был достигнут в диапазоне 40-3000 г/м2, учитывая, что первое значение соответствует аналогичному параметру плотной бумаги. Таким образом, изобретение применимо также и для производства весьма тонких изделий, учитывая, что связывание мата происходит на опорной площадке не требующей какой-либо жесткости производимого продукта.
Диапазон полученных плотностей от 18 кг/м3 до 400 г/м3, причем первое значение соответствует теплоизоляции из стеклянных и минеральных волокон, а последнее относится к древесно-стружечной плите. Однако изобретение не ограничивается упомянутыми выше параметрами и может быть реализовано в более широких диапазонах значения. Особенно это относится к изделиям из целлюлозных фибр растительного происхождения, обладающих великолепными теплоизоляционными свойствами, благодаря низкому коэффициенту теплопроводности, что дает возможность изготавливать теплоизоляцию с рыхлой структурой.
Теплоизоляция из целлюлозных фибр, иллюстрированная фиг.3, отвечает признаку новизны.
Можно добавить, что полученные вышеописанным способом маты могут быть впоследствии доработаны с целью улучшения определенных свойств. Например, маты могут быть обработаны противопожарными и антигнилостными растворами. Кроме того, фибры, используемые для изготовления мата, также могут быть подвергнуты такой обработке отдельно.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНАЯ СУШИЛКА | 2001 |
|
RU2211417C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ПРОИЗВОДСТВА СТЕКЛА В СТЕКЛОВАРЕННОЙ ПЕЧИ И ГОРЕЛКА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В УКАЗАННОЙ ПЕЧИ | 2002 |
|
RU2301201C2 |
| ТЕРМОГАЗОХИМИЧЕСКАЯ УСТАНОВКА ДЛЯ УТИЛИЗАЦИИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2009 |
|
RU2423647C1 |
| ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТЕРМОЭЛЕКТРИЧЕСКИЕ ГЕНЕРАТОРЫ | 2013 |
|
RU2631847C2 |
| Установка для термической деструкции преимущественно твердых коммунальных отходов с получением углеродистого остатка | 2020 |
|
RU2747898C1 |
| БЕЗЫНЕРЦИОННЫЙ ГАЗОГЕНЕРАТОР | 2002 |
|
RU2248507C2 |
| ПИРОЛИЗНАЯ ТЕРМОГАЗОХИМИЧЕСКАЯ УСТАНОВКА ДЛЯ УТИЛИЗАЦИИ ТВЕРДЫХ БЫТОВЫХ ОТХОДОВ | 2010 |
|
RU2428629C1 |
| КАРТРИДЖ ДЛЯ ИСПАРИТЕЛЬНОГО УСТРОЙСТВА (ВАРИАНТЫ) И ИСПАРИТЕЛЬНОЕ УСТРОЙСТВО | 2019 |
|
RU2800811C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОГО ОБЕЗВРЕЖИВАНИЯ МЕДИЦИНСКИХ ОТХОДОВ | 1998 |
|
RU2127848C1 |
| УСТРОЙСТВО ДЛЯ УТИЛИЗАЦИИ ОТХОДОВ | 2005 |
|
RU2334171C2 |
Изобретение предназначено для изготовления изделий из фибры путем формирования мата на формирующей площадке потоком проходящей сквозь площадку газообразной среды. Сущность изобретения заключается в том, что мат связывается с помощью термически адгезивных связующих фибр, например, обладающих свойствами термопластов, переплетенных с основными фибрами таким образом, что при их нагреве до появления адгезивных свойств связующие фибры соединяют основные фибры друг с другом с образованием мата. Термически адгезивные связующие фибры, сплетенные с основными фибрами, подвергают воздействию тепла непосредственно в воздушном потоке, несущем фибры на формующую площадку, устанавливая температуру воздушного потока достаточно высокой. Технический результат изобретения заключается в использовании всех видов фибр, в том числе из минерального сырья, стекла и дерева (в качестве так называемых основных фибр), позволяющих изготавливать достаточно толстые фибровые маты, обладающие прекрасными теплоизоляционными свойствами. 2 с. и 12 з.п. ф-лы, 5 ил.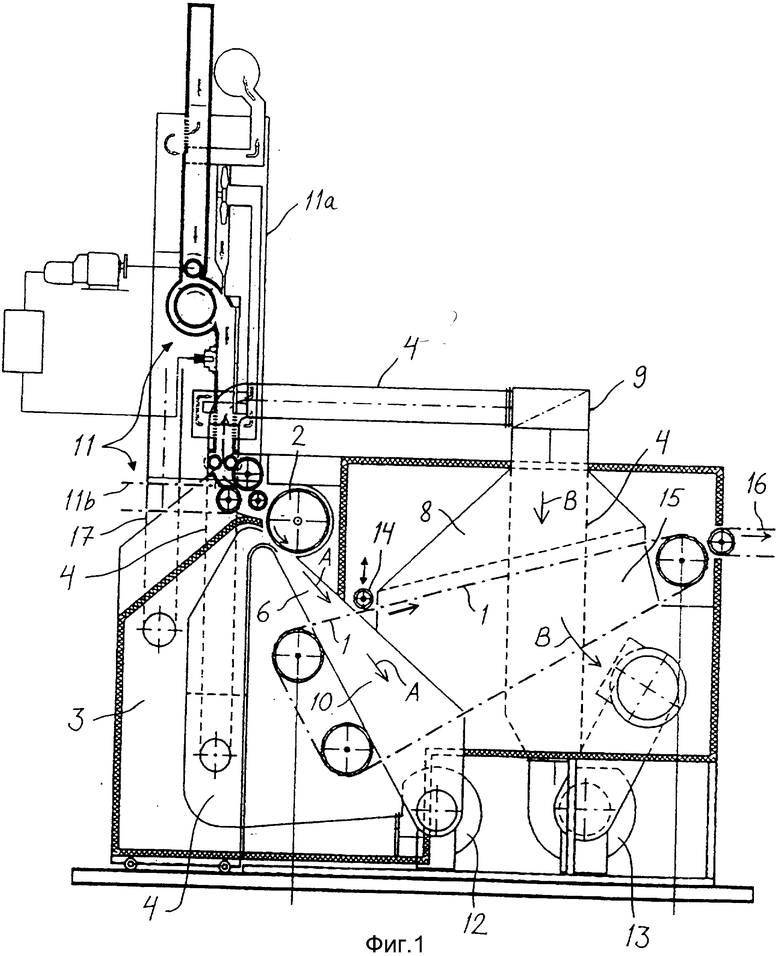
\ \ \ 1 1. Способ изготовления изделий из фибры, включающий формирование мата из основных фибр потоком газообразной среды на формирующей площадке, установленной навстречу потоку, связывание мата путем переплетения основных фибр термически адгезивными связующими фибрами таким образом, что связующие фибры, приведенные в адгезивное состояние воздействием тепла, связывают основные фибры друг с другом до образования мата, отличающийся тем, что термически адгезивные связующие фибры, сплетенные с основными фибрами, подвергают тепловому воздействию, приводящему их в адгезионное состояние непосредственно в потоке газообразной среды, несущей фибры на формирующую площадку, устанавливая температуру потока достаточно высокой. \\\2 2. Способ по п. 1, отличающийся тем, что фибры в поток газообразной среды вводят посредством загрузочного валика или