Изобретение относится к области обработки металлов давлением и может быть использовано в машиностроении для производства, например, огнетушителей, газовых баллонов и так далее.
Известен способ производства баллонов, включающий осаживание одного конца заготовки на конус, получение стакана винтовой прокаткой и последующую его деформацию на оправке проталкиванием (см патент США N 3462987, кл. 72-97, 1969). Способ позволяет получать такие полые изделия как газовые баллоны, цилиндры, снарядные гильзы. Из-за косины торца отрезанной заготовки и отклонения оси оправки при винтовой прокатке стакана нельзя обеспечить точность геометрических размеров изделия.
Известен способ изготовления баллонов, включающий закатку горловины, ее механическую обработку с образованием отверстия, закатку днища, термообработку и очистку поверхностей баллона (см. авт. св. СССР N 1712029, B 21 D 51/24, 1989 г.) Недостаток известного способа состоит в использовании горячей обработки концов заготовки.
Наиболее близким к предложенному способу по технической сущности можно считать известный способ изготовления баллонов (для хранения и транспортировки сжатых и сжиженных газов), включающий использование бесшовной мерной заготовки, оформление горловины (закаткой) с профилированием наружной поверхности и с выполнением резьбового отверстия под съемный узел (вентиль и предохранительный клапан) и формовку дна баллона (закаткой) (см. авт. св. СССР N 1793989, B 21 D 51/24, 1991г.). Закатку горловины и донной части баллона производят горячей обработкой, что не способствует получению точных размеров изделия и является недостатком известного способа.
Поставлена техническая задача: повысить точность размеров изделия путем исключения горячей деформации при изготовлении баллона.
Поставленная задача решена способом изготовления баллона, включающим использование бесшовной мерной заготовки, оформление горловины с выполнением в ней отверстия под съемный узел и с профилированием наружной поверхности и формовку дна, согласно изобретению, в котором в качестве мерной заготовки используют отрезанную стакановидную часть утилизированной гильзы, которую вхолодную деформируют в цилиндрический стакан, из дна стакана механической обработкой оформляют горловину, затем раскаткой с удлинением профилируют наружную поверхность, выравнивая толщину стенки средней части, при ее утолщении на концах, а дно баллона формуют сферическим, отдельно и присоединяют к открытому концу стакана.
Поскольку утилизированная гильза имеет точные размеры и используют только холодную обработку, изготовленные таким способом баллоны тоже имеют точные размеры. Кроме того, используемые гильзы покрыты цинком и это покрытие не нарушается при холодной обработке, благодаря чему баллоны обладают повышенной коррозионной стойкостью.
Изобретение поясняется чертежами, где:
на фиг. 1 изображена утилизированная гильза,
на фиг. 2 представлена схема технологических операций при изготовлении баллона: 1 - отрезка от утилизированной гильзы мерной стакановидной части, 2 - прессование вхолодную цилиндрического стакана, 3 - оформление горловины баллона механической обработкой дна стакана, 4 - профилирование наружной поверхности поперечной раскаткой с удлинением, 5 - формовка дна баллона из листа, 6 - приварка дна к открытому концу стакана.
Сущность способа состоит в следующем. От утилизированной гильзы (фиг. 1) отрезают мерную стакановидную заготовку (1, фиг. 2). На прессе вхолодную заготовку деформируют в цилиндрический стакан (2, фиг. 2). Из дна стакана механической обработкой оформляют горловину баллона (3, фиг. 3) и выполняют отверстие для соединения, например, с головкой огнетушителя - съемный узел. Раскаткой с удлинением профилируют наружную поверхность, выравнивая толщину стенки средней части при ее утолщении на концах (4, фиг. 2). Дно баллона формуют сферическим, отдельно из листа на прессе (5, фиг. 2) и присоединяют к открытому концу стакана, например, сваркой.(6, фиг. 2).