ему подобного устройства, причем фибры разделяют или освобождают от загрузочного валика или ему подобного устройства первичным потоком газообразной среды, который затем разбавляют вторичным потоком газообразной среды с более высокой температурой, в результате чего температуру смеси первичного и вторичного потоков доводят до значения, достаточного для приведения связующих фибр в адгезивное состояние. \\\2 3. Способ по п. 1 или 2, отличающийся тем, что после завершения формования мата потоком газообразной среды на формирующей площадке мат продолжают обрабатывать потоком газообразной среды, поддерживая его со стороны, обратной набегающему потоку. \\\2 4. Способ по п.3, отличающийся тем, что последующей обработкой увеличивают плотность мата, создавая избыток давления на его поверхности набегающим потоком газообразной среды. \\\2 5. Способ по любому из пп. 2, 3 или 4, отличающийся тем, что первичный и вторичный потоки газообразной среды, первый из которых отделяет фибры от загрузочного устройства, а второй нагревает суммарный поток, подают раздельно, каждый по своему каналу до зоны контакта с фиброй и их смешения, а часть суммарного потока, формирующего мат, после его прохождения сквозь формирующую площадку подают в канал первичного газообразного потока для его предварительного нагрева. \\\2 6. Способ по любому из пп.3, 4 или 5, отличающийся тем, что часть вторичного потока газообразной среды с избыточной температурой подают в канал потока газообразной среды, создающего избыточное давление на поверхности мата при его последующей обработке. \\\2 7. Способ по любому из пп.1 - 6, отличающийся тем, что термически адгезивные фибры выполняют из термопластичных материалов. \ \\2 8. Способ по любому из пп.1 - 7, отличающийся тем, что мат изготавливают с использованием целлюлозных фибр растительного происхождения в качестве основных и выполняют его в виде теплоизоляционной прокладки между наружной и внутренней обкладками строительного элемента. \\\2 9. Способ по п. 8, отличающийся тем, что внутреннюю обкладку строительного элемента выполняют из гипса. \\\2 10. Устройство для изготовления изделий из фибры, включающее камеру, охватывающую рабочую газообразную среду и имеющую входной участок и выходной участок, замыкаемый подвижной формирующей площадкой, а также средства для загрузки в камеру основных и термически адгезивных связующих фибр, формирующих мат на формирующей площадке, и средства нагрева термически адгезивных связующих фибр, приводимых таким образом в адгезивное состояние и связывающих основные фибры друг с другом до образования мата, отличающееся тем, что входной участок камеры образован окончаниями каналов первичного и вторичного потоков с обеспечением формования мата на формирующей площадке под действием потоков первичной и вторичной газообразной сред, при этом устройство включает нагреватель газообразной среды с отходящим из него каналом вторичного потока и входящим в камеру для нагрева связующих фибр до появления у них адгезионных свойств непосредственно в камере. \\\2 11. Устройство по п.10, отличающееся тем, что оно содержит загрузочный валик или подобное ему устройство, установленное на входном участке камеры, причем входной участок камеры снабжен первичным каналом газообразной среды, направленным навстречу загрузочному валику или подобному ему устройству для отделения от него фибры, при этом вторичный канал газообразной среды, включающий нагреватель, установлен ниже по потоку указанного первичного канала. \ \ \2 12. Устройство по пп.10 и 11, отличающееся тем, что после упомянутой камеры в направлении движения формирующей площадки установлена вторичная камера, включающая площадку, несущую мат, преимущественно представляющую собой продолжение формирующей площадки, выходящей из предыдущей камеры, а вторичная камера снабжена каналом подачи потока газообразной среды сквозь мат. \\\2 13. Устройство по п.11 или 12, отличающееся тем, что в направлении движения потока газообразной среды упомянутая камера продолжена симметрично относительно плоскости формирующей площадки коллектором, образующим единый канал с первичным потоком газообразной среды. \\\2 14. Устройство по п.12 или 13, отличающееся тем, что вторичный канал между нагревателем и камерой снабжен отводным каналом, соединенным с вторичной камерой.
| US, патент, 4663225, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