Пример осуществления. Взяли утилизированную гильзу длиной 800 мм с наружным диаметром 131 мм у основания донной части, имеющей толщину 20 мм. Отрезали стакановидную часть длиной 220 мм с диаметром у открытого конца 126 мм и толщиной стенки 2,5 мм, а у дна - 3 мм. На прессе вхолодную из заготовки сформовали цилиндрический стакан с внутренним диаметром 125 мм. Из дна стакана механической обработкой оформили горловину с толщиной стенки 6 мм с внутренним отверстием длиной 20 мм и диаметром 63 мм, что соответствует, например, диаметру головки огнетушителя. Затем поперечной раскаткой с коэффициентом вытяжки 1,8 выровняли стенку по длине до 1,2 мм и с утолщением по наружной поверхности на концах в 2 мм. Штамповкой из листа толщиной 2 мм изготовили сферическое дно баллона с наружным диаметром, равным внутреннему диаметру открытого конца стакана. Соединение дна осуществляли приваркой к открытому утолщенному снаружи концу стакана. Донную часть вставляли внутрь так, чтобы дно баллона не выступало наружу за плоскость открытого конца.
Полученный предложенным способом баллон имеет точные геометрические размеры, коррозионностоек, прост и недорог в изготовлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2082514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2087217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСОВ СНАРЯДОВ | 1995 |
|
RU2088393C1 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1995 |
|
RU2067507C1 |
| СПОСОБ ПРОИЗВОДСТВА ВОЛОЧЕНЫХ ПОЛЫХ ИЗДЕЛИЙ | 1997 |
|
RU2113300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2005 |
|
RU2288063C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2002 |
|
RU2223161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2014 |
|
RU2558315C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2354484C2 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для производства, например, огнетушителей, газовых баллонов и т.д. Способ изготовления баллонов включает холодную деформацию в цилиндрический стакан используемой в качестве заготовки отрезанной стакановидной части утилизированной гильзы. Из дна стакана механической обработкой оформляют горловину, затем раскаткой с удлинением профилируют наружную поверхность, выравнивая толщину стенки средней части при ее утолщении на концах. Дно баллона формуют отдельно сферическим и присоединяют к открытому концу стакана. Технической задачей изобретения является повышение точности размеров изделия. 2 ил.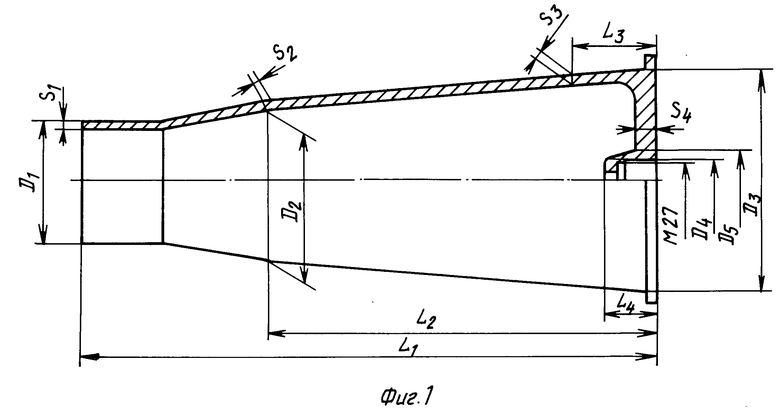
Способ изготовления баллонов, включающий использование бесшовной мерной заготовки, оформление горловины с выполнением в ней отверстия под съемный узел и с профилированием наружной поверхности и формовку дна, отличающийся тем, что в качестве мерной заготовки используют отрезанную стакановидную часть утилизированной гильзы, которую вхолодную деформируют в цилиндрический стакан, из дна стакана механической обработкой оформляют горловину, затем раскаткой с удлинением профилируют наружную поверхность, выравнивая толщину стенки средней части при ее утолщении на концах, а дно баллона формируют сферическим отдельно и присоединяют к открытому концу стакана.
| SU, 1793989, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| RU, 2010651, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| SU, 1712029, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| SU, 863102, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
